Generated G code in Fusion 360, and used Repetier Host to run the MPCNC. At the very end of the milling, the bit plunges straight down into the material, instead of lifting up out of the piece. Where should I start when looking for a culprit? The G code doesn’t appear to have any erroneous Z coordinates that indicate a downward plunge.
Here is a video of what we see just before it happens. The Z axis maxes out at - 9 for some reason, even though the tool travel is not maxed out. It registers changes in X and Y, but Z becomes useless. It then plunges down into the work piece, but the travel depth is not registered because it’s maxed at - 9 on the readout.
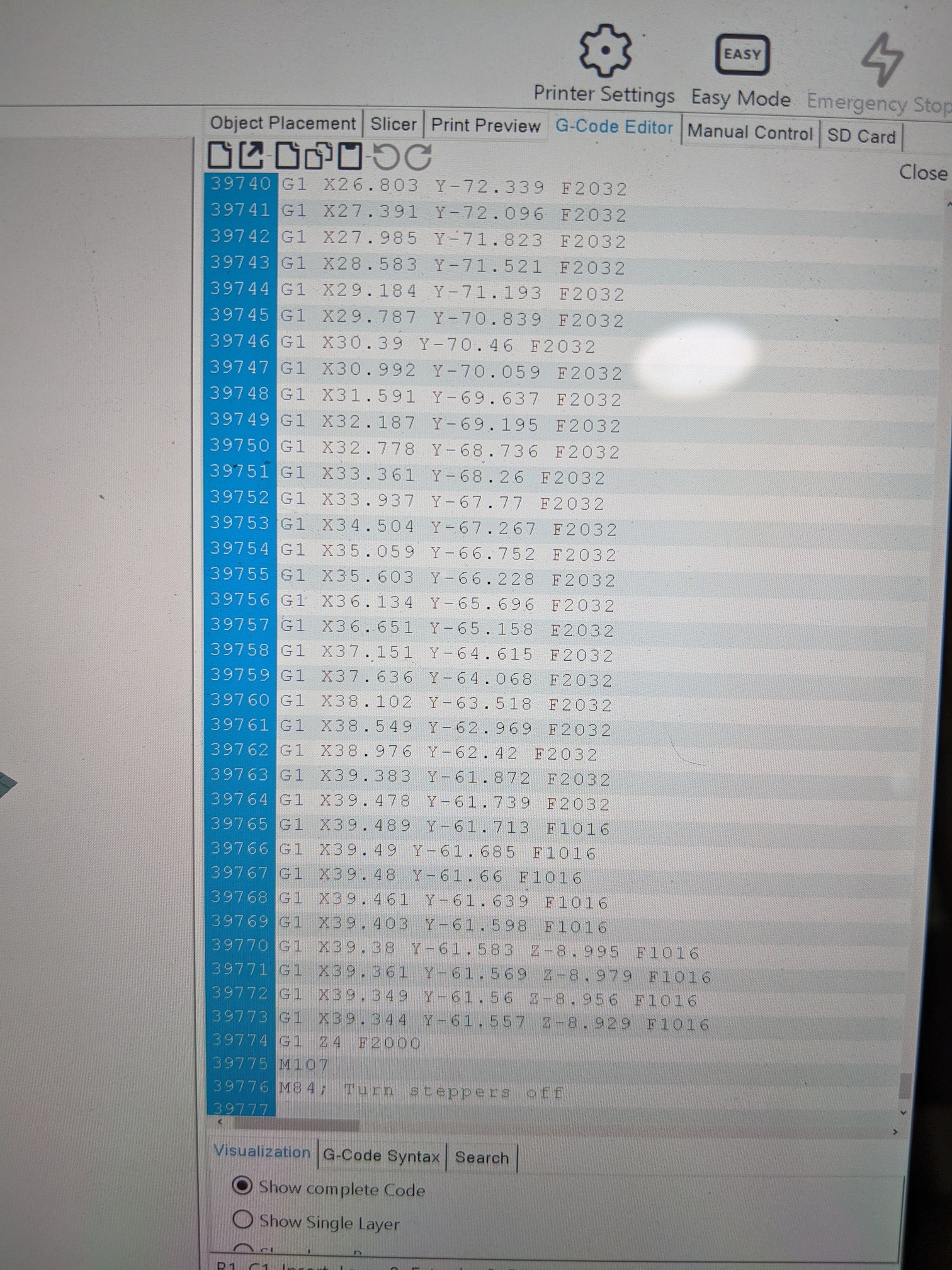
M84 at the end. That disables the steppers, so the router will drop under its weight. There’s a setting in your post processor for that, just disable it.
