I wasn’t sure where to post this so if there is a better place, please feel free to move.
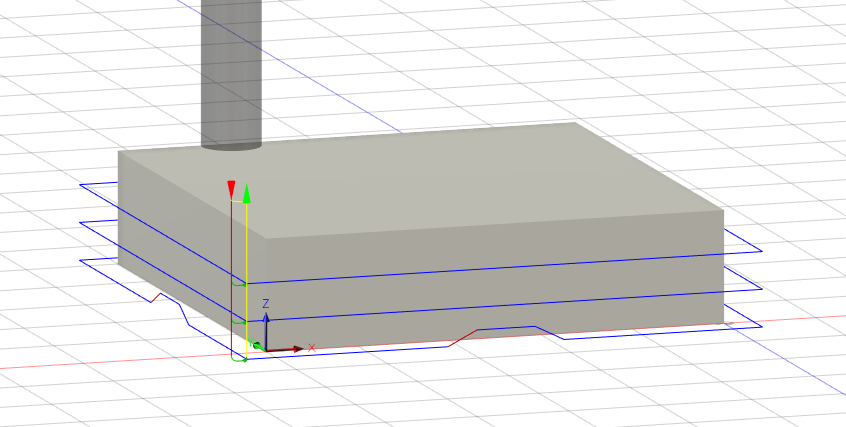
Having a difficult time trying to understand what I am doing wrong. I’ve drawn a 50 mm x 50mm by 12mm square and have generated a tool path with tabs. The simulation runs in Fusion 360 show the tool starting at the top and ending at the bottom, all good. I post process using the MPCNC_Mill_Laser.cps and store the file on an SD card.
The SD card goes into the LCD. I move (jog) the lowrider into place, lower the bit to the surface of the 12 mm wood. I reset coords then run the program. The lowrider then lift up in the air 17mm above the work piece and then lowers to 8mm to start the first pass in the air, the next layer is 4mm in the air and then the last later is slightly more than 0mm, so the wood does not get cut.
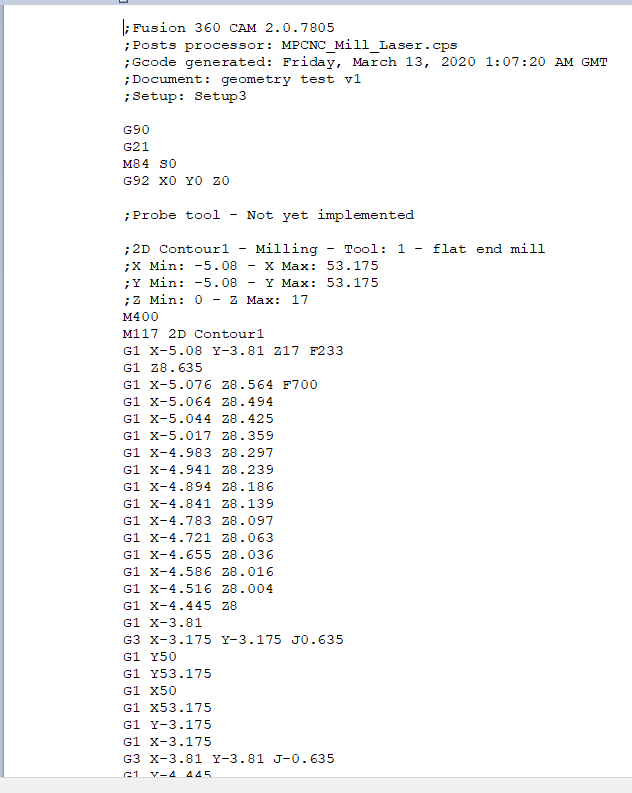
I’ve attached (hopefully) a screenshot of the fusion 360 tool path and of the gcode which shows the gcode for z-axis as positive value so the lowrider it is doing what the gcode says but not what I want which is for the bit to go down into the wood which I assume would need to be a negative value for the z axis.
I have tried changing the coordinates and tool starting point but I’m just a beginner on fusion so I can’t help but feel I’ve missed something.
Any suggestions or idea of what I have overlooked?
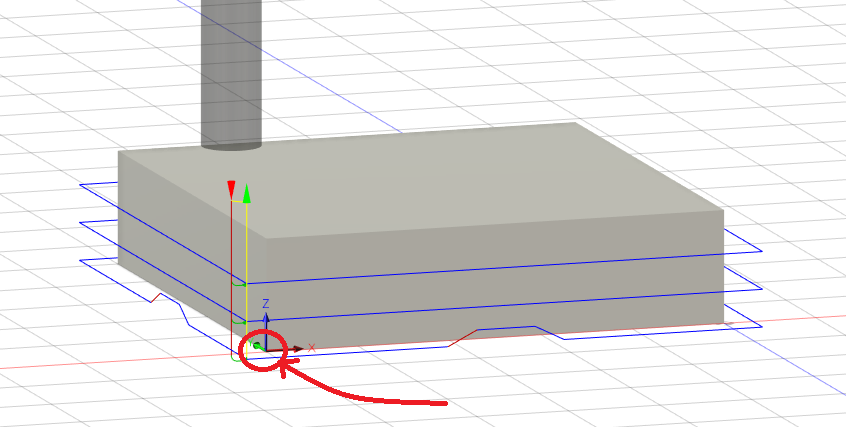
This is the origin of your coordinates, so when you zero with G92 X0 Y0 Z0 it sets this point in the physical world, and then all the cuts are above that level.
Under your setup you can pick which corner of your stock (or middle) is treated as the origin. Pick a corner on the top of your stock instead of the bottom.
Hey Jamie, thanks that seems to be it. I was certain I had tried that before but regardless when I selected the top and ran the simulation I could see it generating negative z values and also saw them in the gcode and it did cut the part. F360 is difficult for me but I will keep at it.
Hi Jeff, that is where I got the post processor I am using. I used the one titled DIYCNC_Marlin20.cps. Let me know if I should be using a different one.