Hello,
I am finally starting my lowrider build and am super exited. I have a small business and am looking to use the lowrider to speed up some production (hopefully).
I am brand new to cnc cutting, but am anxious to learn. One of my products involves drilling multiple holes down the side of a 4’ pvc pipe (sch 40, OD=2"). I was hoping to create a jig to hold multiple pipes inside the lowrider’s cutting area and have it drill my holes instead of me doing it through a drill press (slow and not completely accurate process). I’m hoping I can get some basic questions answered.
Will the machine be able to drill all the way through the 2" pipe? or will I need to do one side then flip the pipe to get the other?
What bit would be recommended? The holes are currently drilled with 21/64th bit. Can I use a typical drill bit for simple holes?
What bit would be recommended if I wanted to make the holes larger and oval in shape?
Thanks ahead of time and excuse my ignorance on the subject.
Might take some trial and error with the drill bit. These things spin at 16k + which is kinda fast for big drill bits. Endmills are generally used(single flute would likely be nice), and you can probably get pretty aggressive on cutting. They work well for ovals, too, and you would want a mill smaller than the hole.
Imo the hard part would be getting the jig set up. Maybe drill some locating pins in the table, locate the jig stock to it, then use the cnc cut some channels to lay the pipe in. Could be as simple as a few boards that the pipes would lay across, or one big sheet. The channels wouldn’t have to be deep. Then you know everything lines up straight, and you can model the pvc holes from there.
Pretty sure you can find a mill long enough to go 2 inches through, but it might cost a little more.
Thanks for the advise Tony,
Yes, I was planing on uses the cnc to cut some channels for the pipe to lay in. I have it drawn up, just need to finish getting the lowrider assembled to cut it out. I will look for a long single flute endmill.
What depth cut would be recommended as well as feed rate? I’m especially worried about cutting the holes at the bottom of the pipe as I feel the a moment arm of 2" is alot for the endmill to take. Is this something I should be weary of or is 2" not a big deal?
Ben,
I thought about making the jig with a thin board on top as well as bottom. This would allow me to simply flip the jig over to get the holes perfectly aligned, but would prefer to get a bit that can go the entire 2" if possible.
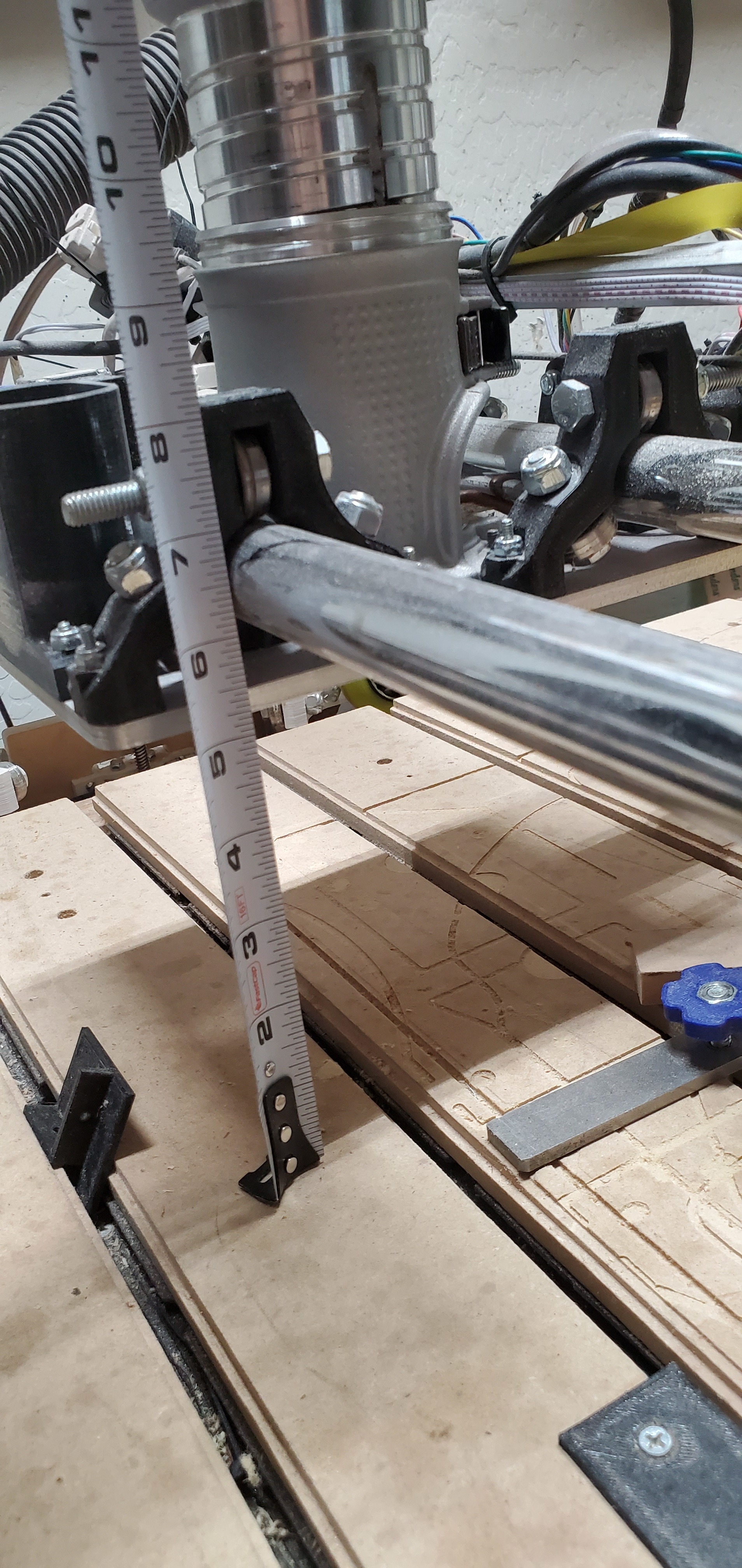
It doesn’t seem like a lot to me, as long as the jig and spoilboard don’t take up a lot of z. Remember, the lowrider gets less rigid at it goes up, so the first holes will be tougher. 1/2 inch spoilboard, 1/4 inch for the bottom of the jig(where the bottom is the pipe will start), 2 inches for the pipe, 2.25 inches for the mill, 1/4 inch of clearance, that’s over 5 inches for the starting point.
Also, if the holes are going to be the same diameter, then you might want something with flutes a little more than 2 inches and finish the top and bottom holes at the same time, or something with a clearanced shaft that won’t run the top hole while you’re trying to finish the bottom hole. If the diameter isn’t critical, you might just be able to make the top hole a little bigger and save $ on the endmill.
