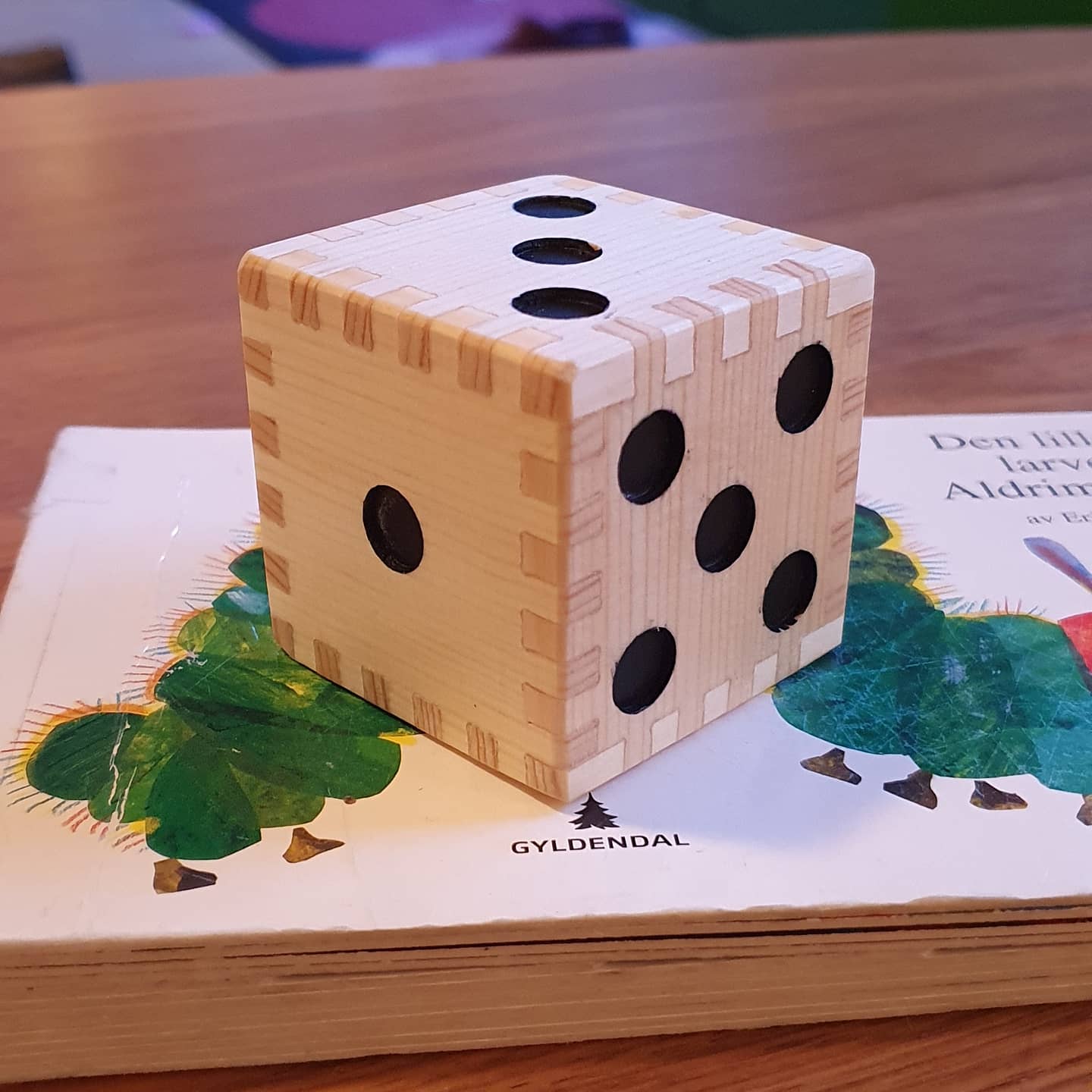
I’m having fun with fingerjoints atm! This parametric model is super easy to adjust: https://www.thingiverse.com/thing:2839125 The joints are looser than I would expect, I think it’s caused by a tiny runout. How can I compensate for this? Setting the endmill a little bigger in estlcam?
The box for sewing stuff is from a nice board of pine, no branches and very smooth. I’ve used cold pressed and boiled linseed oil, I reaally like the smell and the impression it gives. Shiny and smooth.
