Getting closer. Haven’t destroyed a bit yet so thats good.
2 pieces on the left are 3/16 mild steel.
.15mm DOC
180hz on spindle (not sure what exact rpm but should be around 10k)
3 flute 1/8in end mill
450mm/min
.5deg ramp angle
1 additional roughing pass
Its pretty close to my settings for aluminum just 3 flute instead of 2.
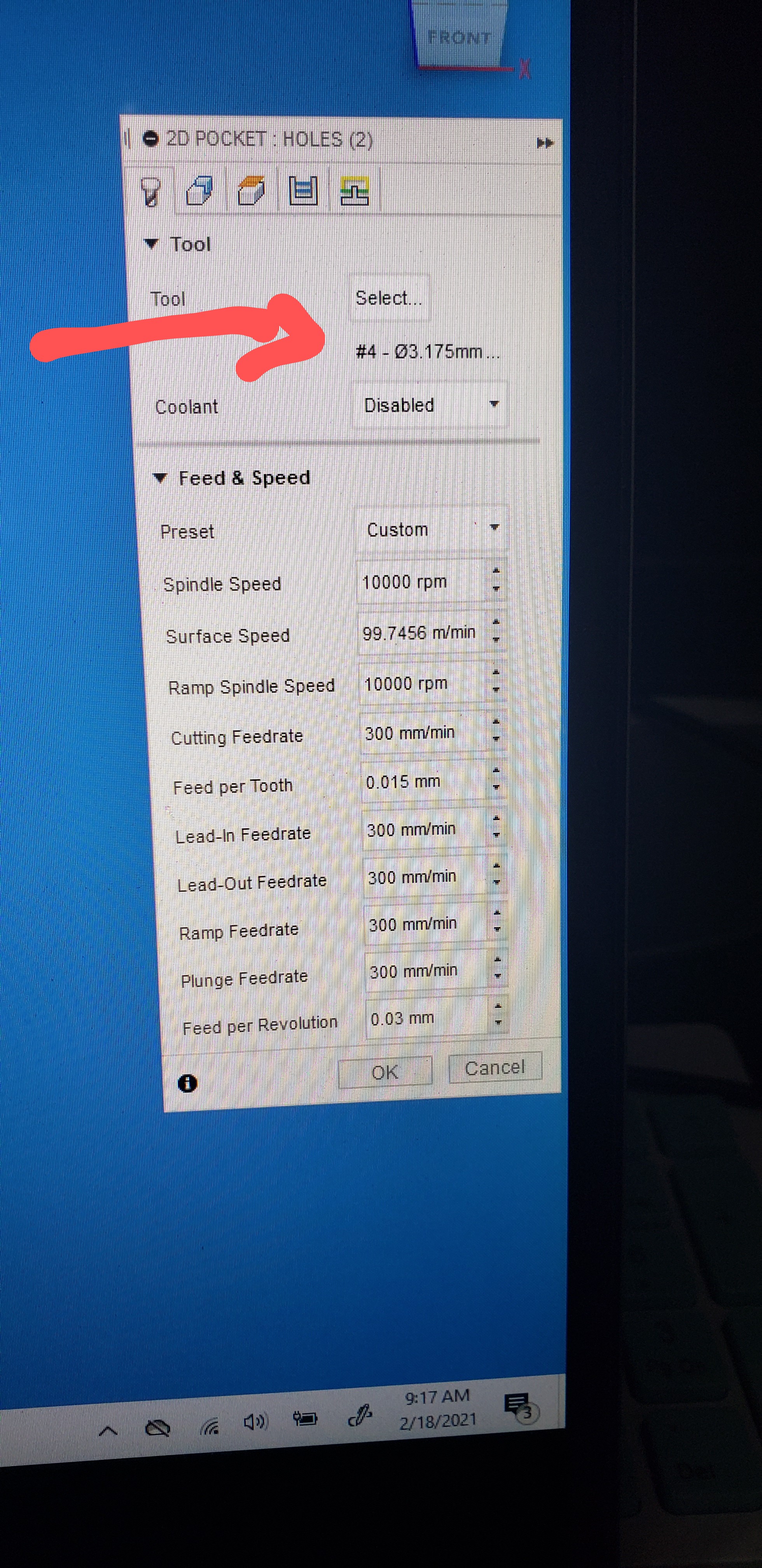
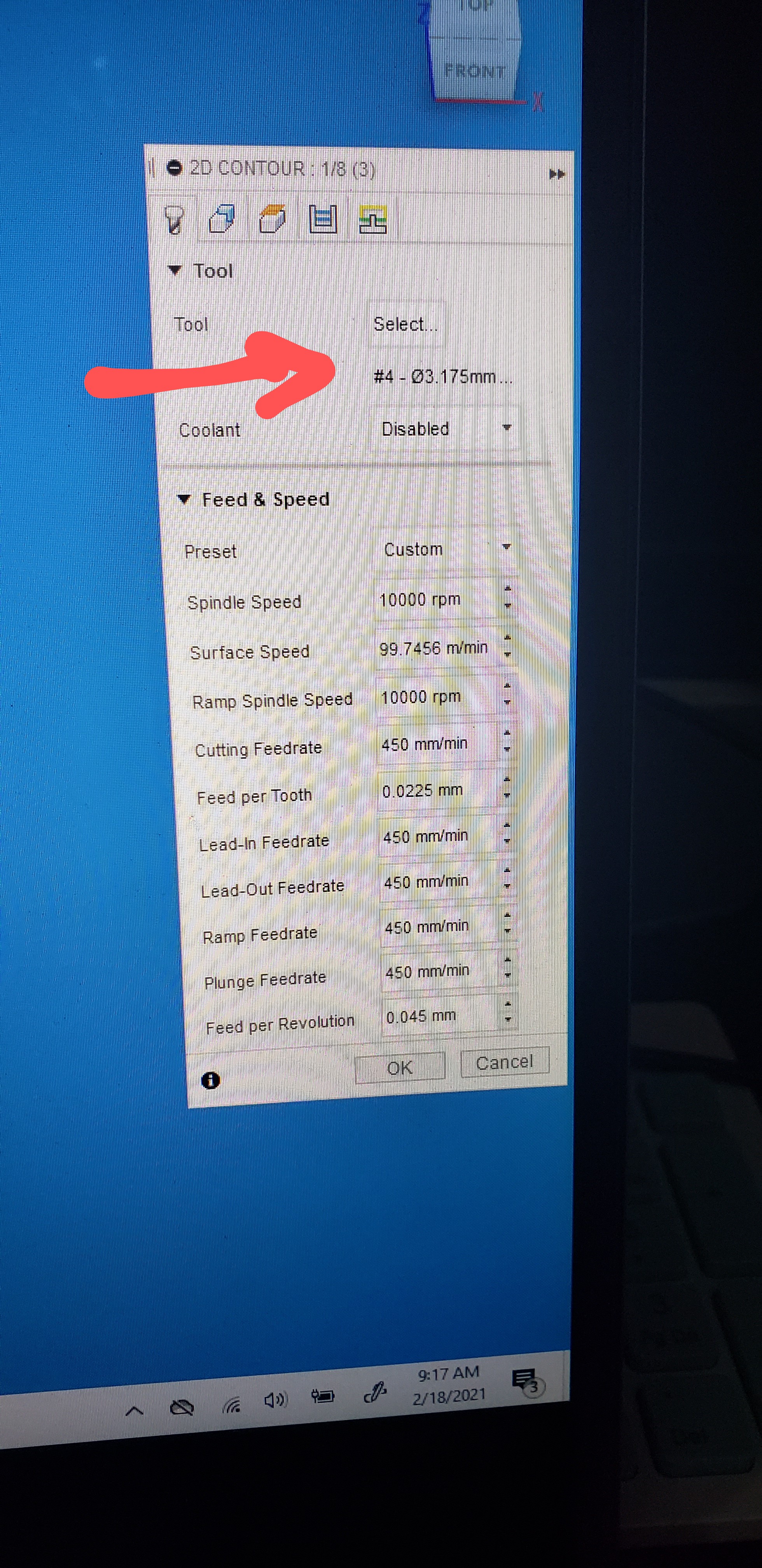
I did notice that cutting the holes was better at 600mm/min, but the outer contour path that was too fast.
The first build on my dining table I was ecstatic that I could cut some aluminum. I thought for sure that was as far as it could ever go. To see people ripping through aluminum and even getting into steel is absolutely amazing, still.
I know people say it is slow (compared to big expensive CNC’s or manual mills), but compared to the size, cost, and that you do not have to turn cranks the entire cut while watching a DRO is pretty fast to me. Or at least well worth it.
Not sure what you’re using for CAM software, but it should be possible to set different speeds for these operations, no?
Perhaps set up 2 tools in the tool library that are identical, except for the feed speeds. Then it should be a simple matter of choosing the correct tool for the operation.
You can create a setup with two operations using the same tool, one for the holes and one for the outer contour. The first tab on each operation initially contains the DEFAULT settings for the tool which can be adjusted for each operation. If you then post process the SETUP instead of the individual operations the operations will be combined into one gcode file.