What else are you going to use this for?
Great point Tony, I didn’t think about my z axis needed to be over 5" as I wasn’t factoring in the 2.25" endmill. I ordered 12" z axis SS pipes. So I assume I will need longer ones as this only gives me 3.5" of usable Z height.
Do you know what length endmill the online calculator is assuming when calculating the usable length?
The main purpose for the machine is to cut my pvc holes but I would be lying if I said I wasn’t exited to use it for projects around the house.
Hope that helps a little. I have 14 inch z tubes and 3/8 thick t track under 1/2 inch spoil board. My wheels ride on the same surface the t team is screwed to, so you could gain almost an inch on that if you rolled on a surface at the same height as the spoilboard. I don’t see any reason to get expensive tubes for short lengths like that, so I used mild steel and those would be the LAST thing flexing right now.
My cutting width is 2ft, and my build isn’t particular rigid (I had some “me” issues, lol). My wheels are a little larger than recommended and the bolts don’t hold them as steady as I’d like, but still at its lowest I can barely get the thing to flex in the rails direction by pushing on it. At max height, it’s only about 1/8 inch from a push to pull (so half that from rest to either side). Maybe in the 5-7 pounds of force range? Hard to guess, but I don’t think the stepper pulls that hard.
I’d expect your build to be better than mine if you were careful, so probably less flex than that for you. This looks totally doable imo. As long as you are careful with your CAM, you can probably get the holes whatever size and shape you need. After all, pvc is pretty soft.
I’m trying to think of a creative way to have removable spoilboard sections to set your jig(s) in and get extra height that way, but I can’t see the juice being worth the squeeze.
Really appreciate the input. I think i will install the 12" SS pipes i got (arriving tomorrow) and see if I can make it fit. If not, I will be getting the mild steel as you recommend a the SS was $$$$$. lol. hopefully will be fully assembled within the next 2 days. will post a picture once I have it running and Jig complete. Thanks again!
Instead of a long bit, or a drill bit. I would just set it up to cut two pipes at once. You’d have the first jig set up to cut the top. Then move the pipe to the next spot in the jig and cut the top of another while you cut the bottom of the first one in the same job. I am assuming you are making a ton that are identical. You should be able to cut a lot of 5/16"+1/64" holes in one job. You could set up 4, 6, 8 at a time, really.
This CNC is not going to be as rigid as your drill press, so a full sized drill bit is going to wander too much. A 1/8" single flute will make quick work of it, and the load will be almost nothing for a helical drill pattern.
Sounds like a great application. There are about a thousand ways you can do it. I hope you share what you find out.
