I hear ya.
I read all that stuff and picked through it several times. I was pretty sure I did it properly and my V1 CNC was working right.
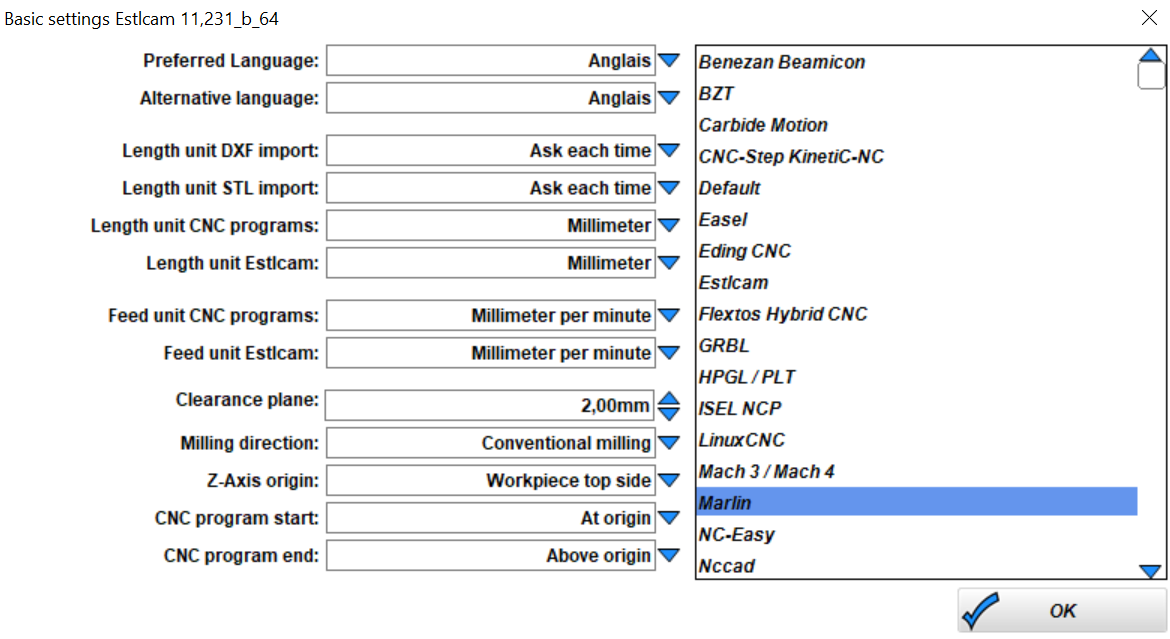
The second pic in ‘Estlcam basics’ isn’t what comes up in the current version when I downloaded it earlier this month…
I set everything to mm/s thinking it would work, but it didn’t. When I switched the the ‘Feed unit CNC Programs’ to MM/Min it worked. I had about 10 iterations.
I should note a caveat for the pic I posed. The inner left quadrant interior of the “M” is skewed to the left from me moving it around in estlcam to re-size it and not realizing it before I milled it. I was so happy it worked, that became my pic.
I appreciate the reply
John
Chouchenn
August 17, 2020, 5:47pm
22
Hello,
I have the same issue when trying to print, even the good Crown file. machine starts to move and stops making noise. when i use the controller everything ok, it’s only when using gcode file. I followed the tutorial for ESTLCAM, but still doesn’t work. don’t know what to do.
jeffeb3
August 17, 2020, 6:42pm
23
Just to be clear, you’ve ran the premade test crown and you’re skipping steps?
Is it on all axis or just Z?
When you move it using the lcd 10mm, does it move 10mm (and not 20, or 200, 10.5mm isn’t worth measuring right now)?
