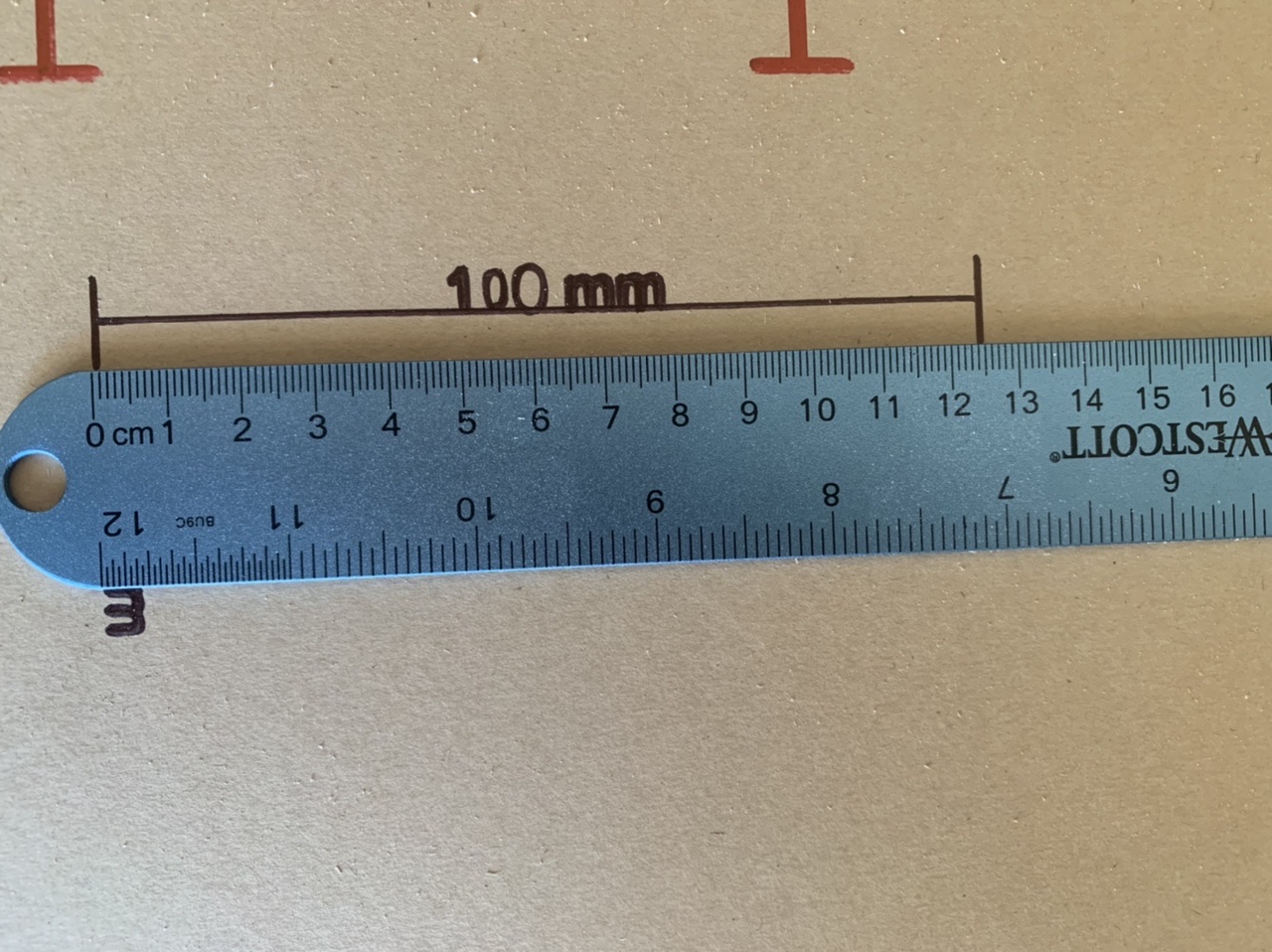
As the photo depicts, I’m having some accuracy issues that I know can be fixed, just not sure where.
My workflow is basically this: draw and size vectors (using mm in all cases) in either Illustrator or Flexi (sign building software), export vectors as DXF, open in Estlcam, add toolpaths, then either send gcode to SD card to run from LCD or open in Repetier Host to run from there.
As far as all of my settings are concerned, I used the suggestions in the software setup guide on the V1 website. I’ve made no other changes that I’m aware of.
I feel like this is probably a software issue. However, I am open to the possibility of me having built my MPCNC with less-than-perfect craftsmanship, resulting in my issue here. Could my belt tension be the culprit?
Any help would be greatly appreciated.
(ETA: never mind those funky looking zeros. That is the result of me not drawing a tool path on all of the vectors. That’s why they look lopsided)
The simplest test of the firmware and the machine is to just manually move 100mm from the lcd or repetier host. And measure the start and stop location.
25% would be possible if you had accidentally installed 20T pulleys instead of 16T pulleys.
Man, I really didn’t want to admit to myself that I had installed the wrong pulleys. I looked back at my Amazon order to see that I had indeed ordered 20t pulleys. But despite the ensuing array of colorful expletives, I have to admit that I am glad to know where I went wrong.
Dammit.
Thanks for the response and for stating the obvious. I would’ve looked for solutions everywhere BUT there.
You’re not the first. I’m not clairvoyant. I’ve just seen it before.
Half the distance? 1/32nd micro stepping.
Double the distance? Maybe Ramps with a4498.
Quadruple the distance on Z? Did you buy a 1 start leadscrew?
Always the distance minus 3mm? Check the grub screws, is the second motor working?
25%? 20T pulleys.
It gets harder when they have two of these problems at once.
Your solution is easy though, you can just drop the steps/mm to 80, 80. You’ll have 20% less torque, but it won’t bother you for a while. Get it dirty, order some 16T pulleys after you’ve found the limits and want to push it farther.
I appreciate the sound advice for sure. But I had Amazon Prime deliver the right pulleys the following day for a quick and painless fix. I could probably have gotten by for a while using the 20T pulleys, but I didn’t want to have to do it later upon finding those limits that you were referring to!
At this juncture, it’s all working well beyond any expectations that I had coming from a Multi Cam 1000. Granted, it was just a base model, but… It was still a beast of a CNC router and I have it to thank for pulling me into the world of CNC. I’m just surprised at how robust the MPCNC is in comparison to a $120k machine. At least for basic milling anyway.
Hell, I have been so pumped about my results that I went ahead and bought an Estlcam license today. I’ve been using EnRoute since 2012-2013 and thought I’d never switch, but Estlcam does a LOT for what it is and the interface, while dated in appearance, is much simpler than any other program I’ve used to create toolpaths.
Thanks for being so helpful, guys. I’m very grateful.