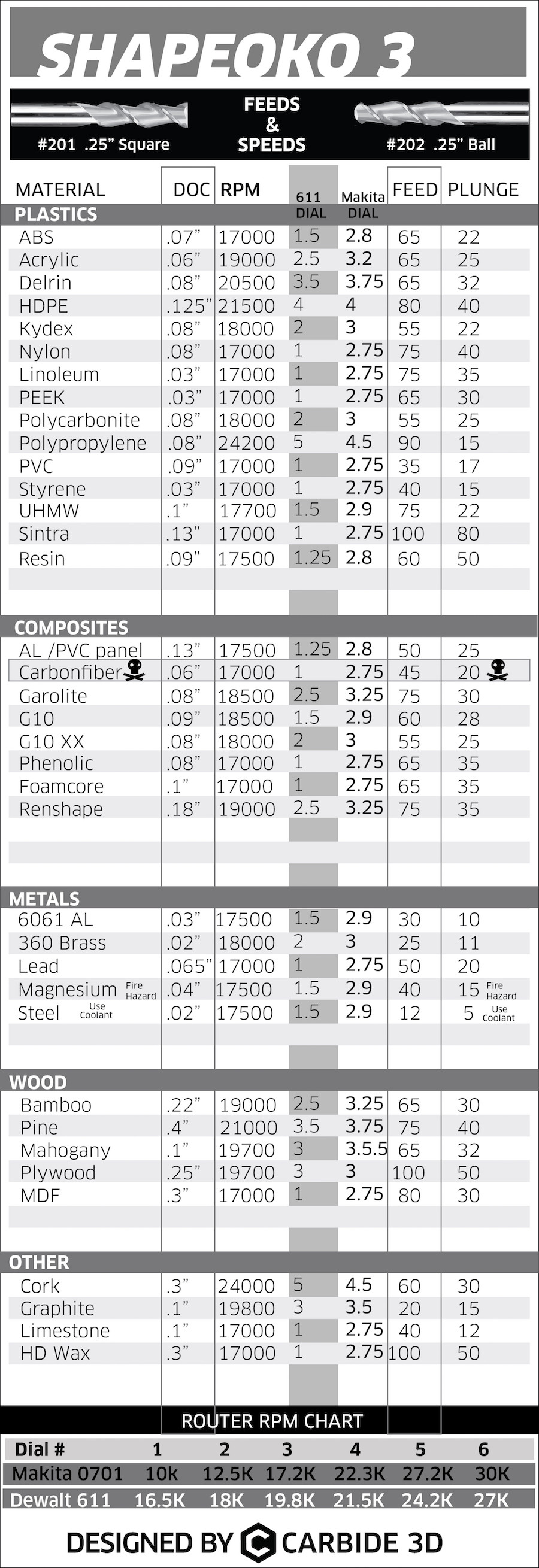
So I ran across this chart today for feeds and speeds for another CNC router. Wondering if the lowrider 2 can get to these speeds or of this table is off any value.
Alternatively could a similar chart be created for the Lowrider and MPCNC?
For reference, see the 1/4″ 3 flute Speed and Feed chart:
The nice thing about a shapeoko3 is that it’s exactly like all the other shapeoko3s.
Lowriders are each different from each other, and very different from the shapeoko3. I think most people will say their lowrider can’t do these speeds, a few will say no problem.
The performance envelope for a 4 ft lr is different from a 2ft lr, and there is probably a difference between builds with stainless vs dom.
Heck, my lr was probably not as capable as other similar lrs just because my print quality turned out to be trash.
By the time you figure out where your machine drops in on that chart, you could have just tested your mills and made your own chart.
My 2 cents, ymmv.
That makes sense, I was just thinking this would be nice to have. I ran a carve today at a speed that was higher than intended and it went amazingly well. I guess I’ll just make up one for each material I run and keep a log.
Might also be fun to take an off cut of material if you have some and just try to see how far you can push it. I have a suspicion that a lot of us settle into some feeds and speeds that are comfortable, but somewhat less aggressive than we can get away with.
What are the units? If the speed is inches per minute then pine would be 30mm/s and 10mm doc, with a 1/4" bit? If someone told me that would work on my machine, I would not believe them.
