Look under “Predefined G-Code Scripts” G-Code Editor - Repetier-Host Documentation
In particular
The G-Code for your printer is the assembled data from “Start Code”+”G-Code”+”End Code”.
Look under “Predefined G-Code Scripts” G-Code Editor - Repetier-Host Documentation
In particular
The G-Code for your printer is the assembled data from “Start Code”+”G-Code”+”End Code”.
Unless F360 is setting the proper Z plane below the stock origin.
It happens and we haven’t seen the entire Gcode file.
EDIT:
Example
If Z plane is at say -5mm from stock origin, and the orientation is inverted so -2mm actually == -3mm (-5mm - -2mm), then +15mm actually == -20mm. This would be imperceptible to the eye, would seem like its working correctly, but F360 settings would be the culprit.
So much depends on the workflow the user is employing, everything from Marlin settings, F360 settings, Post processor settings, how they are homing (G92 or endstops), and their Gcode interpreter (Repetier Host) settings will effect these things.
Nichole-
In Repetier Host, on the Print Preview tab, the Save to File button will capture the complete set of gcode to a file, which you can share here. Then folks can do an analysis of all the code rather than relying on the snippets visible in the photos of the screen you’ve been able to provide.
Here is the G code. And here are the steps we take to amend it before running the program:
Does the tool rise to 15mm appropriately? It does appear to rise like it should. It then appears to drop due to gravity vs a controlled decent. This can be arrested by hand, if you are babysitting the program at the very end. We have tried various remedies regarding the M84 command (see my post where I have uploaded the G code)
Does the tool try to home at the erroneous plunge depth? I’m not sure what you mean by this. If you mean, does it look like it is traveling with purpose, then no. It appears to be gravity.
Do you have safe homing on in your post processor? We do the post process in Fusion 360. I am unsure how or where those settings would be changed.
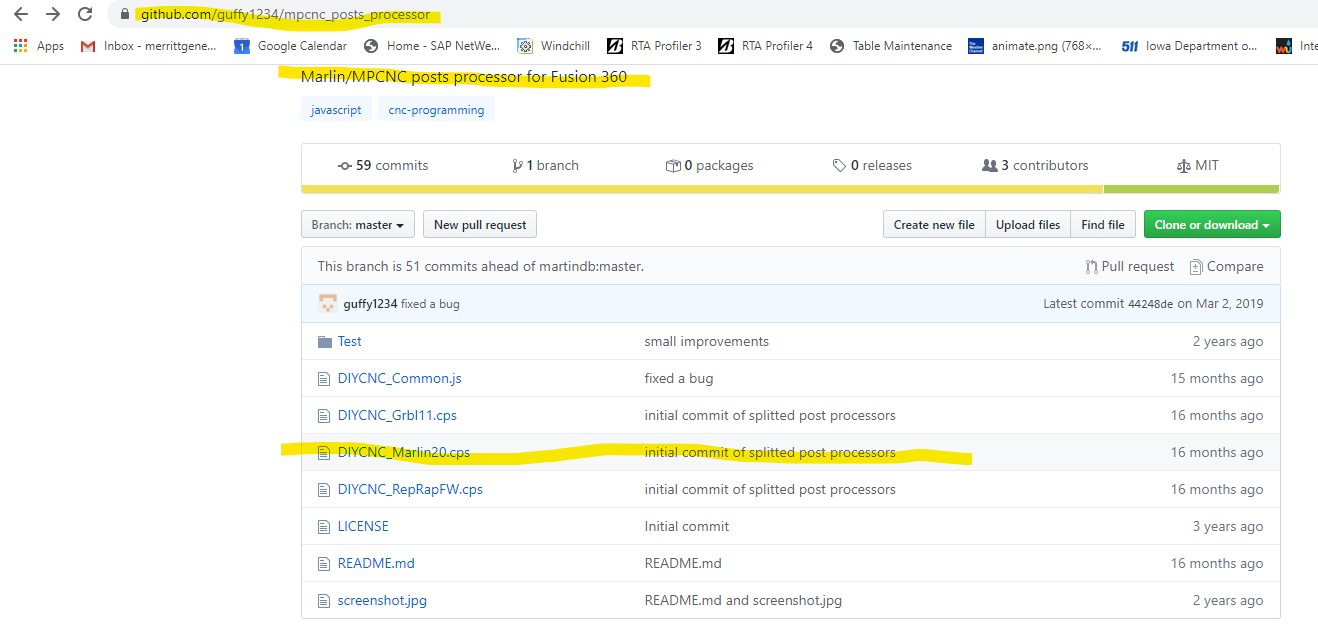
Are you using one of the recommended MPCNC post processors for F360? We are using the Marlin post processor. Marlin V1 / MPCNS Fusion 360
Does it go to Z15 correctly at the start of the code?
