@stevolution sorry, I haven’t tried cutting aluminum yet so I don’t have any speed/feed/DOC suggestions but have you checked the grade of the aluminum that you are trying to cut? There are a few grades that are not very well suited for machining so that could be another reason.
Yes it did occur to me that the aluminium grade may be the issue, but how do you check that?
I got these pieces from my ‘stock’ of metal and no idea where they came from.
If I ever get this dialled in at all (which isn’t looking too likely!), then I really would like to make a detailed spreadsheet of cutting info.
16hrs. Trouble is, I computer program etc in my workshop and it’s also my home. That noise for 16+ hours isn’t really acceptable (to me or my neighbours).
But… that is something I didn’t realise, the length of time these things take to mill.
Also, I didn’t think you were supposed to leave these things running alone. Long day in the shop!
My feeds/speeds were very conservative - I wasn’t in a rush and just doing a one-off piece, so I wasn’t worried about how long it might take.
There is no easy way to test the grade of aluminum at home. I would either try again with a new bit and conservative settings like I used or even purchase a small piece of known grade aluminum to eliminate that from being your possible issue.
As for leaving the machine unattended, people do, but it doesn’t mean you should…
1 Like



 Never leave your CNC unattended† while the spindle has power. And probably never when the steppers have power, either.
Never leave your CNC unattended† while the spindle has power. And probably never when the steppers have power, either.
†This can include turning your back on it, or getting more than an arms length from it. It is a computer-controlled robot. Assume it a) wants to kill you, and b) either knows how, or is learning… 

1 Like
Well not leaving a CNC running powered up instantly renders any milling project over say 8 hrs impossible then 
You could say never leave a 3D printer running either, but I usually have a pair of those running overnight.
My workshop has cameras on all the 3d printers and the CNC head linked to my phone, and a smoke + heat sensor that kills the workshop power upon detection.
Anyway, I could not ever listen to that thing whirring away for hours on end.
Milled out some timber projects today… all fine. Ordered some bits for Aluminium. Have anther go with those later.
I like Easel, but these programs always seem to be something missing. You cannot set up your machine in Easel. You can make a profile called ‘other’ but you cannot input custom rails lengths etc.
Shame
Ultimately, it’s your machine, your shop, your life. But official line is to always oversee your CNC. Fires start and spread way too quickly. Invest in a decent headset if the whine is what gets to you.
3D printers are a completely different beast. There are a number of things that have to go wrong in order to cause catastrophic failure in a 3D printer, most of which are very, very unlikely, especially in the combination required to cause the thermal runaway needed to start a fire. But a spindle collet, at speed, rubbing against stock, spoilboard, or anything else, can start a fire very quickly. And unless your dust management is truly top-notch, (or you’re milling metal), you have plenty of ready tinder to get things really going.
So again, it’s your machine, your shop, and your life. But the official line is that all CNC operations should be closely supervised, and all safety precautions followed (including having proper fire suppression at hand). And yes, there are ways to mitigate the danger and threat of fire, and ways to limit any damage that may occur, but that’s like saying that double-bagging makes putting gasoline in ZipLocks safer… 
1 Like
What… double bagging gasoline isn’t safe?  Best get those Ziplocks out of my truck
Best get those Ziplocks out of my truck 

I have ear protection. It’s just not pleasant working in the same room as 8+hrs of whirring noise.
To be honest, I would just get someone else to make it for me if it was that complicated.
It’s like my 3d printing. Simple one-off stuff I do myself, but I have a great guy who I found online years back who produces outstanding 3d prints if I need them at a brilliant cost. If it’s volume or of a large size, I just get him to do it.
1 Like
Thought I would update progress…
Got some different 1/8" bits.
https://www.ebay.co.uk/itm/313493984587
These seem to work well in aluminium. Gone all day and no breakages.
Started all settings slow ‘n’ low and worked my way up.
Router seems fine on its slowest speed, and so dialled it in with regards to noise vs time vs quality with:
Spindle 13,000RPM
Plunge speed 10mm minute
Depth of cut 0.6mm
Feedrate 900mm minute
I found you could wind the feedrate right up to 1500mm per minute and it still be fine, but it did sound a little strained at times.
Cuts a 30mm disc @ 2mm deep in 8 minutes. That is pretty acceptable.
Estlcam? Just don’t like it. Each to their own I suppose.
I found EASEL far better. Export that straight to Repetier and we are off.
LUBRICATION! That certainly helps.
