In a move that is my estimation unconventional, my first attempt at a metal on the MPCNC was brass. (When searching I couldnt find much about brass at all in the forums).
I pretty much nailed it on my second try, and had no problem cutting a straight up slotted profile, as long as I went slow enough.
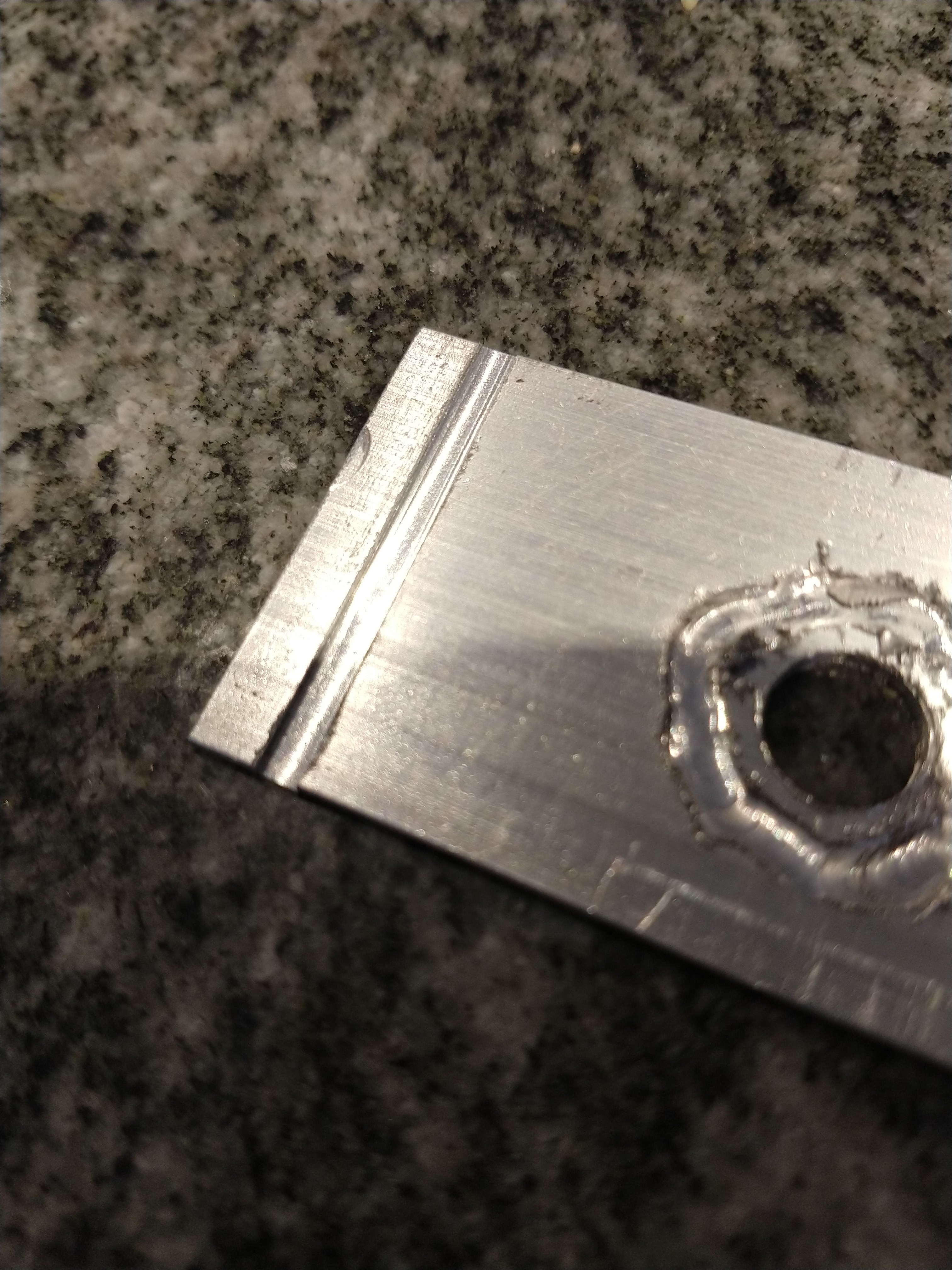
I went to aluminum and started with my brass settings…BIG 'OLE NOPE. The minute I ramp into a slot I get crazy re-weld and all the super bad things that go with it. Using 1/8" 2-flute, upcut carbide. Have tried feeds from 150mm/min to 300mm/min. I have a cheap speed controller on the DW660, and have run it everywhere from 1/2 to full. DOC is .015" (0.4mm)
Not surprisingly, trochoidal toolpaths seem to do OK, but I have yet to figure out how to do a cutout with a full on trochoidal toolpath in F360. Material is 1/16" thick, and I am supergluing it down to a sacrificial piece of wood.
