hello, i looking to cut some Aluminium parts out of 3mm thick… there are 7 holes also between 3 and 4mm… what bits have people had the most success with and what speeds… i have tried a 1F down cut and a 2F down cut, both have had a lot of chatter trying to do the 4mm helical cut hole… have tried 10mm/s 5mm/s feed rate (x/y) and 2 and 1mm/s for Z axis… open to suggestions… thanks
I haven’t tried it, but I hear the bits that Ryan sells are some of the best.
1 Like
I stand by them. Failed with a bunch of other ones, success on the first try with these.
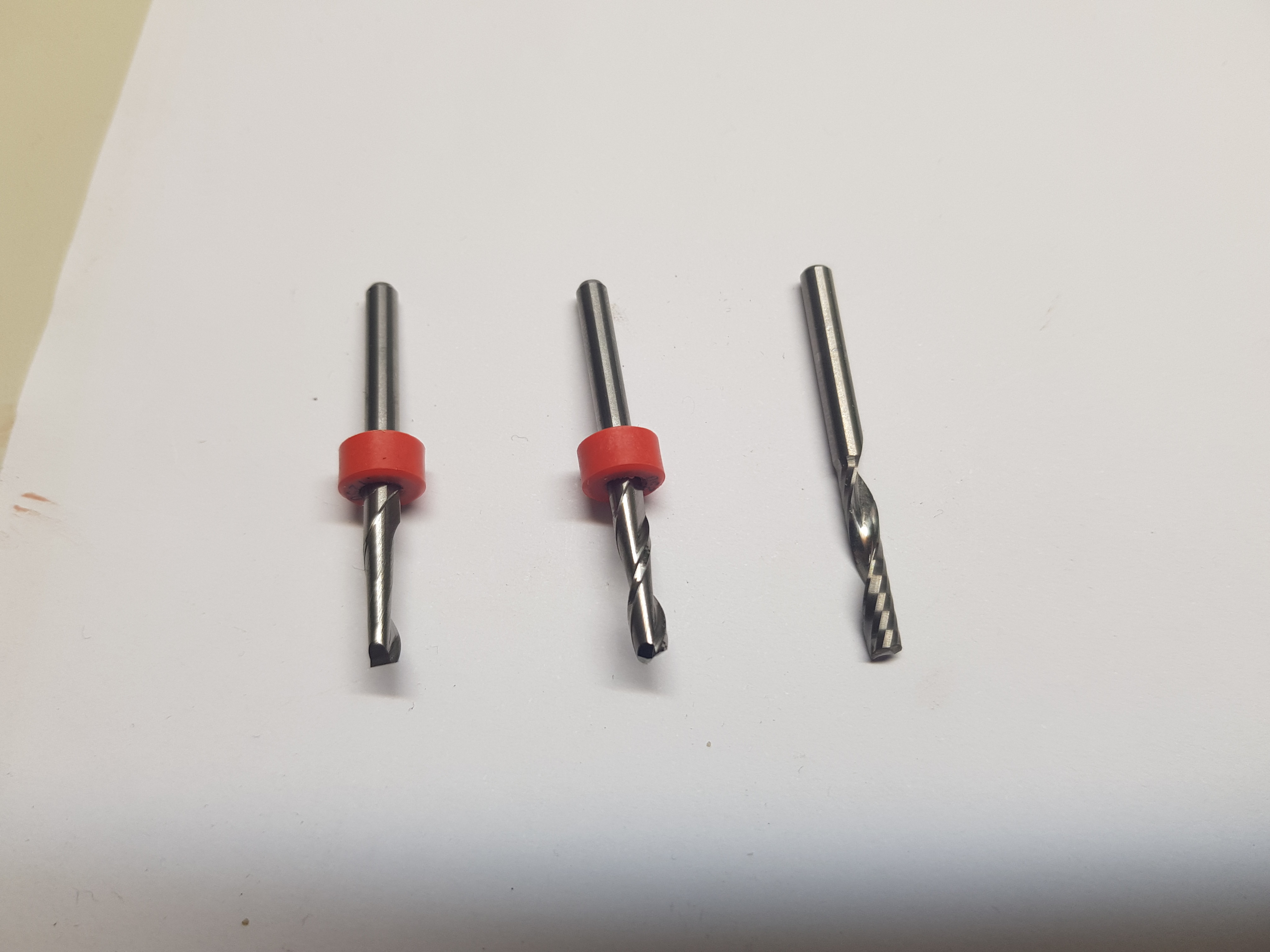
Down cut is asking for trouble, especially in a hole. You want the chips up and GONE. The one we’re talking about is the short guy, and you can see the difference in the flute geometry. Very open, nowhere for the chips to get trapped.
1 Like
hello, i have a few bits from V1 engineering… and a few from Adams bits…
these are from V1

what would you recommend?? speeds?

These are my settings for aluminium. Those that say “Wirbel” are trochoidal milling (so circles basically), so you can ignore them for holes.