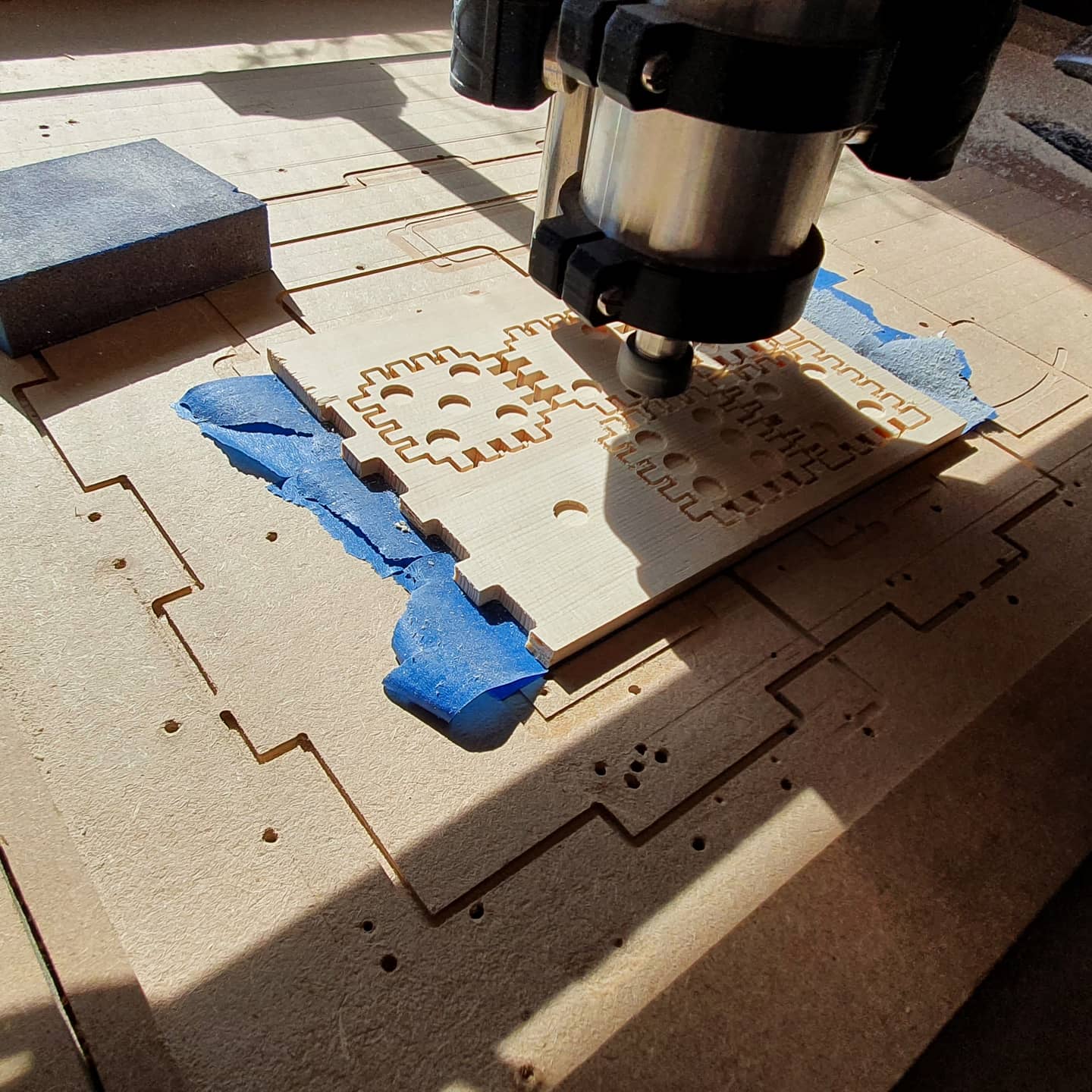
On the crate I did different things, a chisel, dremel, sanding and overcutting the corners. Honestly, overcutting is super convenient, and it doesn’t show much. (At least when glued)
On the small box I used a 1/16" (1.6mm) mill, so the overcut corners doesn’t show much at all.
I’ve thought about adding a little bit of 3d surfacing to the edges of the fingers. It would require a ball nose tool, extra cycle time, a perfectly level and flat workpiece and spoilboard…and it may still need some sanding after.