Do I need to SERIOUSLY cut my rpms and slow the feed to match? Am I being too timid and need to move FASTER than 300mm/min? Thats what the online feed calculators tell me, but those are built for rigid machines.
Oh, and I forgot my machine size is actually big, which I know works against me, 2’x4’ working area, but I do all my metal in one corner as close to corner as possible.
I thought after brass went so well, aluminum wouldnt be THAT bad.
Do you know what alloy you were cutting? There’s a wide range of properties from things like beach chair aluminum which can be kinda ‘gummy’ to something like 7075 T6 which has a high silicon content and will definitely let you know you’re not cutting wood. If the alloy’s known you can most likely find some specific recommendations online for things like speeds, feeds, and lubricants.
I did a quick search for ‘machining 6061 vs 6063’ and it seems like 6061 is the better choice with 6061 apparently having a tendency to clog the cutting tool.
Thanks! I have been reading much the same. I only picked up this stuff because it was available locally.
I am working a mildly complex hobby machining project that basically requires all my my available tools, and a wide range of stock sizes. I have been trying to pick things up locally whenever I can so the shipping fees dont add up.
I don’t know much about that alloy, but isn’t brass harder than most aluminums? That explains the cup welding.
I’ve had 0 success with any 2 flutes smaller than 6mm(HUGE space in that one!). Even some of the single flute (like the long ones in Ryan’s store) only worked if I went really slow.
I’m a big fan of the smaller single flute that is more of a cutting edge wrapped around the tool. That with some air blast, and I’ve only gotten it stuck when trying to slot at over 1D with no roughing passes.
If you have one of those, try that.
Im not even sure where one buys kerosene in 2020, lol.
I am thinking of trying my 1/4 2-flute. Unfortunately I dont have a single flue tool of any size at the moment. That just means I will have to put in the .130 hole first (which I have been able to successfully do on each attempt so far), and change tools.
With the kids asleep now I might have to wait until tomorrow… the garage is right under their bedrooms.
That’s what’s really nice about 6061 T6, machines very well if you can get some. I have some dry lube developed by Boeing I like a lot for drilling/tapping but have never used for milling. It’s manufactured by the Orelube Corp. of NY. Might be worth giving them a call and asking for recommendations as it seems you may need some type of lube for what you’re doing… (631) 205-9700.
I happen to have some 2" square brass stock, and I’ve been toying with trying a small inlay with it. Mind sharing your brass cutting speeds and feeds and DOC?
I cut these brass discs (the right hand flange) with a 1/8" two flute. DOC was .4mm, straight profile. 150mm/min. Had my cheapo speed control at least 3/4 to full. Also used a full depth finish pass of .16mm stepover. I got a nice fine dusty chip. I tried pushing it faster but my machine didn’t like it. Maybe I could have coaxed more speed out of trochoidal toolpath, but I was trying to conserve material.
Accuracy was great, to about .001" of what I was shooting for.
So after sleeping on it, and consulting some machinist friends at work, it was suggested by DOC was too aggressive for this particular poorly machining material, specially compared to tool diameter.
I ran this slot manually a bunch of times by feeding commands to the terminal. Ended up at .127mm doc, 200mm/min, 3/4 speed, with a little wd40. Results seem much better.
Sounds like you answered your question of where you’d buy kerosene in 2020. Although WD40 denies kero’s presence in their product, WIKI claims the MSDS basically says : 45-50 % low vapor pressure aliphatic hydrocarbon (kerosene) .