There is nothing in the code to suggest that the controller is being TOLD to plunge. This effectively eliminates both Fusion and Repetier.
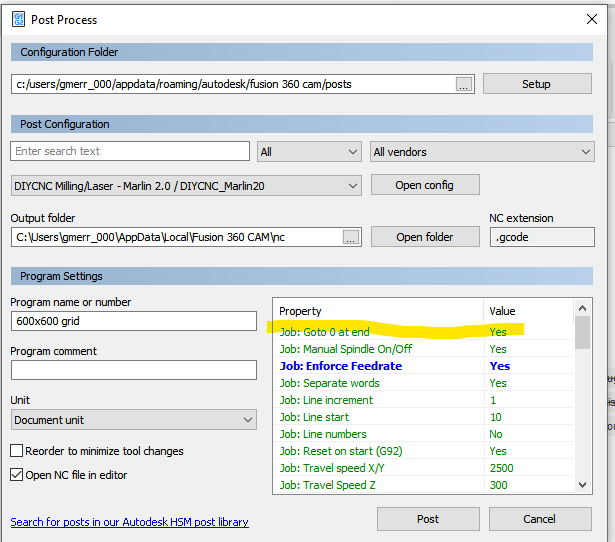
If you enable “go to 0 at end”, then it should add a G1 X0 Y0 to your code automatically for every job.
Here’s an example of the last few lines of a job I did recently. This was all generated by Fusion.
; MOVEMENT_RAPID
G0 Z15 F300
; *** SECTION end ***
; *** STOP begin ***
M400
; COMMAND_COOLANT_OFF
G0 X0 Y0 F2500
; COMMAND_STOP_SPINDLE
M300 S300 P3000
M0 Turn OFF spindle
M117 Job end
; *** STOP end ***
You seem to be using a different post processor. Ours is the Marlin V1 / MPCNC Fusion 360. When I open post process in Fusion, we do not have the setting you highlighted.
Edit : we have something that says useG0:No. Maybe that’s the same as Goto 0 at end?
Not using that Post so I don’t know exactly. Your Gcode looks fine to me as well.
Seeing as I don’t have the same tool assembly I will assume I don’t know what I’m talking about and shut up.
Actually I just opened Repetier Host and checked, do you have the Kill Motors setting enabled?
