just want to start out by saying thanks again… to anyone and everyone whos helped me here especially ryan!! COMING from zero experience in cnc designing and wood working ive come a long way thanks to all of the inspiration here!!!
ok after pulling all my hair out im here again lol
i feel like i should start from the top to show exactly whats going on to help keep me out of your guys hair!!!
i made it in “photoshop” used “vector magic” to vectorize it into an svg. used “inkscape” to create the dxf.
then into estlecam to trace the paths (i chose to carve it) and create the gcode for repetier host
and here is where im stuck
i have the machine homed to the endstops and i want to begin the cut at a certain place on the table
(but i have no clue how to do that) (or which program i need to do it from) lol
as of now ive been trying to use the
(G92 X0 Y0 Z0
G00 X0.0000 Y0.0000 Z0.0000 F2100
G00 X0.0000 Y0.0000 Z5.0000 F500)_
code
but the machine still moves up first away from where i set it and doesnt plundge down before it starts moving around like its doing something lol … it just moves to a different position to start the process pretty much
(( should (F) commands in the gcode be ignore when using for milling/cutting? ))
also i created a smaller file of the gcode im ultimatley trying to accomplish cutting .
im using just a small portion of the total and it still says it will take 4 hrs lol … i have to be screwing something up! im using the skinny 1/8th carving bit i order from here w the 45 degree angle
heres that smaller gcode outer left.gcode (226.6 KB)
I second Riley’s suggestion that the place to start with your machine is with the pre-made crown g-code file and a pen. This will allow you to test your machine without having to be concerned with any tools/authoring issues.
Using a G92 is how the majority of us using MPCNC machines establish the home position to start the cut. If you care about the squareness of your machine, you home the machine first and then electronically move the machine to the place you want to be the origin for your cut. Note the relationship between the origin (0,0) and your project is something you establish in EstlCAM when you author your job. The G92 can be automatically inserted by either EstlCAM or Repetier-Host.
