1- This means your steps per mm are correct as expected.
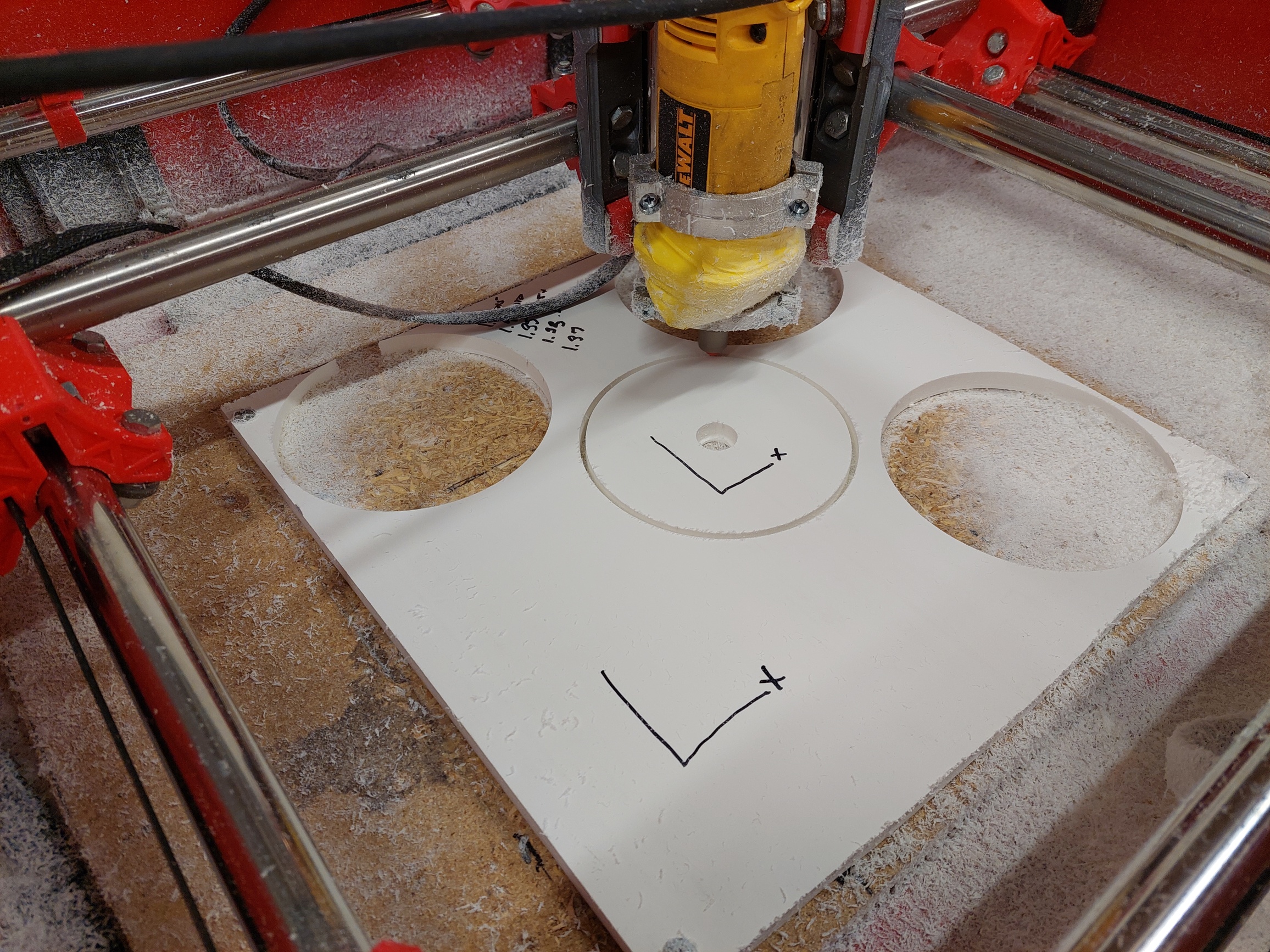
2-Drilling a hole does not load any axis other than Z, see #1. You move to each location under no load. You did not measure hole diameter, so you can not check run out. You also did not measure depth so we can’t check Z deflection.
3-See #1 you moved it under load, then released the load and drilled holes. You will not skips steps unless you are doing something drastically wrong. Without skipping steps you will see no deviation drilling holes. Any load is basically a spring, it will return.