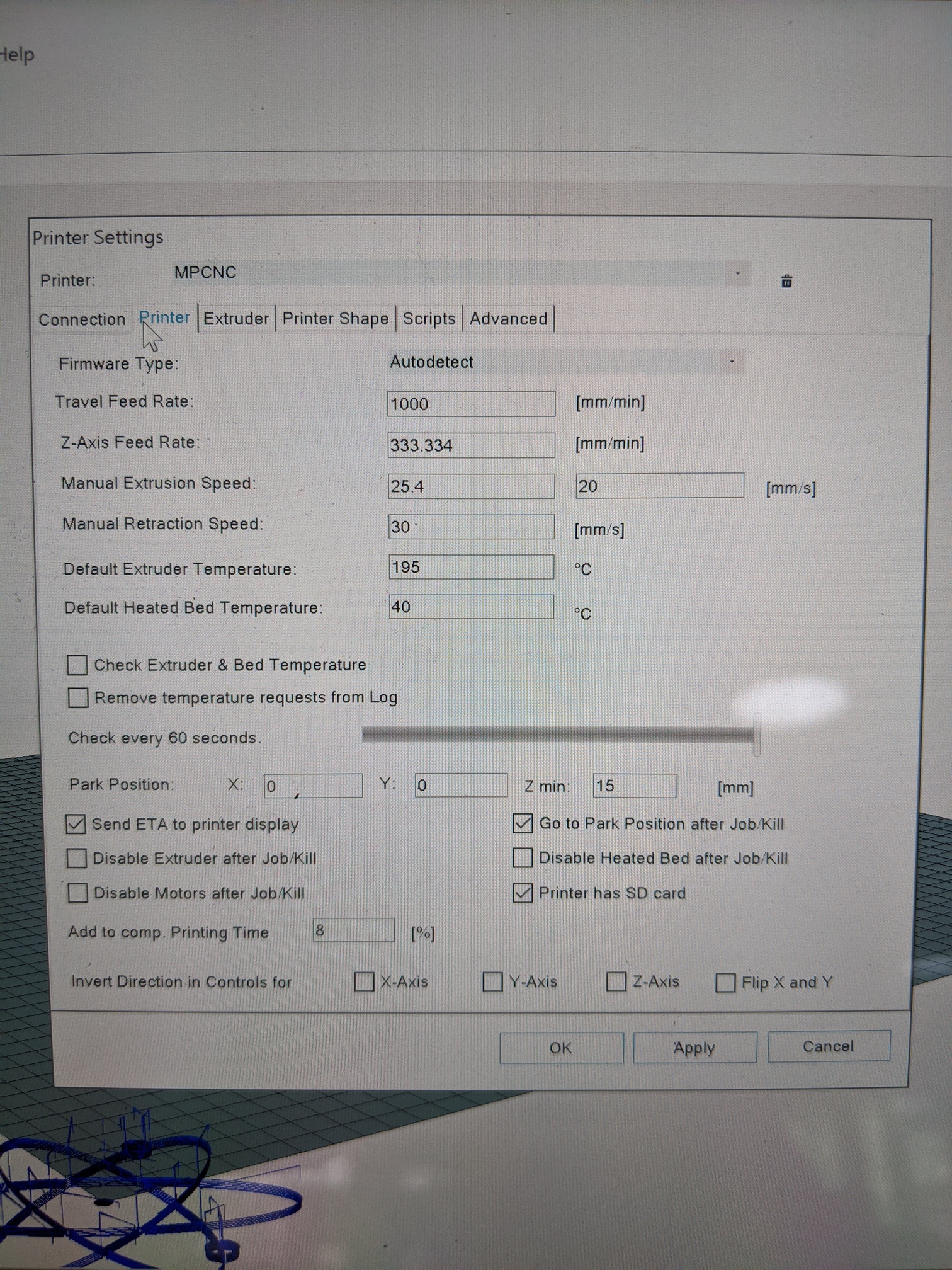
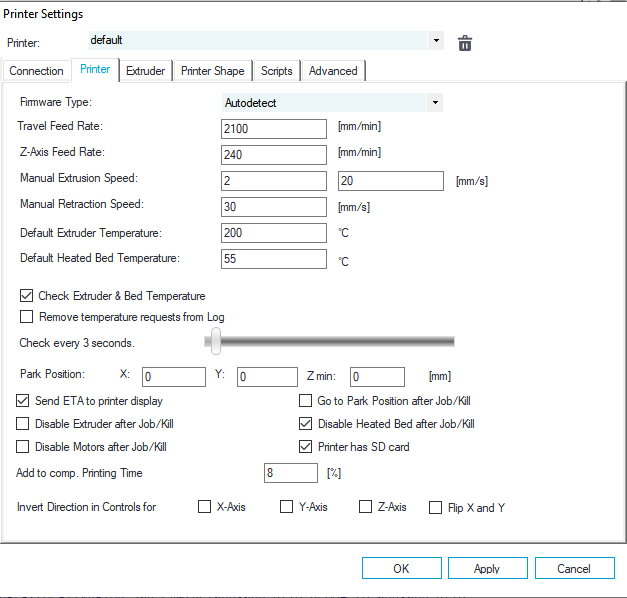
We just found these settings in Repetier Host. The boxes next to these features were checked
Disable extruder after job
Disable motors after job
Disable heated bed after job
Go to park position was checked, but the coordinates were 000.