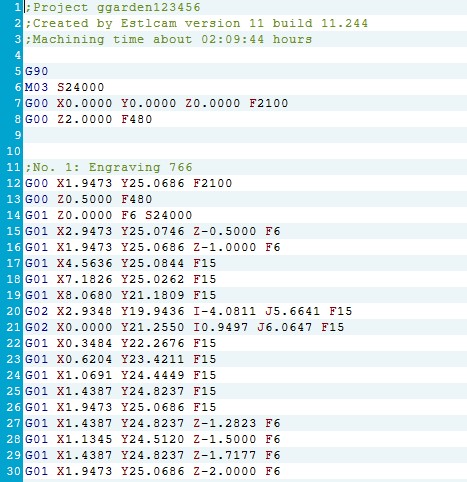
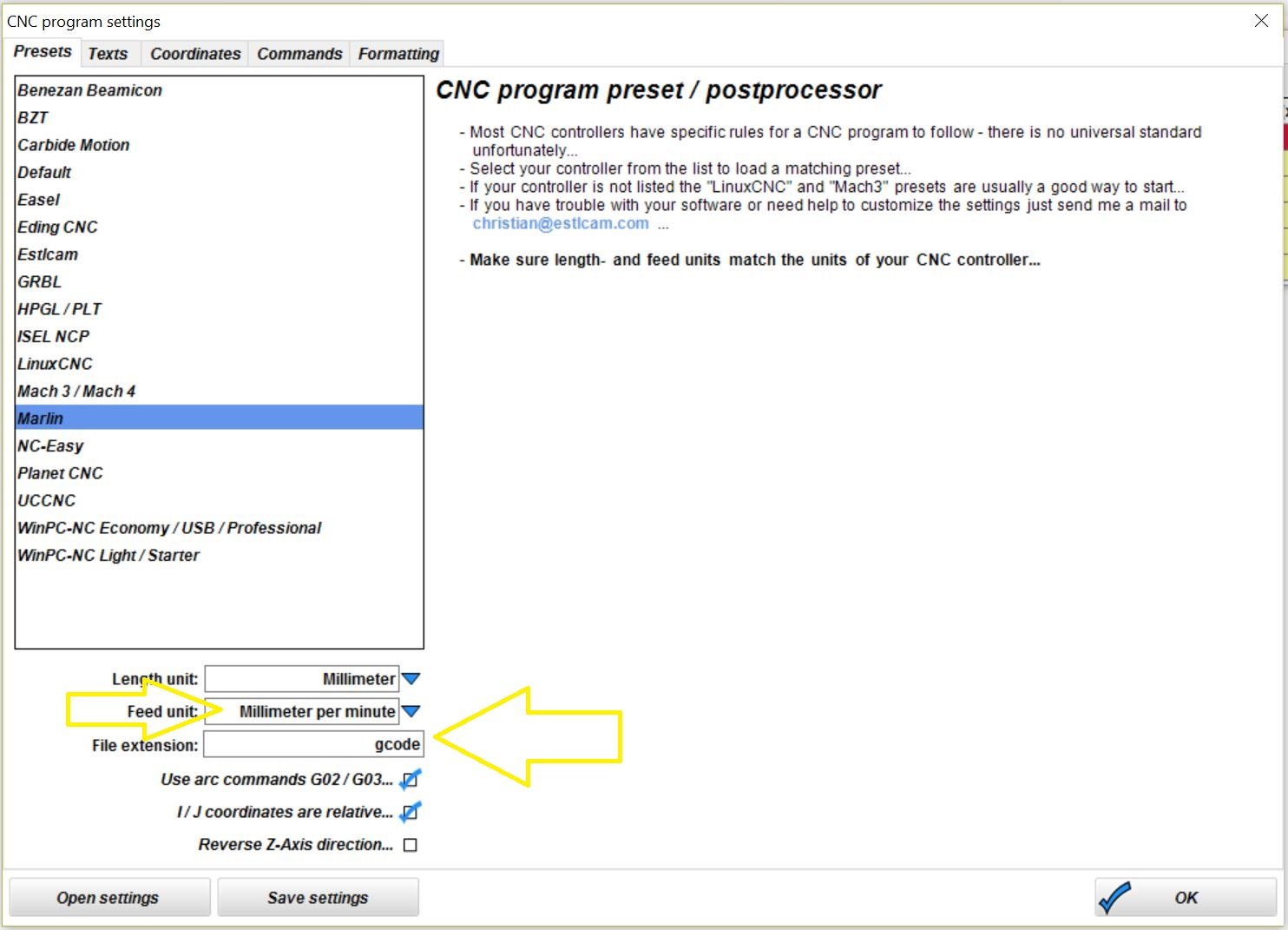
When I look at your g-code file, the movements are very slow. I suspect you are authoring movements in mm/s when Marlin expects movements as mm/min.
The move up at the beginning is expected and is a clearance move. Looking at the file, the g-code does not move below 0 on the Z, so the fact that your router does not plunge is an EstlCAM authoring issue. You are not telling it to plunge.
I don’t know if “vector magic” does anything special, but Inkscape does a decent job of tracing images, so maybe you can remove a tool from your software pipeline.
Your first project (the one in the attached g-code file) looks really cool, but is too complicated for the first use of your machine. After successfully doing the crown test, start with contour cutting some simple, non-symmetric shapes. This will allow you to shake out the issues in your machine and software pipeline.
There is no g92 in your code, you need to add it to the start gcode section in estlcam.
It will show up in line 5 or 6. Currently, your gcode says, “from where you are return to home on each endstop.”
F6=0.1mm/s that is far too slow.
Have a look at estlcam setup and verify all the boxes, it looks like you missed a couple. Then take a glance at the milling basics for the starting gcodes.
You are close and this is an excellent post with all the info to be able to help get you there.
Read the docs a few times, but I ran into similar issue.
Problem/cause: Gcode created by EstlCam I downloaded yesterday does not start with G92 0 0 0
Which Estlcam setting would generate gcode with G92?
Workaround: Currently, I’ve configured Repetier manual control button 1 to run G92 0 0 0 script. I click on the button 1 script before kicking off a job.
Also, the EstlCam doc image shows arc setting enabled, but this results in crazy visualizations in Repetier. I’ve been deselecting arc setting in EstlCam to work around for now. Guessing that results in poorer quality curves, larger gcode sizes.
Milling Basics - V1 Engineering Documentation This goes in the starting gcode section in the estlcam settings. There are sections for start end and tool change. Poke around a little more.