4- You can push the machine extremely hard. This means nothing. When you cut material, it has very little actual load and is from the tip of the machine. If you want to do a load test I have several threads on here and it can be done quick and dirty from a luggage scale and a dial indicator, from the tip of the cutter. This is not a real cut and pushing doesn’t simulate a real load, carbide is sharp, and a good cut is under 1.9kg load on aluminum (for the testing we have done).
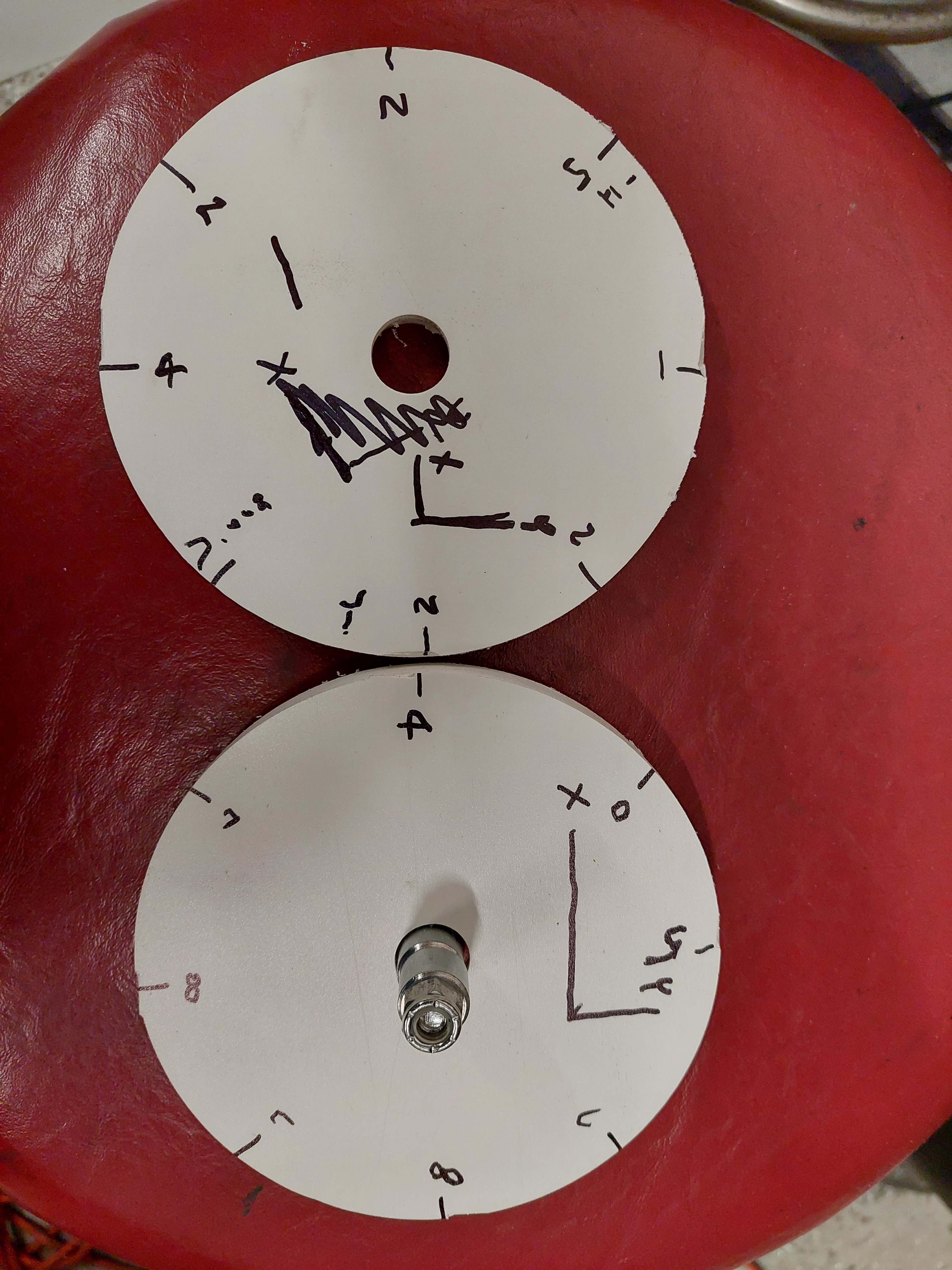
5-When you change M666 you need to re home. You can test the resting position after homing. This works and is proven to work, so if you are not sure how to test it try with larger offsets 2+mm, you can see this with the naked eye.
6-Not sure what this was.
