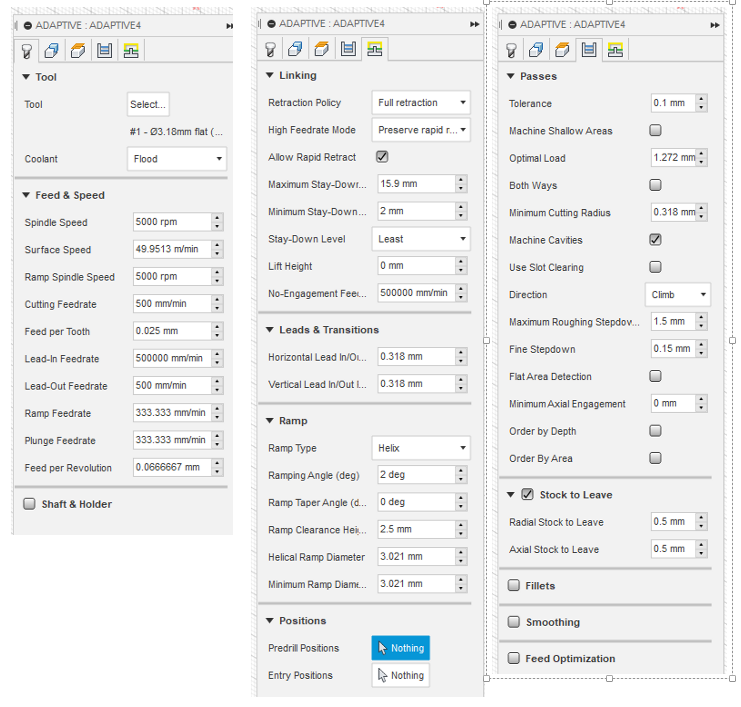
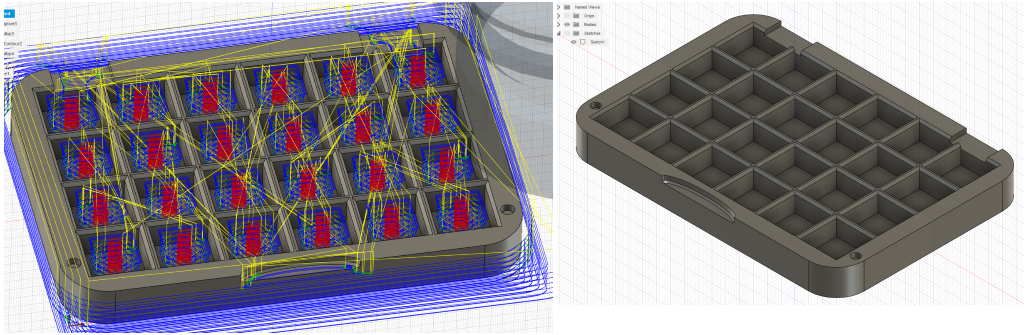
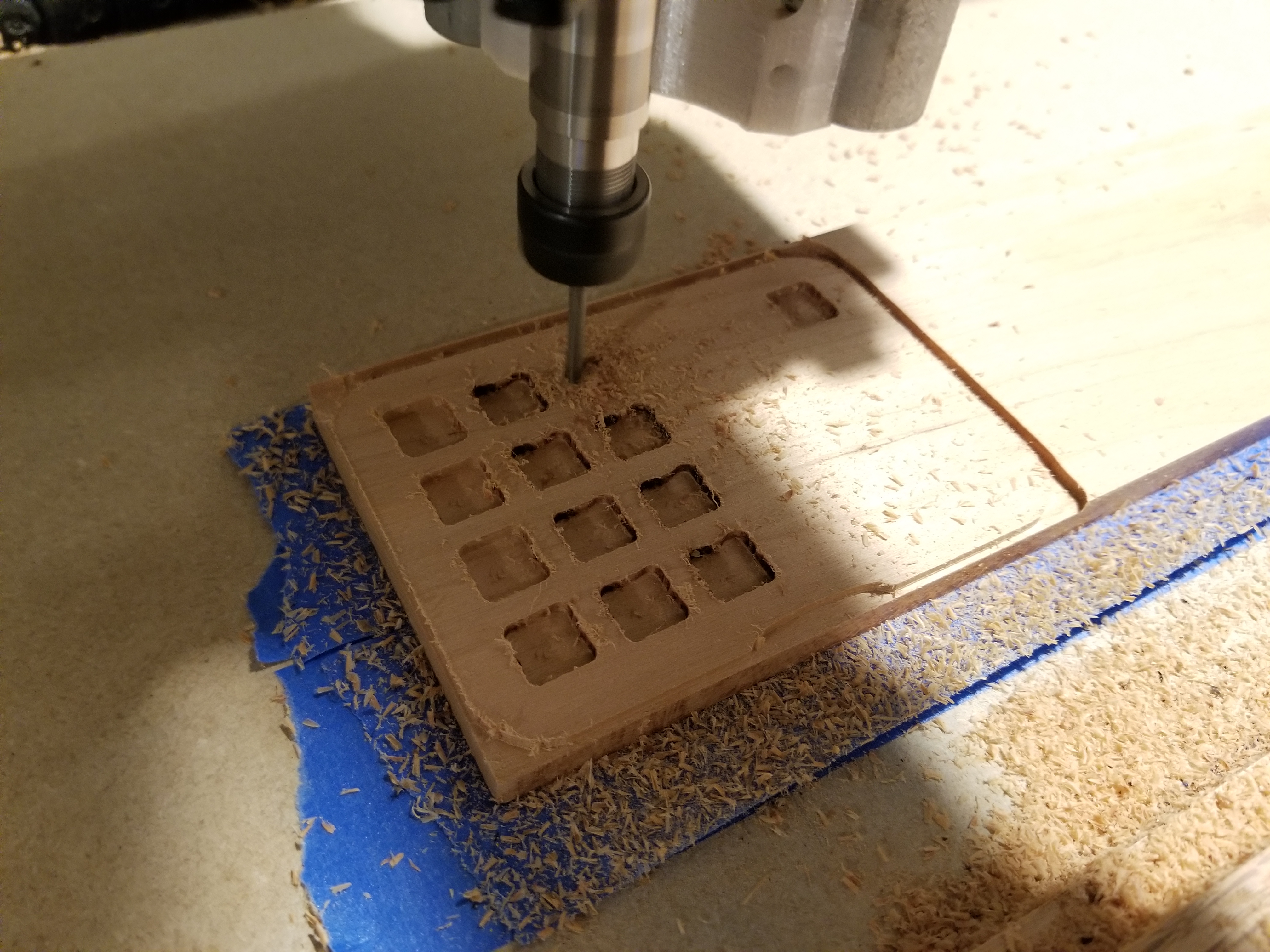
I am moving to a more challenging hardwood. I slowed things down vs. Pine and I think my DOC is ok, but my result was not great. I can’t tell if I’m dealing with z-flex or missed steps or what? I didn’t see obvious missed steps. I’m using Fusion360 for gcode generation and a 500W Chinese spindle. Ignore the rpm settings in Fusion as I use a dial to set RPM, probably around 7-8K (stated 10k max) though I don’t currently have a means of validating. I’ve attached fusion settings, picture of model and toolpaths generated, gcode used and finally the result. I’m using a 1/8 1 flute upcut bit from amazon.
I know my machine will break 1/8" bits before it misses steps. Make sure nothing is hitting (gantry to hold down) or try a dry run with the spindle off and no wood. You will hear skipping steps.
Or, if you need/can run to the store for pine, grab some foam, and use that for your test cuts. It machines nicely, and you can at least verify your toolpaths, if not your feeds and speeds. And you can get it in varying thicknesses, too!
slow down the feed rate or reduce the Depth of Cut. Try doing just one pocket in scrap lumber at a couple of different speeds until you get something that provides a good finish.