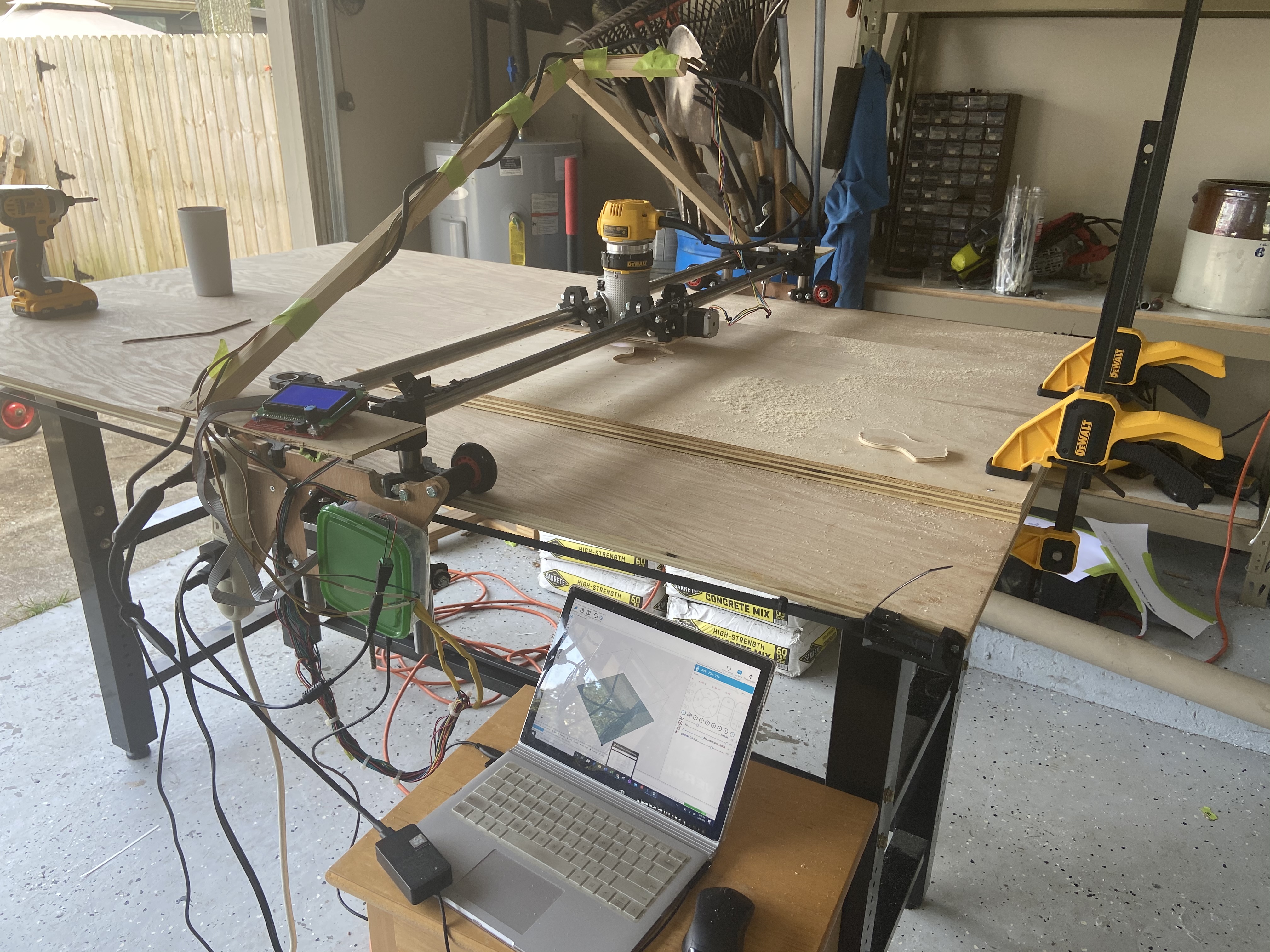
My Lowrider is about finished and I am beyond exited. Want to thank Ryan for the design as my business will greatly benefit from this.
My cable management is a mess but will fix once materials are delivered. My triangle x axis cable management ??thingy?? will be replaced with a fresh Cnc cut curved wood that will mount to the top of the z axis.
The jig is going to be a series (6 or 7) of T fittings joined together. I will have two sets of these. One for the bottom of the pvc pipes and one for the top. This way I can easily switch pipes out as well as do different lengths of pvc per cut.
Also want to say that I have 0 experience with machining of any sort and thought the kit and instructions on this site made this a fun project that I’m sure will always be a work in progress. MP3DP is next (how does this compare with say an ender three, or is this to broad of a question).
I will post pics of the jig and first pipes cut when I get there.
Yes, ballin’ on a budget after those SS tubes.lol.
Quick question. I am trying to cut a elephant rocker out for my nephews birthday.
I put my endmill a hair above the cutting board, and when I start my cut, The lowrider rises about 20mm above the board and starts to cut the design in the air.
What am I doing wrong? everything worked well for my new 611 plate.
either you haven’t sent G92 Z0 with your bit at the top (manually or at the start of the program) or you’ve set your work zero in the program to the bottom of the stock, so when you hit go, it “thinks” it still has to move to the top of the stock to get started.