In the picture, we were thinking about unchecking the “disable” boxes and changing the Z to 15mm
Lol, first:
I really hope this is the solution! What would you suggest we do to this page (what to check, uncheck, xyz values)? We’re just cutting wood with bits. No 3d printing or anything fancy.
Extruder/Heated Bed shouldn’t matter, no extruders to disable
I would uncheck(disable) the Disable Motors box
It won’t hurt to have Repetier park the tool as Z+15
That’s all I think.
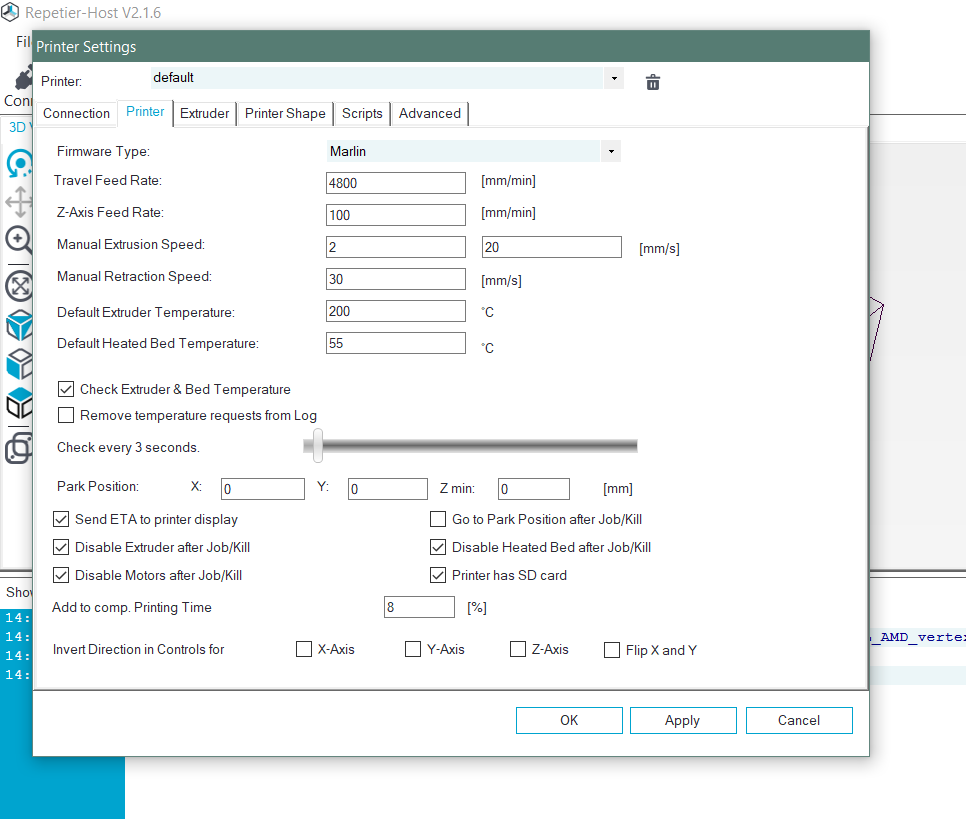
Just for comparison, here is what my Reptier-Host screen looks like, but I’m fairly certain that the Fusion 360 generated gcode is sent directly to your control board and those settings don’t affect anything. In Repetier-Host, I just hit Load and Print…I don’t expect it to do any thinking, just send the code.
Solved! It was the printer settings in Repetier Host. I just ran a simple program, and at the end it retracted and stayed up without issue. Thank you!!
Glad you solved it!
This is reasonably common. With the leadscrew it doesn’t drop when everything is off, but if you have the router running, it vibrates enough to drop. It is more common if you have a bigger router than the dw660.