One of my very favorite CNCs was the teeny tiny burly I built a while back.
It was SO much fun just mowing through whatever I put on there. But it got me thinking, maybe I’d gone TOO small at 8x10.
Then along came the primo. 2x4 was much too large for it. Super convenient to load up 1/4 sheets of material, but too many jobs where the flex led to increasing chiploads in later paths and ultimately skipped steps. So I’ve taken the opportunity to shrink him down to 12x24.
1/2 inch torsion box cut out on the other CNC.
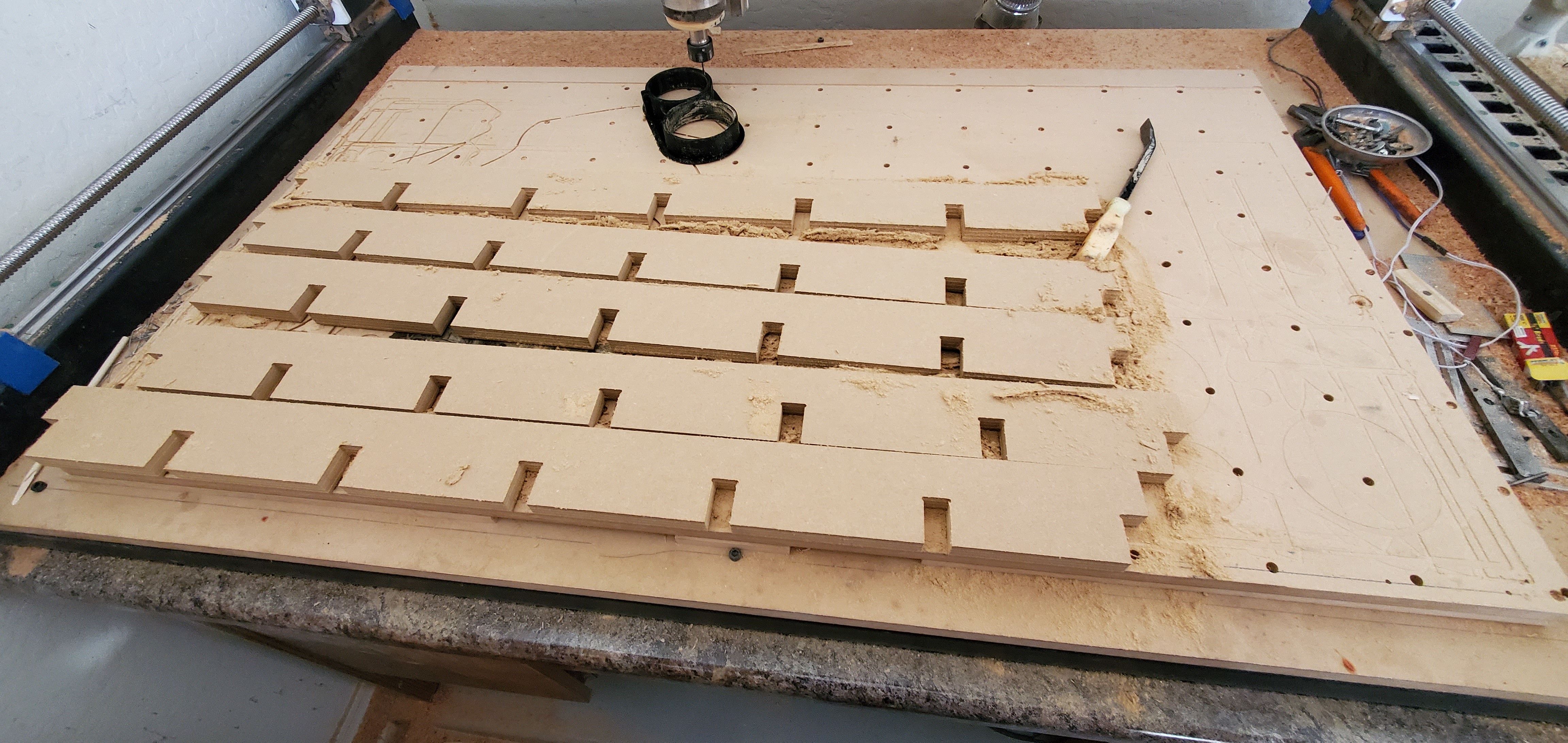





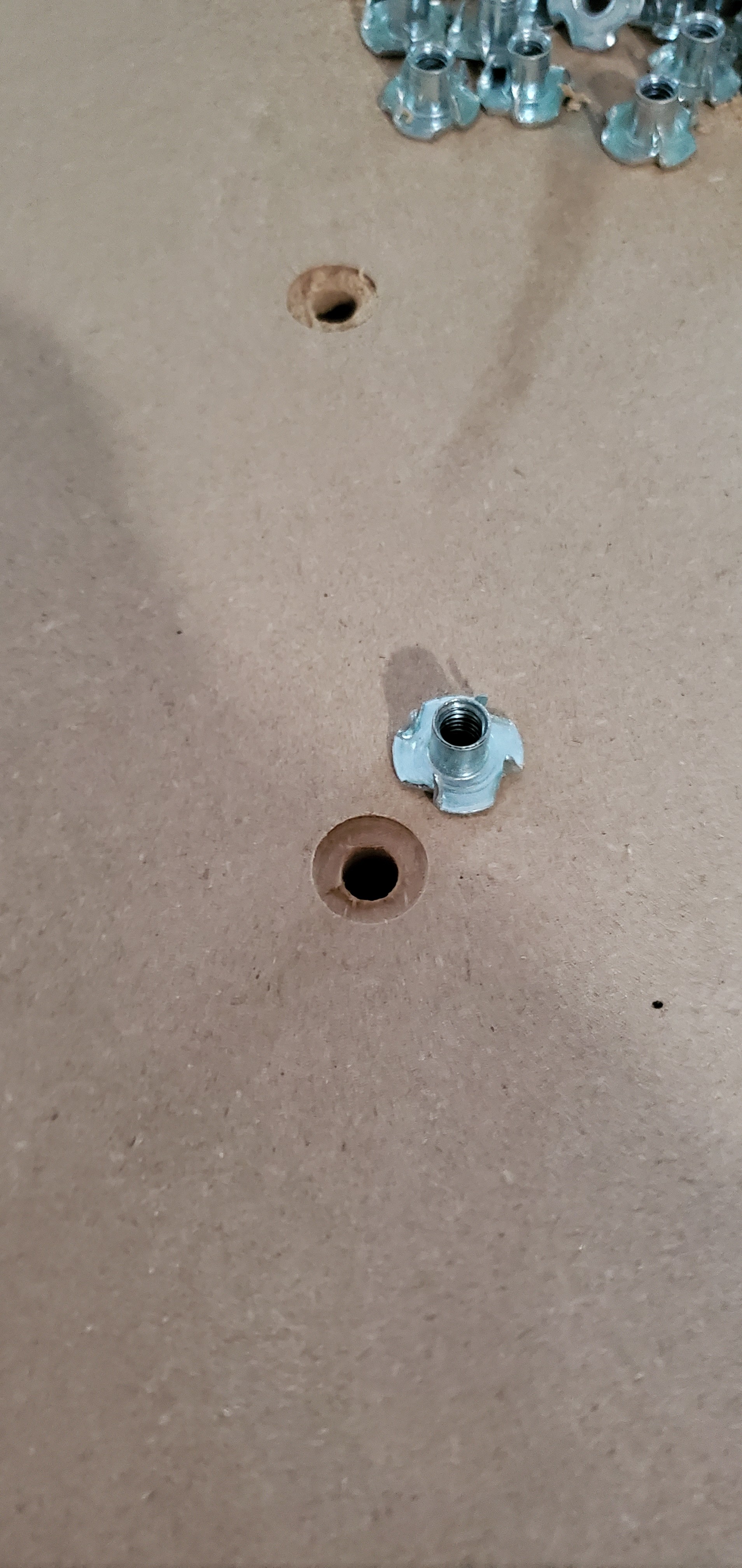
I also cut out the base on the other cnc so I can try out t-nuts. It’s definitely not a spoilboard. Replacing it will require removing the cnc. My idea is to use a separate spoilboard on jobs that require through-cuts. I should be able to cut them out of MDF to line up with the holes in the base, so that should be fun. The odd pattern for the outer most set is because I didn’t want to buy more and that’s all I had in my drawer. I also cut holes for the legs because every MPCNC I’ve built took me WAY too much time and effort to place the legs (except the teeny tiny, where I used this same strategy).