Please don’t apologize (unless you’re british as well?), I continue to be blown away by this project, and the years of effort, by many regulars, that have gone into creating and growing this community. Cheers!
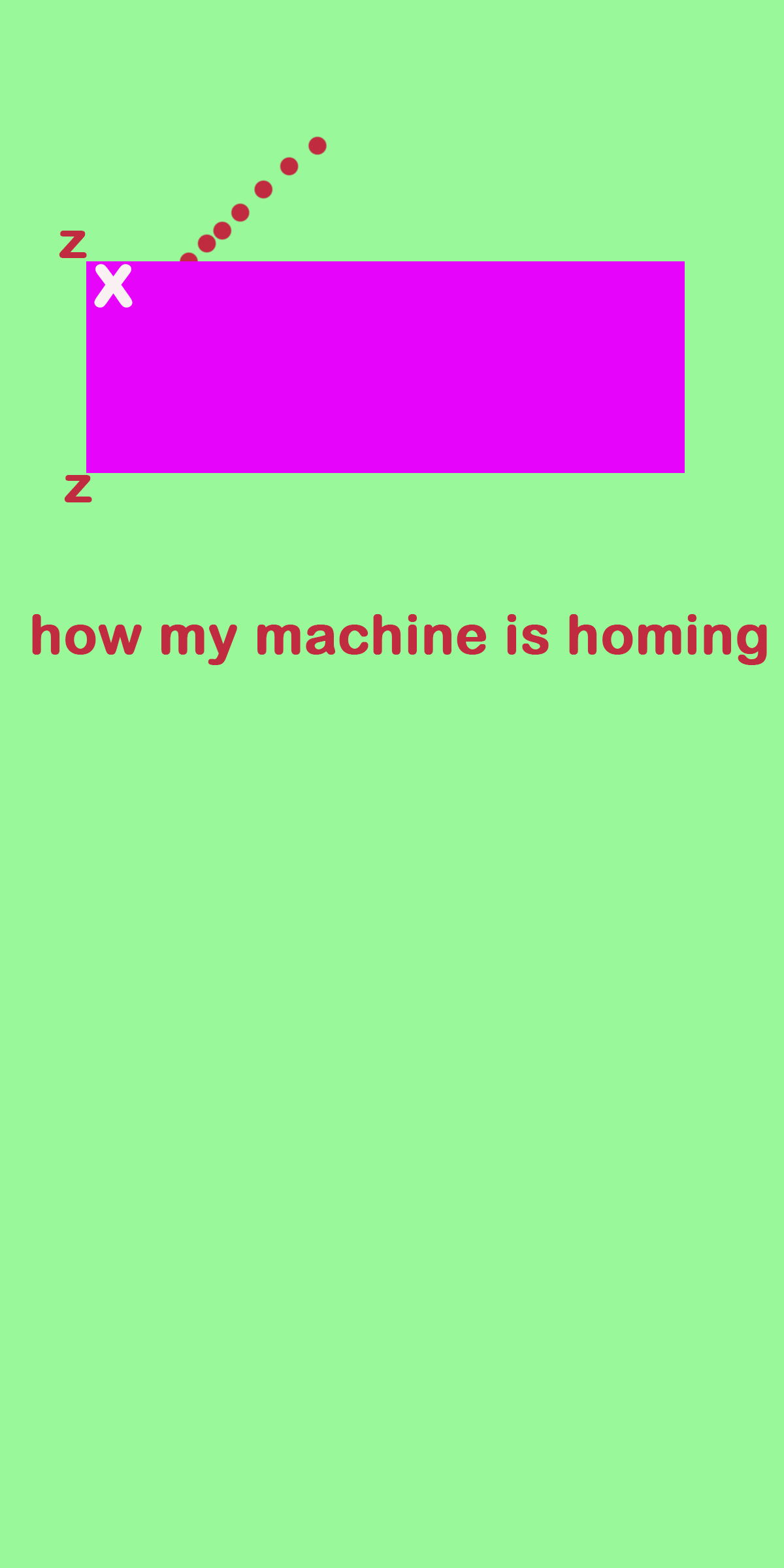
ok im back!!! and im finally understanding the different codes… and the reason i was having such a hard time getting everything correct is because the machine is interpreting things kind of backwards
the machine homes everything to the correct places…