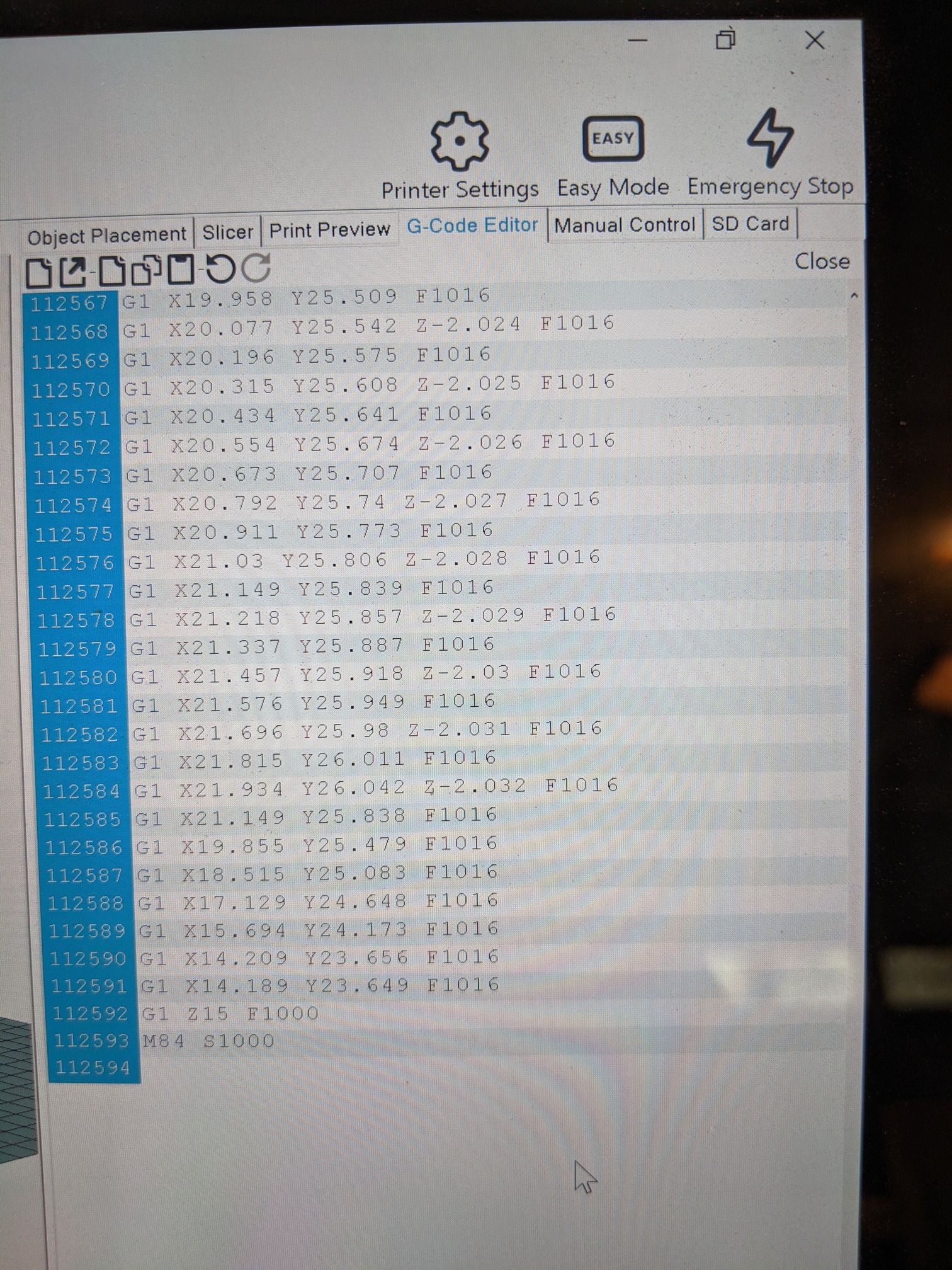
I have to say that this has been beyond discouraging. We’ve spent so many hours trying every fix on every forum and it’s still going on. This is the program that is running now. We changed the feed rate, we deleted M84, nothing worked. We tried M84 S0 because one site said it would keep the steppers on - that didn’t work. Now we’re trying M84 S1000 to see if that works. So far, every single thing we’ve tried has resulted in the bit being plunged into the piece immediately after the program ends, ruining what would otherwise be a perfect job.
1000 is still a bit fast but probably not the issue, it might vibrate in place but shouldn’t overtly stab your work.
I don’t use Repetier Host, but I would imagine it also has configurable gcode fragments on job start, job finish, job pause, job resume, maybe others too like abort. Check that there is nothing suspicious in those, in particular at job finish. Can you show the settings for those?
Also, does the tool rise up to Z=15 before plunging? If so, then it’s got to be some extra code like in the job completion macro.
You could confirm this by running from an SD card where RH is not part of the equation. Then you can be extra sure it’s doing only what is specified in the gcode file.
I really don’t understand how disabling the steppers would drop the toolhead, though I’m still running the threaded rod tool assembly so I can perhaps believe that the lead screw tool assembly can more easily move the Z just by gravity.
What I’m seeing in the gcode is your cut finishes at a depth of ~2mm, then the tool rises to 15mm above the origin plane. Then you say the tool drops into the material.
Does the tool rises to 15mm appropriately? Does the tool try to home at the erroneous plubge depth? Do you have safe homing on in your post processor? Are you using one of the recommended MPCNC post processors for F360?
Look for a “parking” option to move the gantry to a desired location at the end of the job. In addition to shifting your tool drop so it only spoils the spoilboard, it’s nice to have the tool move itself out of the way to remove the workpiece.
Anything unexpected that F360 or the post processor is doing would have to manifest in the gcode since that is the mechanism for conveying everything to the downstream process. Whatever strange settings there may be, the outcome is reasonable, so even if some settings are wrong, they can’t be the cause of the problem. (Or more precisely, they can’t be the cause of the problem separate from the gcode.)
The Z values on the Repetier Host screen don’t update because the screen is actually just showing the Command that is being sent, not the actual position. And, once you shut the steppers off with M84, they won’t know where they are anyway.
There’s nothing in the code that you’ve posted that shows a plunge to Z-15, so that leaves “unprogrammed” movement, which is this case must be gravity.