So, almost a year later, I went back and made a full macropad.
It’s not 100% complete, since I need to print 2 stems that have broken and my printer is out of commission at the moment. But here is where I am right now:
First came the case, a simple square with rounded edges, a pocket, and a chamfer. The hardest thing would have been the chamfer, if I didn’t do it with a router bit by hand.
Then came the brass plate. This one was harder. Even with a more rigid spindle than my old one, there still was too much flex. The holes are undersized by quite a bit, around 0.5mm.
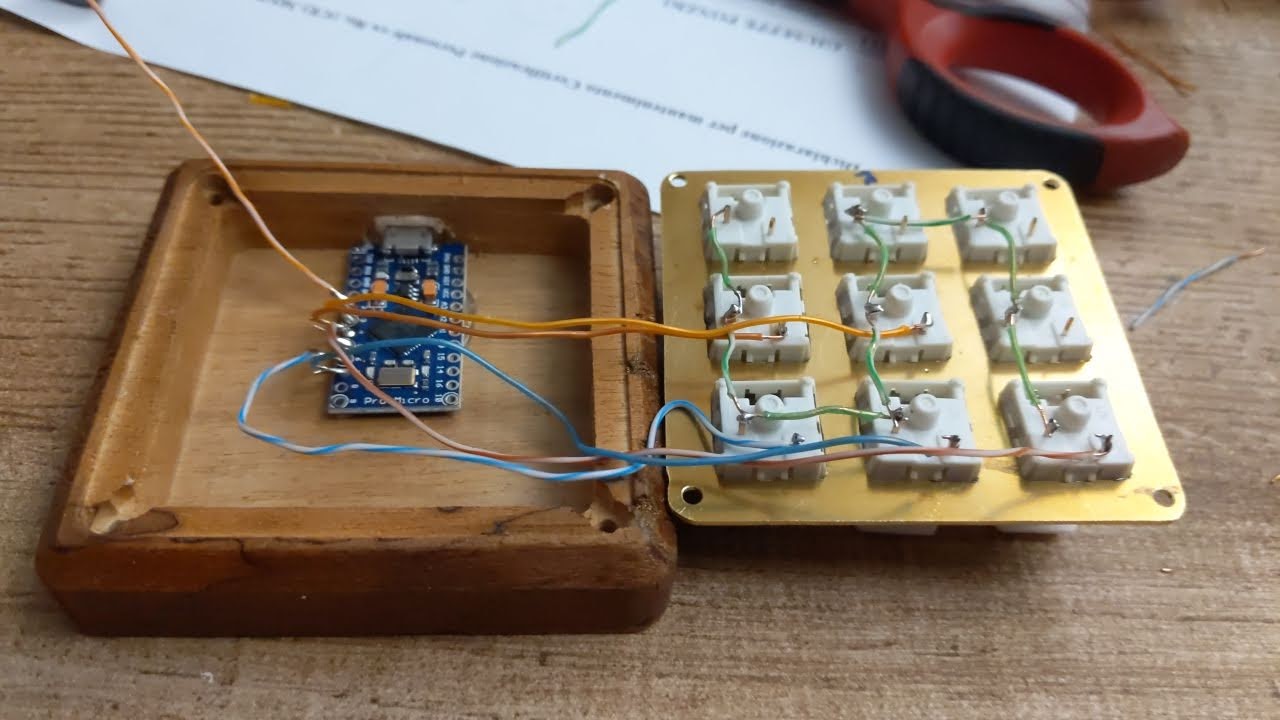
After some work with a file, I have bigger holes and a much less straight matrix. This will get solved later on. Time for the switches to get in.
As you can see, they are all crooked. Luckily, this can be fixed with the stem system I’m using.
Now, time to make the caps. Since I’m making 9 of them this time, no need for the custom vice to come out. I start by milling the underside, leave 4 1/8" semicircles that will fit a broken endmill later on, and alignment is done. Workholding is provided by superglue and masking tape.
Then, time to engrave some Tengwar legends: https://photos.app.goo.gl/najAw18LD2vR1xuR6 (video on google photos)
and this is everything on the keyboard.
Also, the printed stems:
when I say I can fix the crooked switches with the stem, I mean that I can just make the stems undersize instead of tightfitting in the cap pocket, and glue the cap (with doublesided tape) straight, ignoring the actual alignment of the cap underneath. I haven’t done this yet, though, because I need all the stems to be ready before committing. With the situation in Italy being what it is, it will take a while for amazon to send me my printer parts. But the hardest part of the job is done, so whatever.
However, I decided that walnut isn’t good looking enough, and had to ruin it. this is the mess that came out after staining (and adding some gold paint in the legends):
Also, some soldering required:
So, this is where I am: I have functional keycaps and a working macropad, just with the last bit of assembly to be done.
I definitely see this as a success, even though I think the stain ruined it a bit. At least it worked as a proof of concept for continuos grain keycaps set, which was the thing I really wanted to test out.
Each caps is only 4.3mm away from the next during machining, so material waste is pretty minimal. and even with really small legends, the engraving worked out. I will need to change my filling techniques, probably using epoxy resin and a pearlescent dye with the part still in the machine, and then repeating the finish pass to clean up. It will be the next thing I test, once I can go out and buy stuff again.
Just one last, obligatory thing, for a mechanical keyboard-like object: Sound check. Im using outemu blue switches, so don’t expect much, but I still think it sounds nice:
https://photos.app.goo.gl/axy77Sr6gantre8L6 (video on google photos)