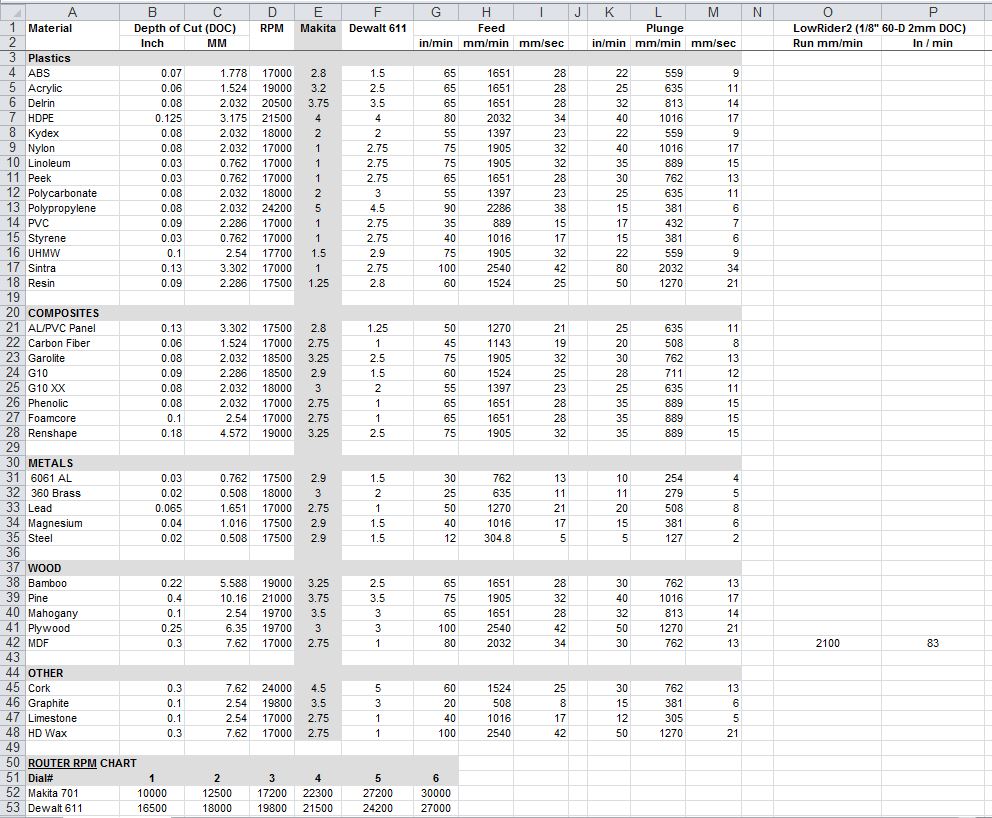
Jeff, I think the chart is in inches per minute. I’ve put a spreadsheet together to get away from the constant confusion of metric vs IPS units. Every other minute I see something posted somewhere with different units to the ones I work with. I’m only getting started with my LowRider so only have worked with MDF and HD Foam.
As I go forward I’ll try to compile a chart for myself and see how it goes.
That’s good. I don’t have a lot of run time on my machine. It sits there most days. So I don’t mind running pretty slow to make sure I don’t end up with a big pile of scrap. I am sure I can push it harder, but to really answer the question, someone needs to tune up a machine to reasonable defaults and just run jobs deeper and faster until there are problems.
I can’t think in anything/minute. I just don’t judge time that way (unless maybe I was trying to estimate total job time). Inches/sec ends up too small for my head too (0.5in/s seems like it is not that much different than 0.25in/s). So I prefer mm/s to visualize speeds. But maybe that is just my weirdness.
I’m the other way around. I don’t think in speeds at all. I calculate the chipload and let the speed just fall out of that. As long as it’s in the range I know my machine can run, I don’t even care what it is.
I learned it’s way better and more fun for me to complete jobs rather than crash and burn midway through trying to save a few minutes of cut time. So count me in the group of users who’ve settled into feedrates. A crash either wastes time, materials, or bits.
Definitely run tests on your machine and push things safely as small bits and scrap wood are cheap and plentiful. After that you’ll have good bookends for adventurous cutting.