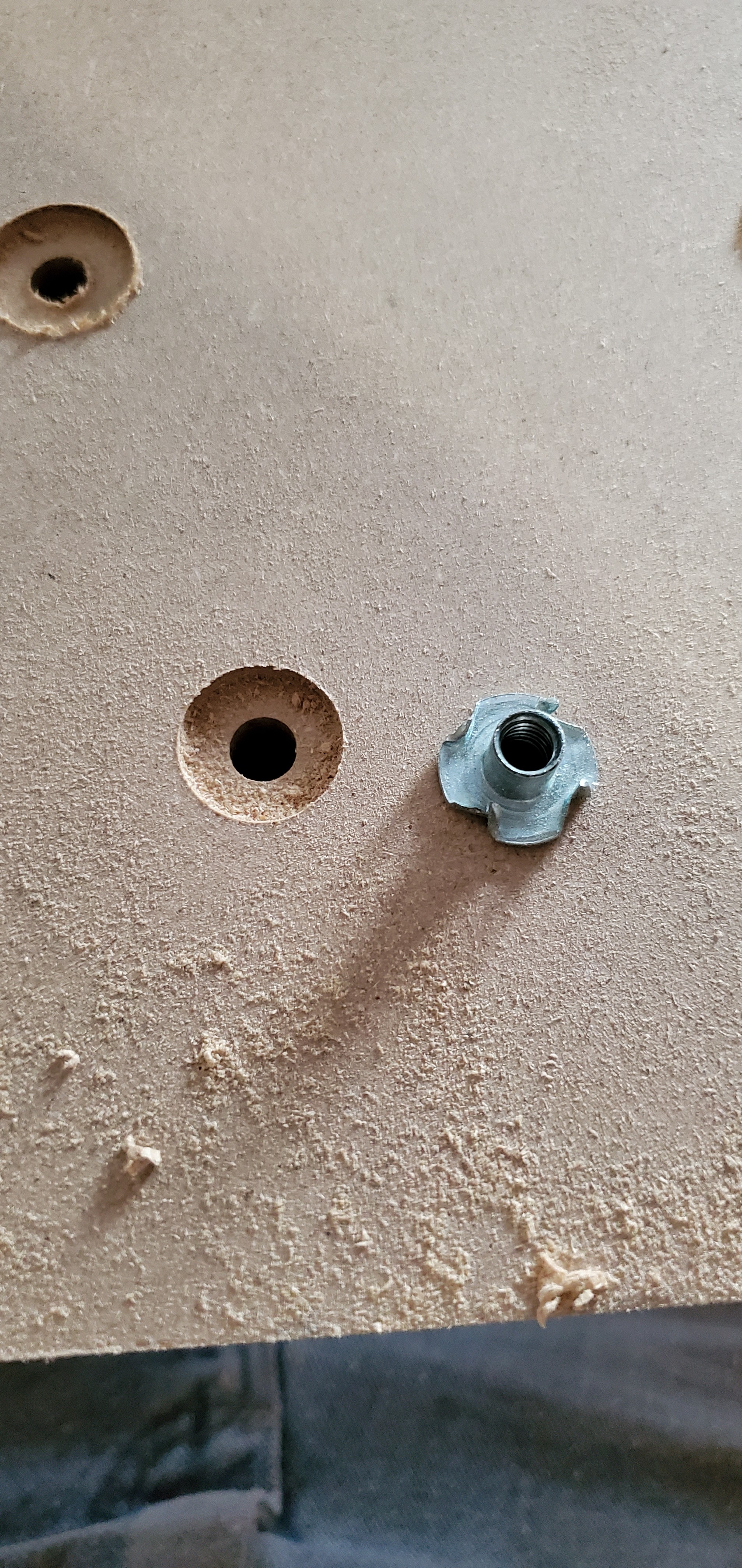

But somehow or other, I goofed up the cam and the larger pocket for the tnut was just too small for all the “interior” nut locations. I set the plunge router and spent 15 minutes opening them back up. Since the center hole was located properly and sized correctly, I just needed to make room for the nuts to drop all the way in. Beauty didn’t matter because this was getting flipped upside down anyway.