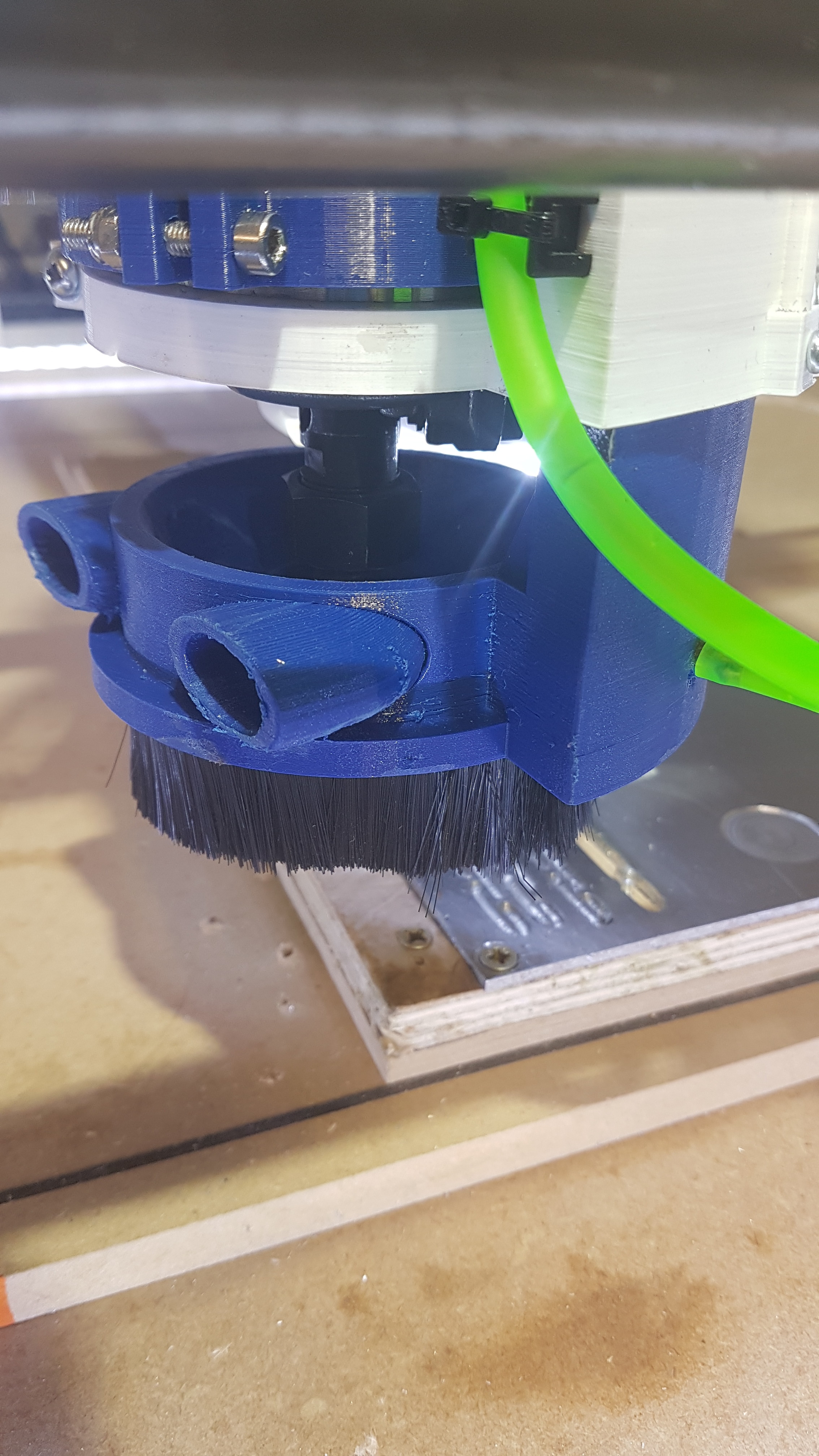
I re-printed my vacuum head and added a couple of slots underneath at the edges that let the down-draft of the router blow a curtain around the vacuum head.
This works brilliantly at keeping the lubrication fluid centred and within the cutting track. Hardly any lubrication or metal particles escape the vacuum head and the fluid pools inside your part.
I also added a brass lubrication tube pointing directly at the milling target.
So, I made a quick lubricating station. Found an old car windscreen pump with metal gears in my box of pumps.
Quick bit of Arduino code and a 3d print and now I can pump a ‘pulse’ of lubrication or cutting fluid directly to the cut.
You can set the pulse length and how often using the rotary knob. Used a plant irrigation valve to obtain ‘drips’ out of the end, rather than a jet.
My only question is… attached is the 2mm deep circular cut. Not entirely smooth (few tiny ridges). Increase the step-over?
Still have some experimenting to do.



2 Likes
Nice! Did you end up cutting the original aluminum or ordering something known?
Just ploughed into the stock I had 
We’ve had a few fires. One guy burned his table down. Luckily it didn’t take the shop with it. Mine blew itself out. Just be careful.