7-Meaning outer dimensions, or endstop block positions, either way, the more accurate the better, but M666 will usually be the finalizing step, to get the last 0.2mm or so square. I know no other way to test this that drawing or cutting.
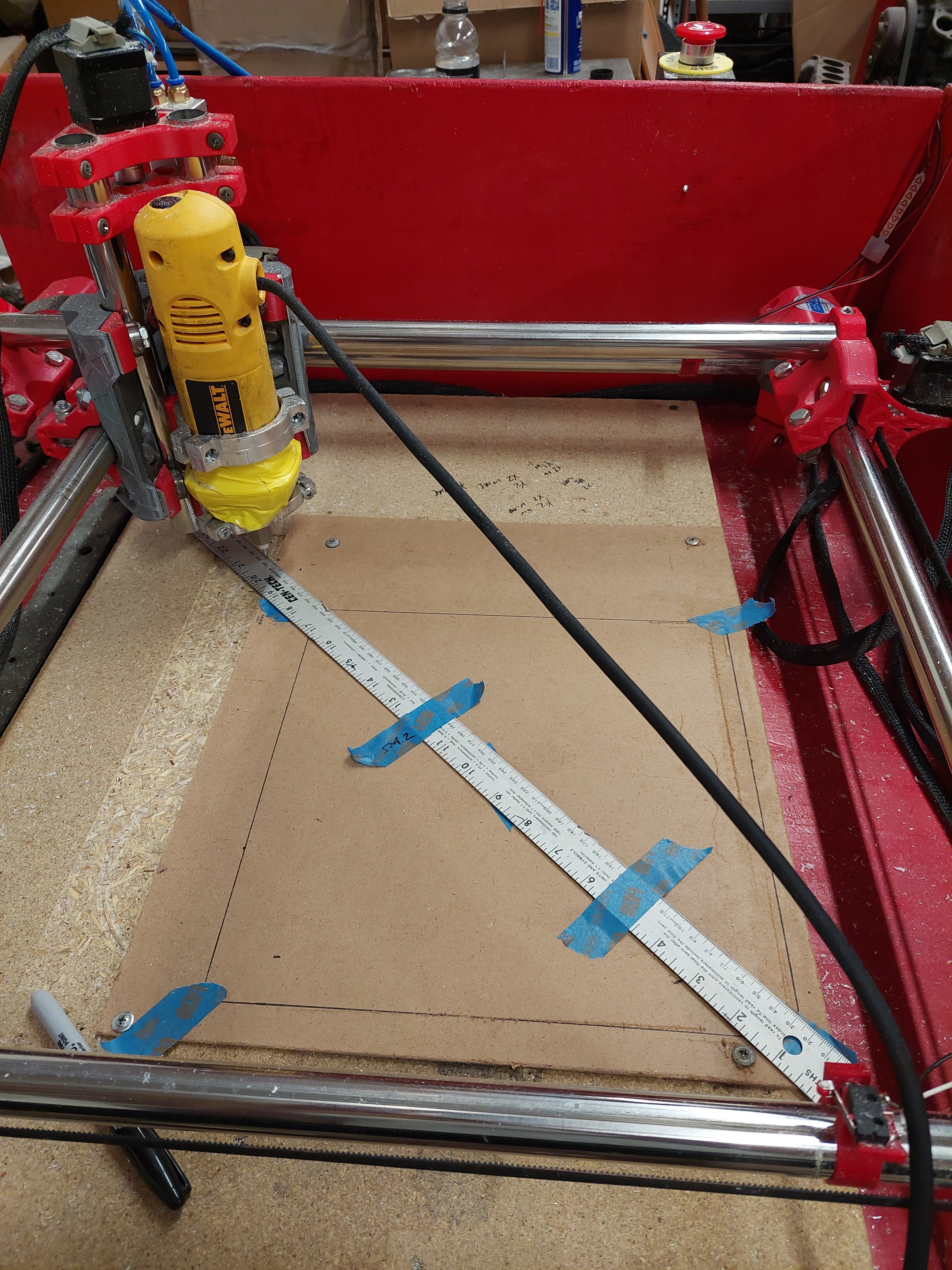
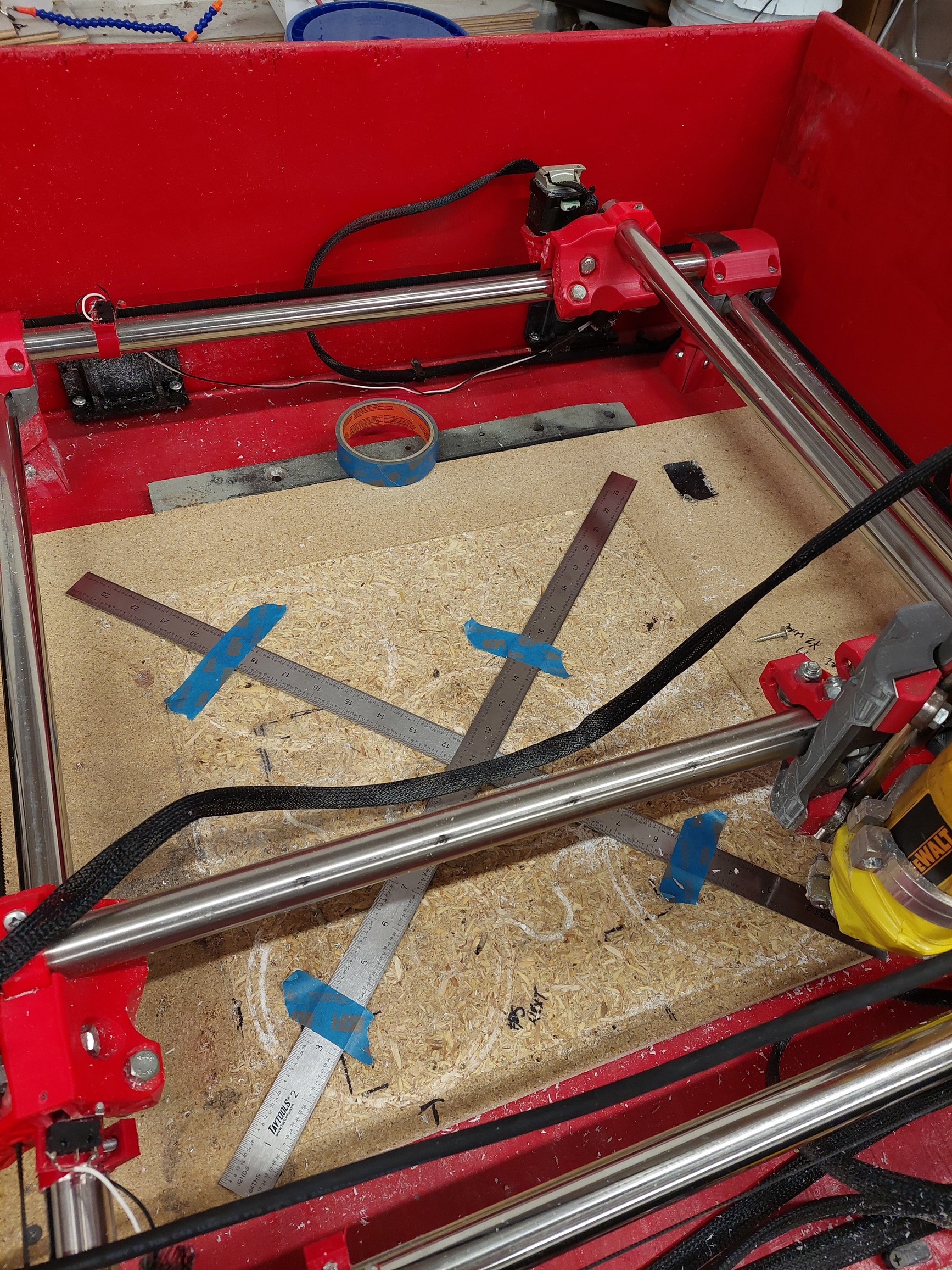
You tested the machine and verified it is accurate. Not drawing or cutting parts you can take measurements and verufy how square it is. I can;t think of a way to do this without drawing and eventually cutting.
When you cut something, you are testing the machine as a whole system. Nothing is perfect, and if you dialed everything in to the 0.001mm like I said before you should have smaller outer dimensions than expected, and larger inner do to all sorts of systematic error stack up (belts bearings, bolts, plastic, temperature) but mainly from runout (all spindles have it). If your cuts came out 0.1 OD small and 0.1mm ID large, you would have very extremely well set machine, from there we could tune it to get more expected results in CAM very easily (I.E. leave 0.1mm on the stock). We can not tune it without real world numbers though.
 . That just means it is time to make real cuts, your machine is as accurate as you can measure now we can tweak your actual cuts to perfect them to your needs.
. That just means it is time to make real cuts, your machine is as accurate as you can measure now we can tweak your actual cuts to perfect them to your needs.