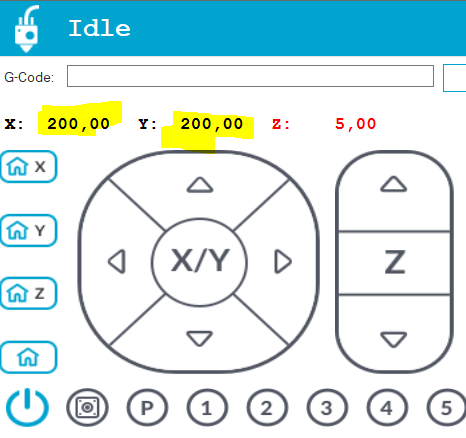
Again, after homing X and Y i can only go up to 200
For what its worth… i also have this in my config file
#define DEFAULT_AXIS_STEPS_PER_UNIT { 160, 160, 800, 160 }
(5mm x 5mm square will size 6,2mm x 6,2mm)
Again, after homing X and Y i can only go up to 200
For what its worth… i also have this in my config file
#define DEFAULT_AXIS_STEPS_PER_UNIT { 160, 160, 800, 160 }
(5mm x 5mm square will size 6,2mm x 6,2mm)
I don’t use Repetier-Host, but I assume the issue is with how you’ve setup your printer in Repetier-Host. In Repeteir-Host, go to Config/Printer Settings, and click on the Printer Shape tab. Set the X Max and Y Max values here to the size of your MPCNC.
As or the 5mm being 6.2mm, that can happen for a number of reasons, but with the specific amount your are off, most of the time it is because you use a 16t pully instead of a 20t pully on the steppers.
Thank you once more! I’m able to move pass 200 manually from the knob on MPCNC screen. So it must be something on Repetier.host that limits to 200; I’ll deal with it later.
Regarding this:
define DEFAULT_AXIS_STEPS_PER_UNIT { 160, 160, 800, 160 }
(5mm x 5mm square will size 6,2mm x 6,2mm)
it was me who had this problem when I was not using the dual end stops and this config change, solved my problem; so i altered it in the dual end stop firmware again. I haven’t made any accuracy tests but hopefully i will soon…
I think there is a bed size in RH. Maybe there is also a checkbox that says, “mind your own business, repetier and let me move where I want”.
If you have a 20 tooth pulley, it will need 20% fewer steps/mm. It will also give you 20% less torque. But it should work fine. Next time you make a slow boat order from China, get the 16T pulleys and you’ll be fine.
After 2 attempts to fix this issue I gave up and come back to the experts… This is the firmware i have v510 2.0.7.2 and these are the values i have in my configuration.h
#define X_BED_SIZE 335
#define Y_BED_SIZE 410
Still when i move on X and Y axis, manually from the screen knob, i can get pass 335 and 410. So indeed something is funny. Unless the limits i set in the config file are in different scale to what i see in the screen.
Any help will be as always highly appreciated…
Limiting the maximum travel in software is called software endstops or soft stops. In order for soft stops to work 1) the machine would need to be homed before attempting maximum movement, and 2) softstops would need to be enabled in the firmware. By default, they are not enabled in the firmware maintained by V1. Since most CNC work is done relative to the workpiece (i.e. the origion for a job is some point on the stock), soft stops have little use on a MPCNC. If you want to enable them, this define would need to be uncommented in configuration.h:
//#define MAX_SOFTWARE_ENDSTOPS
The original problem I thought you had also uses the bed size values. If you attempt to home your machine from a distance greater than the bed size values, your machine will stop and produce an error. In previous versions of the software the default bed size was set at 200 x 200, so if the router was more than 200mm from from home on either axis, homing would fail. This was increased to 600 x 600 in the latest version of the MPCNC maintained firmware. I misunderstood your original issue, and it was a Repetier-Host setup issue, not an issue of bed size in the firmware.
If it works from the controller and you’re getting all the motion you expect, then I seriously doubt that there’s a problem in the firmware configuration.
If it works from the controller screen but not from within Repetier host, check the Printer Settings in Repetier as @robertbu suggest to make sure they match your actual machine.
The only thing I haven’t done yet is to uncomment the line above and I understand this is why I can pass the max limits defined in the configuration.h file after homing, where I shouldn’t. I’ll try to rebuild and upload today and see if indeed this will work for me. On the other hand, in my controller’s screen I see in the motion menu that soft switches are ON. I guess this is something different to the max values, maybe it is the dual end stops (?)
Br,
It is probably on or off for all of them and only the min is enabled.
For most MPCNC users, getting the soft stops to work provides zero value. Say you home your machine and then navigate to the origin/home point on your stock. From the g-code point of view you need that stock home/orgin point to be at coordinates (0,0,0), so you execute a G92 X0 Y0 Z0 either manually or at the top of your g-code file. But after executing this command, Marlin no longer considers itself homed and therefore soft stops are not active. So the place you really would like softstops to work is during milling, but they are disabled by the G92.
There are a couple of exceptions. First, if you were to create a couple of fences on your spoil board so that when you mounted your stock the orgin/home of the stock and the home of the machine were the same point, then there would be no need for a G92 and therefore soft stops would still be enabled. I’ve read just one topic where one MPCNC user setup his machine this way. And to make it work, it restricts the home/origin of the stock to the corner. I frequently use the center top of the stock as my stock home/origin. The second exception is using workspaces. Marlin has the ability to do milling in a different workspace than the physical machine workspace. This would leave soft stops enabled. Workspaces have been talked about on this forum as a conceptual solution to some problems, but I have not seen on the forum anyone that is using them with Marlin.
Note the above is not to discourage you from getting soft stops working. I just wanted to set your expectations for the benefits of soft stops.