I’m standing next to it all the time… fire extinguisher on the wall to the left.
I did think of adding a second pump with a ‘Y’ piece to my lubrication downpipe.
My shop has a smoke and heat detector that operates a contactor. I could rig it to pump water directly onto the milling bit if triggered. Probably not required.
Well… nearly had it.
Designed a simple nameplate in EASEL.
600mm feedrate, 0.5mm DOC, 10mm/m plunge. Basically the settings I dialled in yesterday.
EASEL said 3 hrs. Loaded it into Repetier and it said 9 hrs?
Started it anyway and it did have a shaky start drilling one of the holes. But it was OK.
Then it appeared to just stop. Turned out to be moving imperceptibility slowly to the next point.
Almost like it was moving at the plunge speed instead of the feedrate.
Tried ‘live’ increasing the feedrate and it made no difference.
No idea what the issue was or is. Any ideas?
Tried moving the EASEL file over to Estlcam and it made a right mess of it.
It’s obviously user error, but I am finding this madly time consuming.
So, interesting as it has been, I think it’s time to leave it there. 3 days messing around for no real useable progress.
Anyone wanna buy some milling bits?.. 
Interesting that it milled out one (or more?) holes fine, then went into a stall. Also, it almost sounds like a dreaded arc-stall, where you’ve given the controller an arc gcode, and it’s just taking it’s sloth-in-molasses time calculating and processing all the segments (or was is miscalculating the accelerations? I can never remember). What version of Marlin are you running?
It sounds like one of your feedrates was in inches instead of mm. Or it was in mm/s instead of mm/min. Or CAM assumed a G0 would be at travel speed, when Marlin moves at whatever speed it was last traveling at. A move like G1 Z5 F600 moves up at 10mm/s. Then a G0 X800 would still be moving at 10mm/s.
1 Like
I still don’t know what the issue was. Pretty sure its not an inches/mm issue.
So, I exported the file from Easel and imported it into Estlcam instead. Fired that over to Repetier.
Reset X and Y to zero. G92 Z to set the Z level with the touch probe. Fine. Bit sitting touching the metal at the start.
Started it and it moved over and drilled the first hole fine.
Then it moved to the beginning of the milling part, and proceeded to hover 3mm above the material as it carried out its moves (but at the correct feedrate).
The material is 3.2mm thick. The hole drilling was set to 3.3mm deep (slightly into the scrap wood underneath). It was then supposed to mill some letters 1.5mm deep. This is where is stayed too high.
No idea why it did that. I checked Estlcam and everything appeared correct.
The material was set at 3.2mm throughout.
I can only assume possibly an issue with the G92 reset of the Z height? But then why did it drill the first hole correct?
Maybe Easel is assembling the G code incorrectly (or at least in a way my CNC doesn’t like)?
No idea what version of Marlin I am running. Probably 18 months old I would guess.
Hmm.
Upload some screenshots of your Estlcam setup and a copy of the gcode it outputs for the part.
Can’t help with easel, but I know that Estlcam has a setting to specify the feed rates on all moves. I was having trouble with it doing “rapid moves” at the Z feed rate, which was… agonizing.
It’s in the “CNC Program Settings” where you specify the rapid move rates, and click the “repeat” checkbox so that it repeats it foe every G0 move.
For the depth… That’s harder. It works as I expect on my setup. I really like the “preview” function in Estlcam. It’s helped me catch a few things that I would have otherwise missed.
I need to leave it alone for a while. It’s SO time consuming.
Had another go yesterday and some very messy results. But… it did ‘kinda’ nearly get there.
It certainly doesn’t seem to a repeatable process however. I find that goddam timer on Estlcam SO frustrating. Yes, I would buy your software if it was better, but I just find it that little too frustrating to use.
And surely I don’t need to wait 60+ seconds when I load a file and then another 60+ seconds when I export a file etc
Anyway… enough of that. It’s free, so I’ll shut up.
I enabled trochoidal milling which made for a smoother milling experience, but the times become unacceptably long.
I basically altered the trchoidal settings etc and then ran preview. I found many settings missing parts of the milling entirely (in preview) and I am not sure why.
This has become a ‘it won’t beat me’, but it has also become a pointless piece of equipment in my shop.
It just doesn’t return anything for the time put in.
I’ll maybe grab some screenshots later.
Any updates, nearly 2 years later?
It’s good to learn from the successes and failures in the mpcnc universe.
After reading this thread, it felt like some patience and per perseverance may have overcome the initial problems…
For such a meticulously built project, I felt like you would be cnc pro. I agree with you though, the curve is not so much steep, as it is LONG in mastering.
A good read this was, especially the support of others.
1 Like