Chouchenn
August 17, 2020, 7:37pm
24
Thanks Jeff, Sorry my English is not very good. i ran a second time in the evening the Test Crown and it worked this time ( my fault, i didn’t home the machine before starting the gcode). but when i start a gcode i made in ESTLCAM i don’t have the same code inside compared the The crown Test exemple below:
CROWN TEST
G90
;No. 1: Engraving 6
MY STUFF
G90
;No. 1: Engraving 12
I use ESTCAM V11.
jeffeb3
August 17, 2020, 7:52pm
25
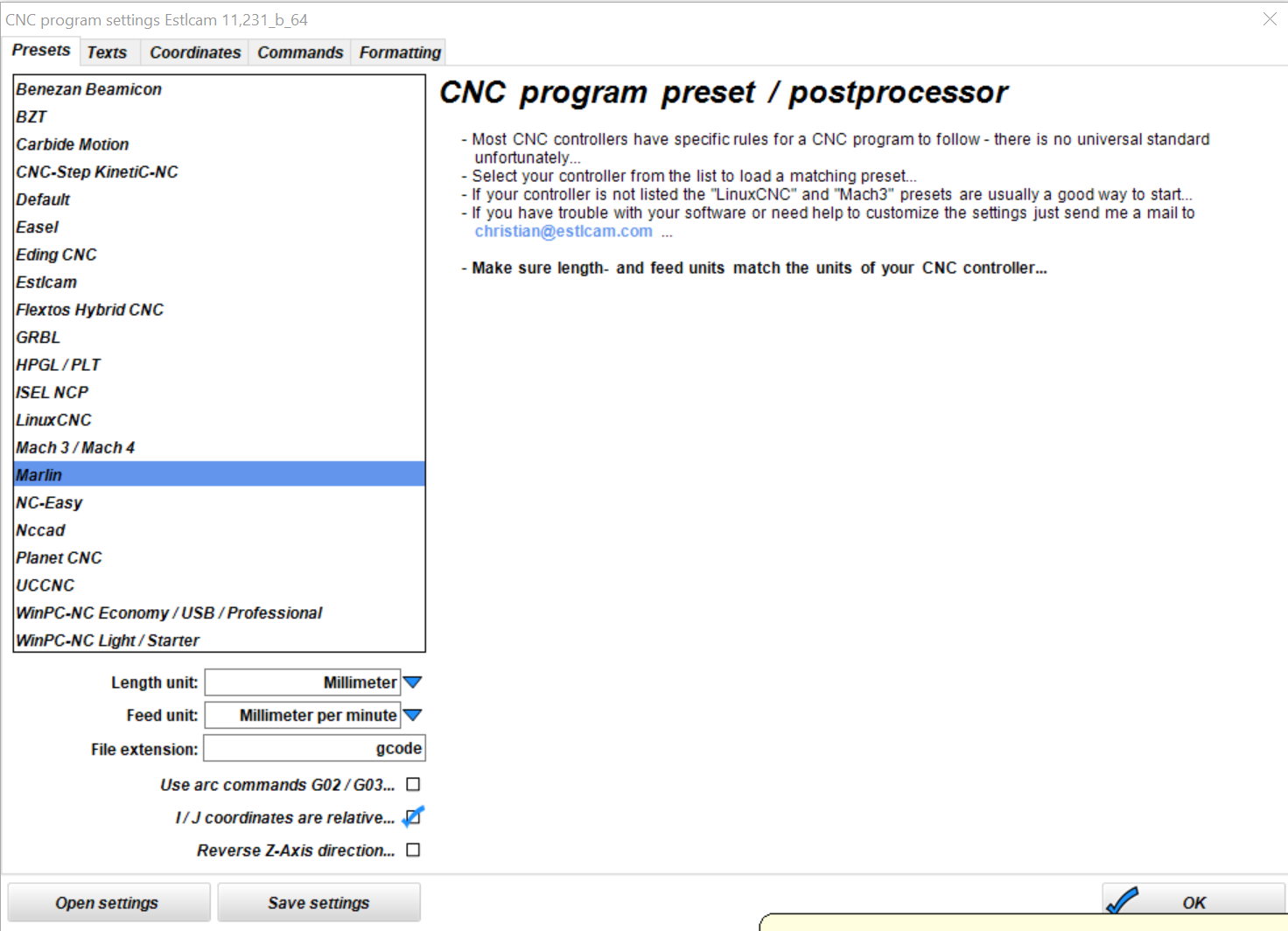
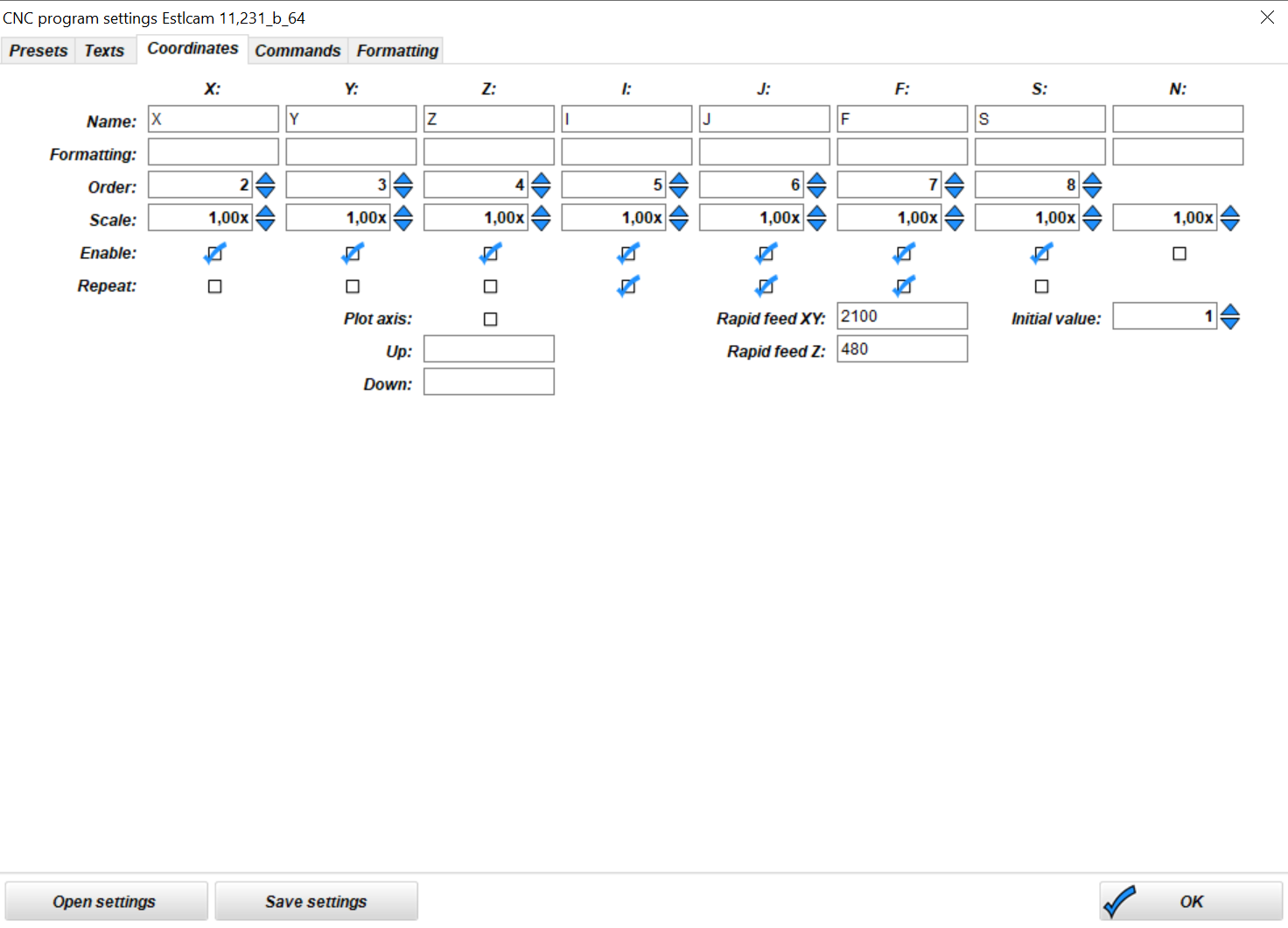
Yeah. You’re missing a couple of settings. The speeds in the gcode file need to be in millimeters per minute, so the F15 should be F900. Also, there needs to be a speed defined on each line, especially the first few G0 commands.
Chouchenn
August 17, 2020, 7:54pm
26
That’s wiered because i followed all steps in the ESTCAM tutorial and configured all tabs with Mill/min.
The first few G0 commands , do i need to apply these manually ?
Best regards
Jean
jeffeb3
August 17, 2020, 8:00pm
28
Hmmm. That looks good to me. I expect Estlcam to propogate those G0 F values.