I’m not sure if that would really be an issue. The Controller has a Max feed/plunge built in that it won’t let it go over. You’d have to look at your firmware to see what those speeds are.
Mounted up a piece of cherry and I fixed the lead in feedrate and slowed it down a bit from 500mm/min to 400mm/min for normal feedrate and 300 lead in/out. At first it seemed to be burning, so I slowed it down a bit which seemed to help. Still having issues with z-height when changing bits, hence the odd rough cavities in the dice cups. Not sure why, but impetus to get z-probe working.
Adaptive clearing was still… rough. 2mm bit follow 333mm/min cleaned it all up nicely. I finished those passes and powered the machine down at X0Y0 last night. When I powered it today to do the remaining cuts (scallop on the finger catch, hinges and magenet holes, vbit to camber the dice cups) it didn’t seem to be in the right place and notched one of the dice cups before I killed the job.
Still nice looking just tell people it’s a family heirloom. No really very good work and a good way to learn the machine it only gets better and projects get easier to machine and more time to design can you imagine doing that by hand. Mine would have more than 1 little nick z probe is great will help a lot




 z probe is great will help a lot
z probe is great will help a lot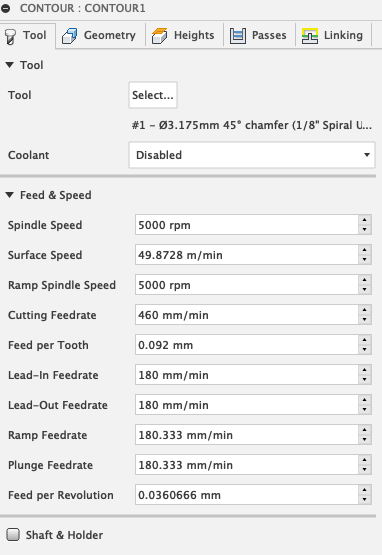
{kind=link}