I also have to add that I am pretty careful, I think I could speed the trochoidal up by a lot, the normal one by a bit. I cleared a pocket with it using the peel strategy, so my endmill never really completely hits the material except when going down the 1.5mm.
1 Like
I find the most success with the single flute on the left. Do you have speed control on your router? I use the rpms to candidate my feed
i’m running the makita router, so i do have speed control to a rough guide…
In that case, I’ll suggest finding your rpm and multiplying it by 0.025 to get mm/min. You can certainly let these rip at full speed, but if you don’t load up the cutter with good chips, you can build up heat really fast. My 611 won’t go below 16k,but that works well for me on these endmills. No harm in trying lower as you get started. Much less stressful. With sufficient rigidity, you can bump your factor up from 0.025 to 0.03 or even 0.04. I also like 1/2 speed for helical, shallow ramp in aluminum.
Set the doc where you feel comfortable. I’ve seen people start out as low as 0.1mm, but I think 0.5-0.7 is a good start. I can do that on my quarter sheet primo.
Good luck!
Cheers for your help, i did mange to get a better cut but still room for improvement… planning on doing a heap of straight cuts at different feed rates and rpm… figure doing them back to back is the best way to compare… thinking i need to slow the rpm or ramp up the feed rate, my chips were tiny
1 Like
curious what size work area do you have? and maybe when you figure out good settings you can post them here to help others?
work area is about 700mm X axis… and 600mm Y axis… once i get to sit down and have a compare of bits and speeds i will certainly post them up…
1 Like
Another question i have with Estlcam… i’m trying to set up my different bits as tools… i have a couple of V bits but i’m a little unsure if i have the details correct…
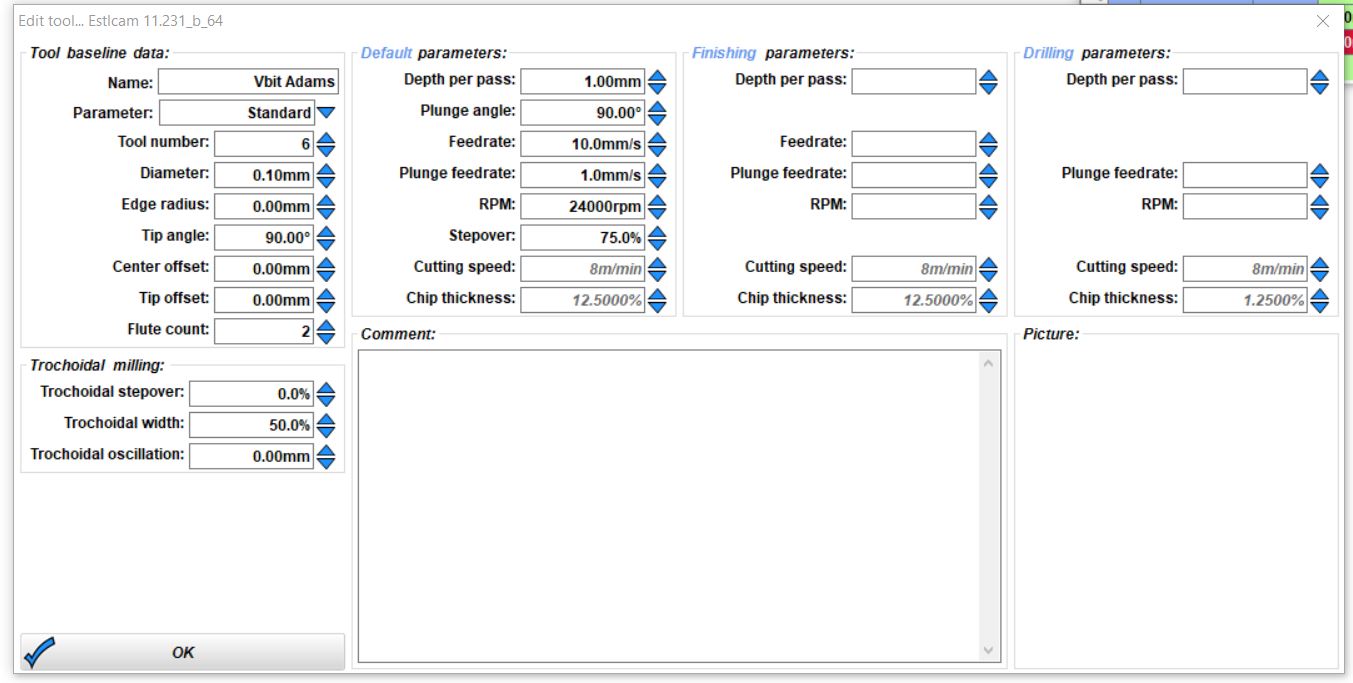
the label says 0.1mm x 3.175mm 90deg carbide 2 flute v bit…
cheers
I also have 2 of ryans Vbits that i need to enter in t?? ideas
You put the diameter of the shaft, it will then calculate the tip with the angle you put in. So it should be Diameter 3.175.