Hello people. I built my spanky CNC a LONG time back now with it’s posh wireless controller etc…
And it’s never got used once in about 12/18 months.
So, seeing as Covid has killed my career stone dead, I have been having a play. Hmm.
First of all. I just don’t know what the heck I am doing. I purchased a whole host of milling bits, but I am getting all kinds of mixed results. I just don’t know which bit to use for what with what settings.
I have 10, 30, 45 and 60 degree bits. Plus square and round tipped as well. All 1/8" shank and varying diameters. But if it’s under 1.5mm… I have probably broken it!
I’ll list my issues.
Any round or square tipped 2mm+ diameter bit shakes the entire rig almost to bits. Even at the smallest plunge depth. Seems to be spinning true and the Z axis seems rigid enough (to a point).
What could that be? Are round/flat tipped bits difficult to use?
Is there a resource on the net of what bit to use, what speeds to try etc?
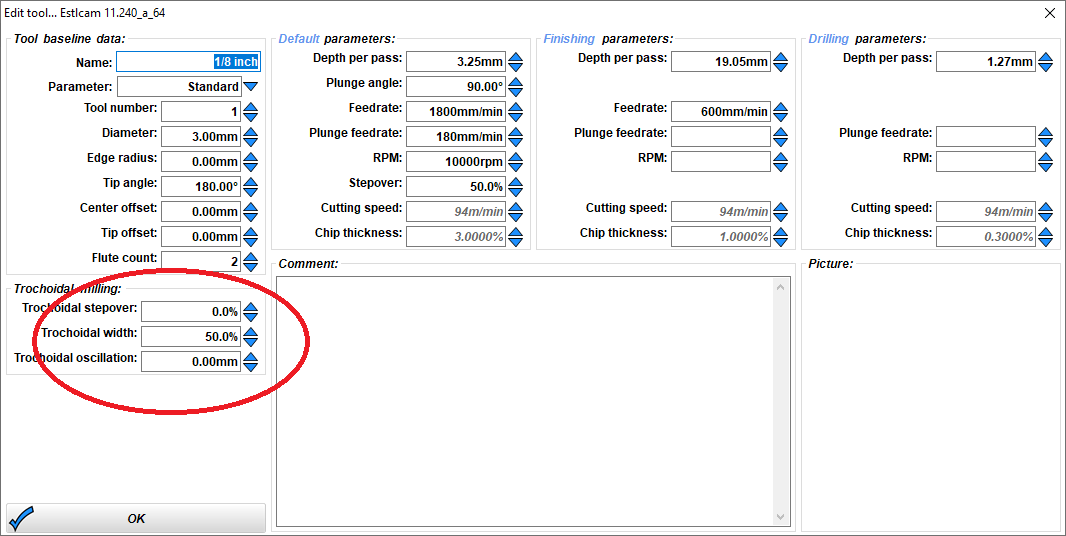
I am still stuck with Estlcam (which I think is why I gave up the first time)… UNDO FUNCTION!!!
Make a programming mistake and you literally have to bin it and start again.
My lack of knowledge regarding bits, their plunge depths, speeds etc then leads to ridiculous milling times. A small 6" sign, 12mm thick earlier had an estimated carving time of 65 hours. I could sand it by hand in that time!
Any advice gratefully received, as the CNC is in danger of being dismantled to gain the space back.
Thanks!