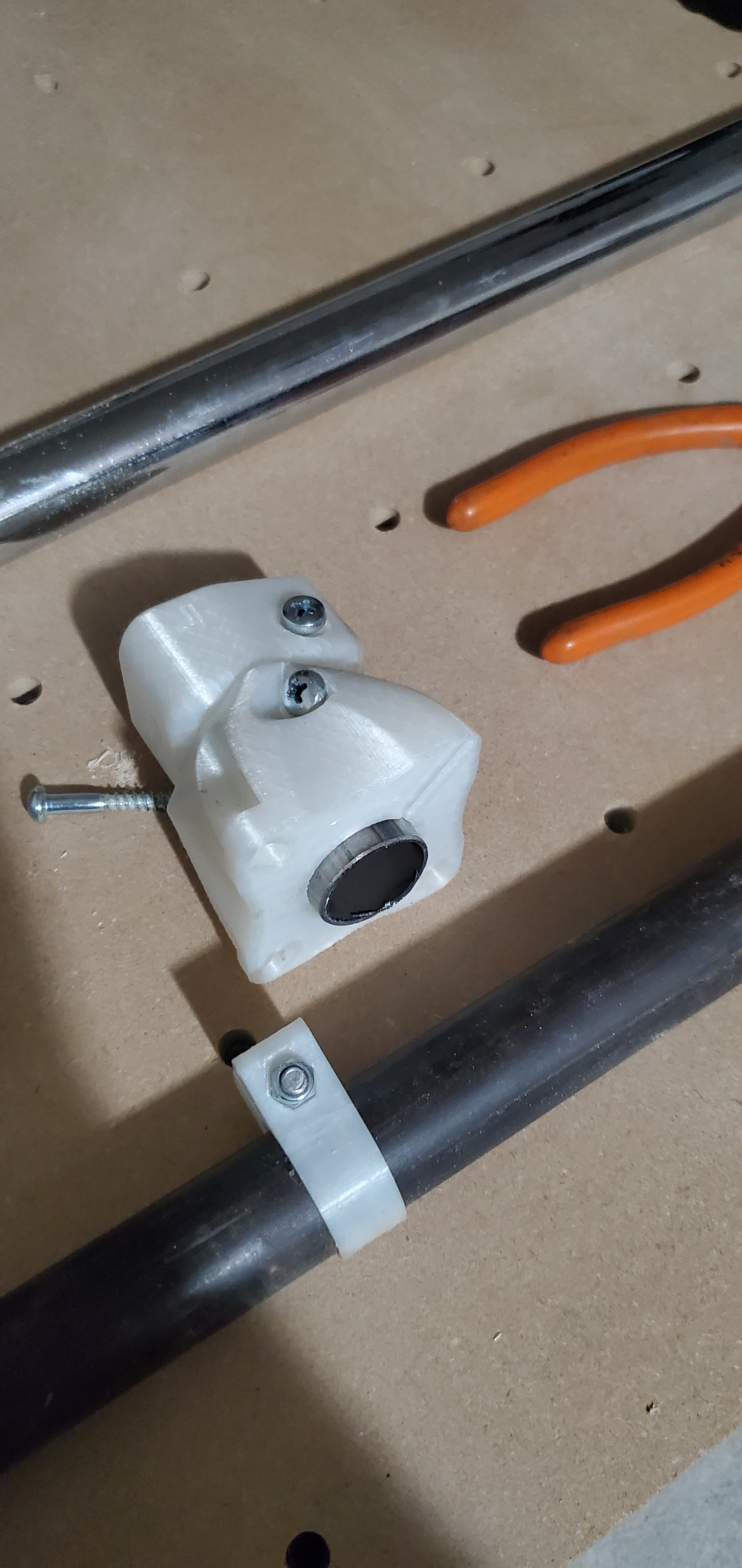
For the legs, I left just enough tube sticking out to register the holes in the base. I don’t expect any significant extra rigidity from going the full 1/2in deep, and on the teeny tiny, they actually made it difficult to get the height right. A little gap at the bottom, a little gap at the top, and all the leg heights are defined by the printed parts.
I used some scrap to dial in the squareness. I usually just bore some holes and stick my calipers in them. This time, I decided to use some of my many broken endmills in the holes as pegs instead. I’m not using the calipers correctly here, but registering them on the scale like this makes sure that I’m consistent from one diagonal to the other and not introducing false error by being a klutz.