I’m trying Tung oil on the guitar I’ve been working on, it’s a heck of a lot slower to dry than BLO, but gives a nice light honey finish that really brings out the grain:
Nope, it started life as a kit. I’m definitely not ready to CNC a hollow body. I just used alcohol to cut the first couple of coats of tung oil, gradually decreasing the percentage until the last few coats were full strength. My guess is BLO could be cut the same way, allowing you to steer clear of the hazards in petroleum products. I’m going to spray a clear coat at the end though, so I’ll have plenty of opportunities to verify my mask is good…
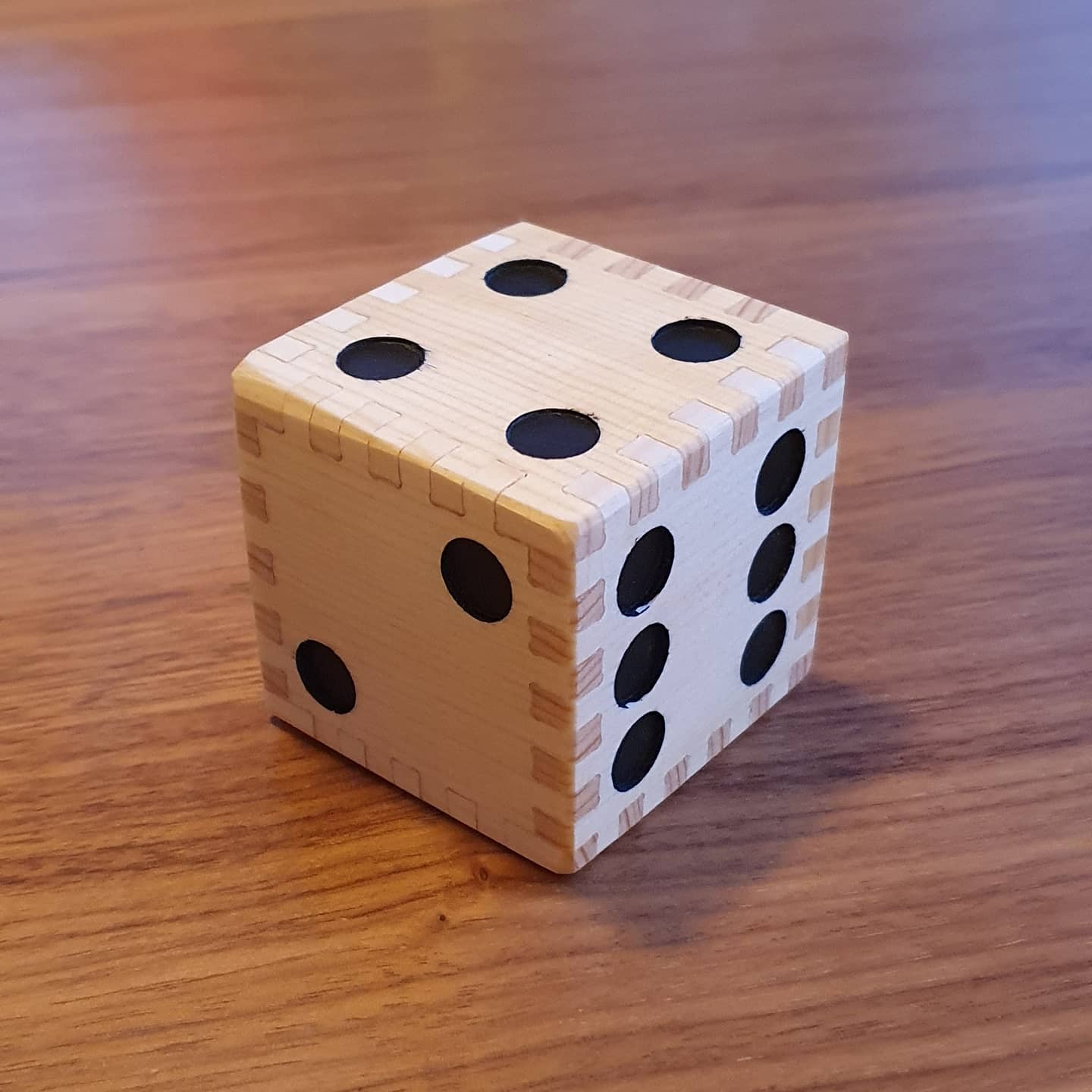
Added 0.05mm finishing pass that I left out, because I was afraid that too big of a runout compensation would make them difficult to fit. Go figure I’m a coward!! Still too loose. Still a fun try. Amazing how gluing and sanding can smooth things out. Next try I’ll just use a few planks.



 I just used alcohol to cut the first couple of coats of tung oil, gradually decreasing the percentage until the last few coats were full strength. My guess is BLO could be cut the same way, allowing you to steer clear of the hazards in petroleum products. I’m going to spray a clear coat at the end though, so I’ll have plenty of opportunities to verify my mask is good…
I just used alcohol to cut the first couple of coats of tung oil, gradually decreasing the percentage until the last few coats were full strength. My guess is BLO could be cut the same way, allowing you to steer clear of the hazards in petroleum products. I’m going to spray a clear coat at the end though, so I’ll have plenty of opportunities to verify my mask is good…