I am attempting to drill several 1/8 holes in a part I’m milling out of aluminum. I’m fairly new to Fusion 360 and I’m trying to use the “Chip breaking - partial retract” setting so that I don’t clog up my bit. I’m drilling a hole in a 1/8 in thick sheet of aluminum. Previous attempts at using the basic "drilling - rapid out) settting results in a shakey hole because I think the bit is plunging too fast.
For some reason, no matter what settings I adjust, the “partial retracting” never seems to activate, so the bit only plunges once, chatters, and causes the hole to be slightly bigger than 1/8 in.
Maybe I’m approaching this the wrong way? I’m new to drilling aluminum with my MPCNC and using Fusion 360, so any advice is appreciated.
Is “chip breaking” for tapping holes, where the spindle needs to reverse spin direction to break the chip? Unless you’ve got a reversible spindle, I’d think you’d be out of luck with that.
I would think a peck drill cycle is what you’d be looking for.
This may be too late considering the recent changes to Fusion360 but…
I suggest you adjust your settings and use the simulate tool to visually examine the tool path and the chip breaking as it occurs.
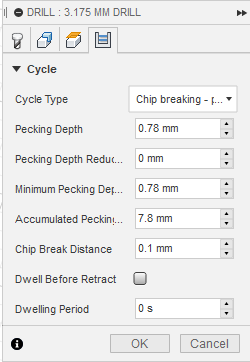
For instance. The setting of 0.1mm chip breaking is so little of a retraction that you’ll have difficulty seeing it (even in the simulation). Bump up the pecking depth, accumulated pecking depth, and the chip breaking distance to 2mm each. You should see a full retraction occur despite this being a partial retract setup. Adjust from there.