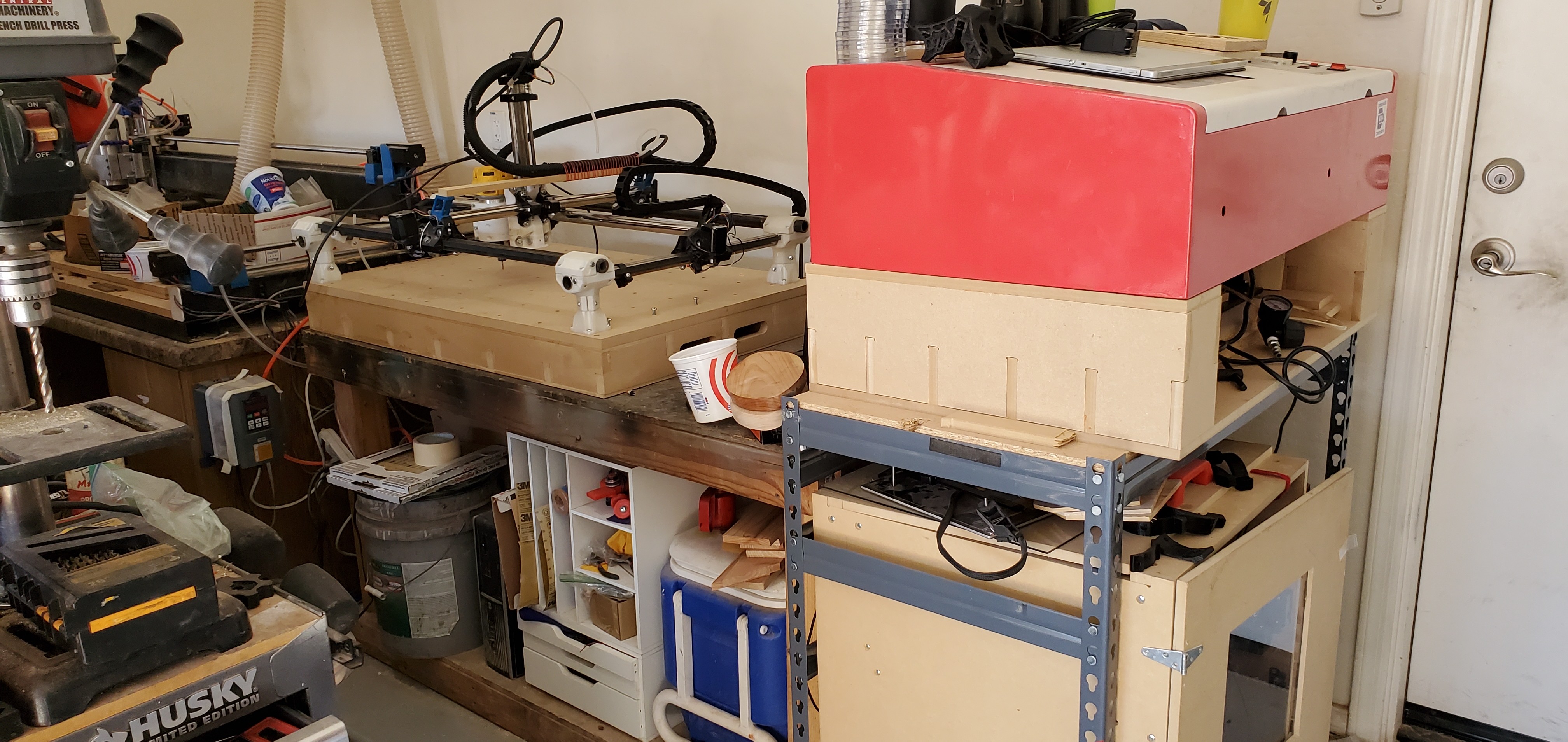
Here he is at home. I mounted the cable chains higher up so I can pass work through without catching on them, and I’m preparing for some air blasting with that white hose. I made some handle holes in the sides for when I have to move it, but since I’ll usually be able to ask my wife or kids to grab a side, I should have moved them closer to the edges. I also should have designed a pocket in the torsion box for the electronics. I had just BARELY enough room to mount them to the back of the box, and the base board hangs over them just an inch or so. It’s adequate. The cables come up around the left side to plug in to the PC. Set up with Grbl Mega, didn’t realize that it’s based on 1.1d (at least the version I got is). So far, no real problems with that so I’m not going to bother with it unless that changes.
My first attempt at wood errored out, and I can’t find anything in the code. It MIGHT be related to rounding in the arcs throwing off the error checks, but it ran fine on the other cnc so I ran it there (they were paid pieces). Sadly I didn’t have any other wood jobs to run, so…why not try to get after some steel? Details in the next post…