Chouchenn
August 17, 2020, 8:01pm
29
Is there a way i can counter this issue ?
Chouchenn
August 17, 2020, 8:10pm
30
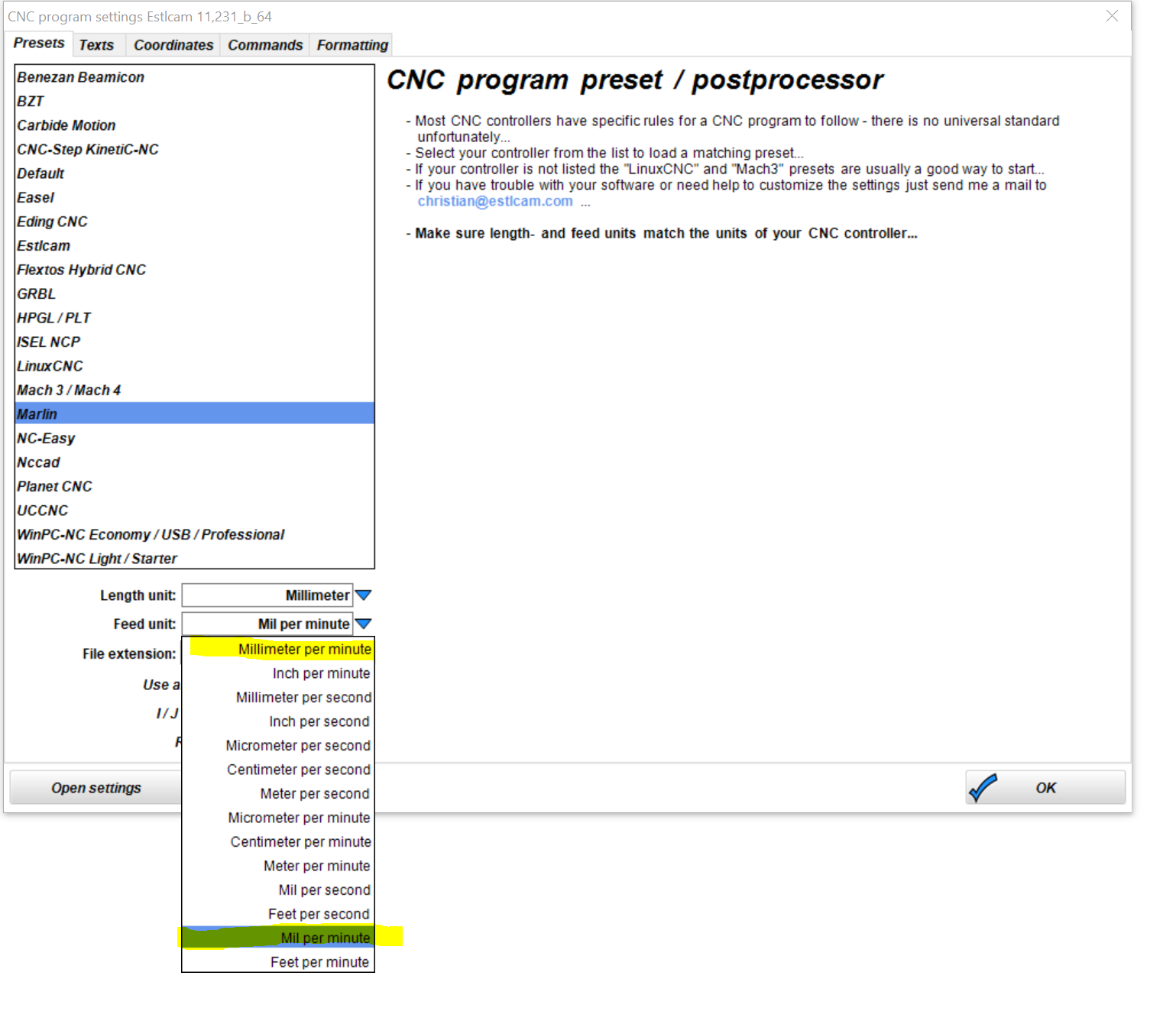
I found something i don’t understand when unwrapping the menu in ESTLCAM for CNCprograms, there are two different types of millimeter/minutes ?