I need help please! I am carving an insert piece for the walnut urn box that I’m making for my father that recently passed away. This carving is of his handprint that the hospital did shortly before he passed. This urn will be in the possession of my mom and I want it to be really personal and perfect.
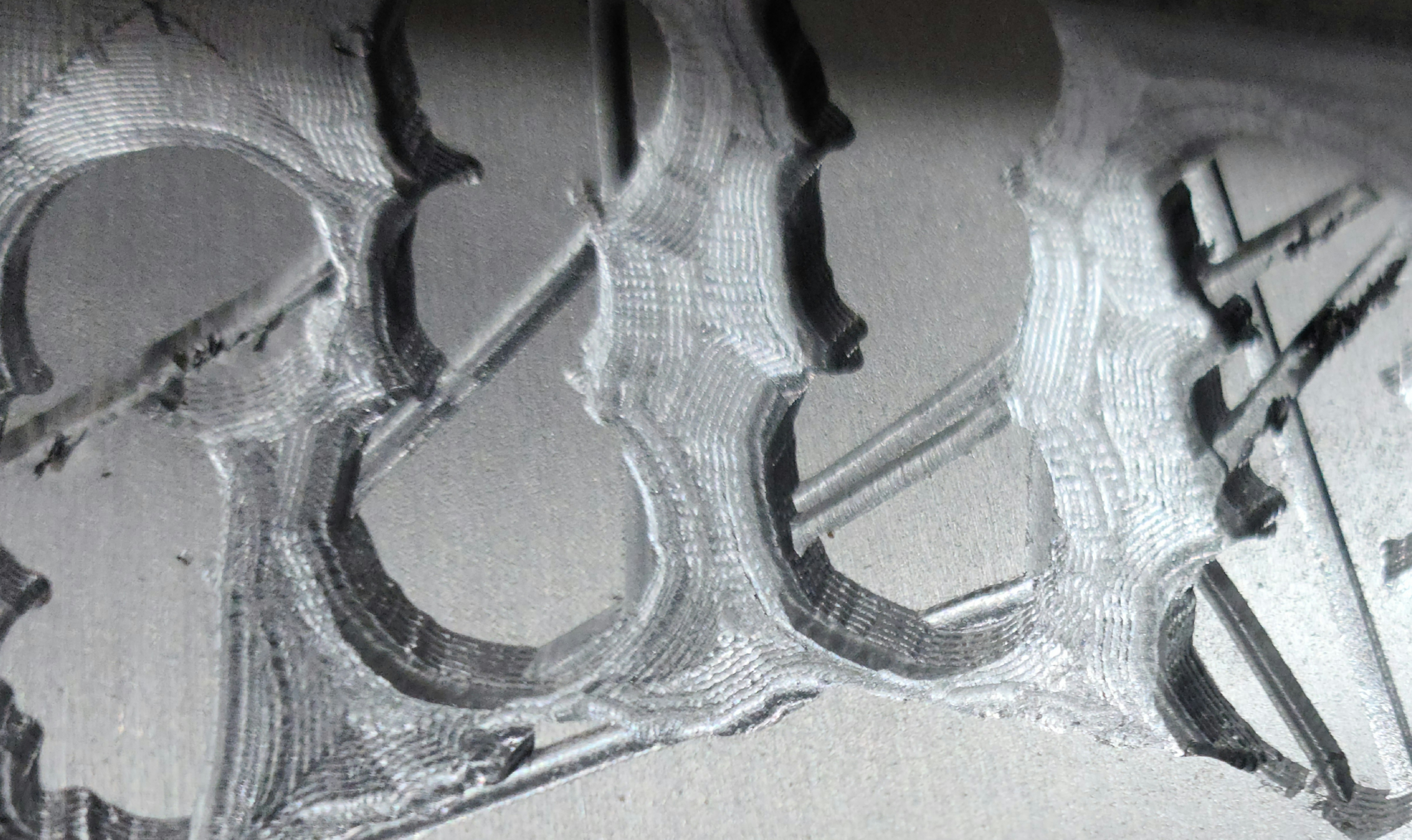
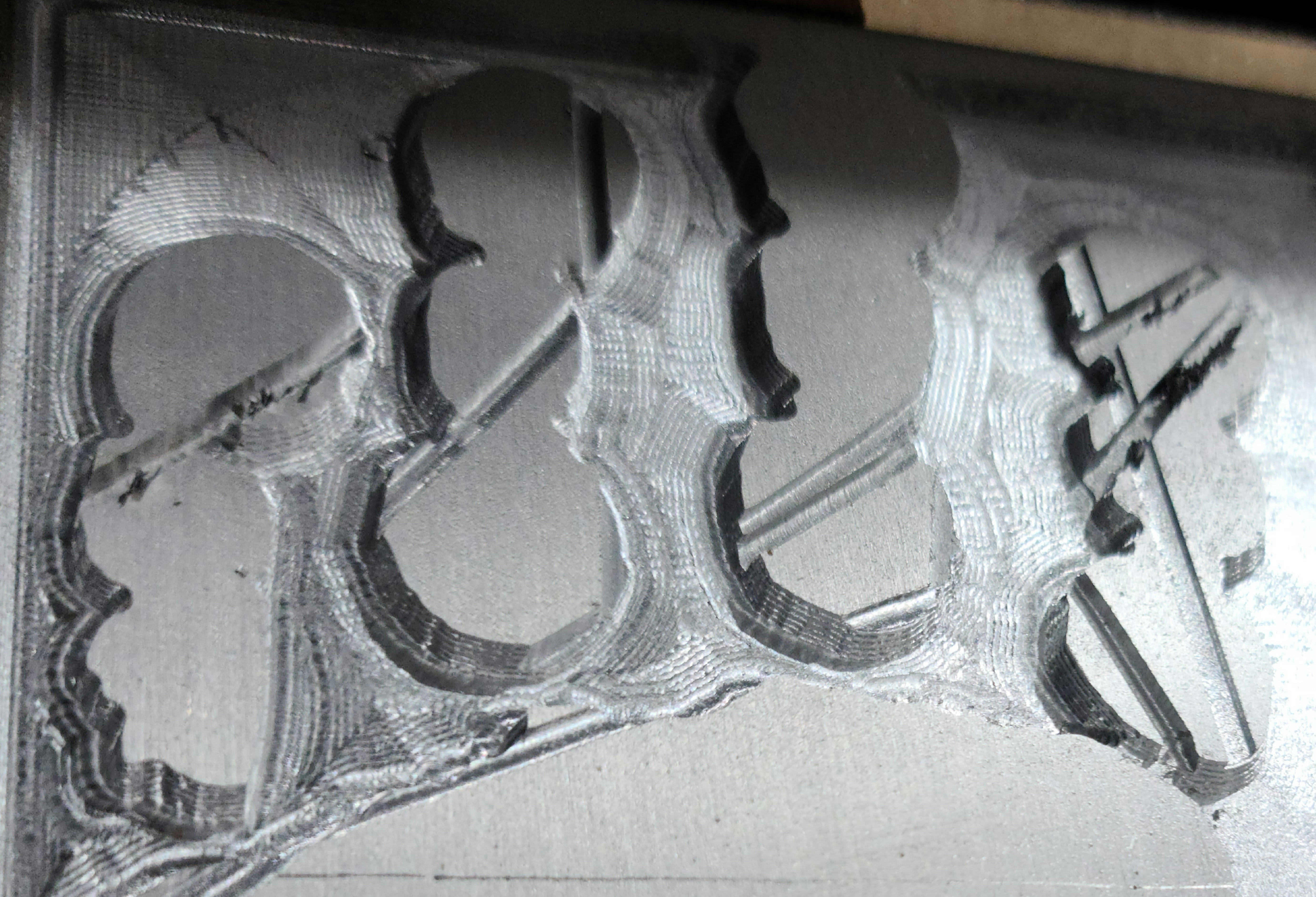
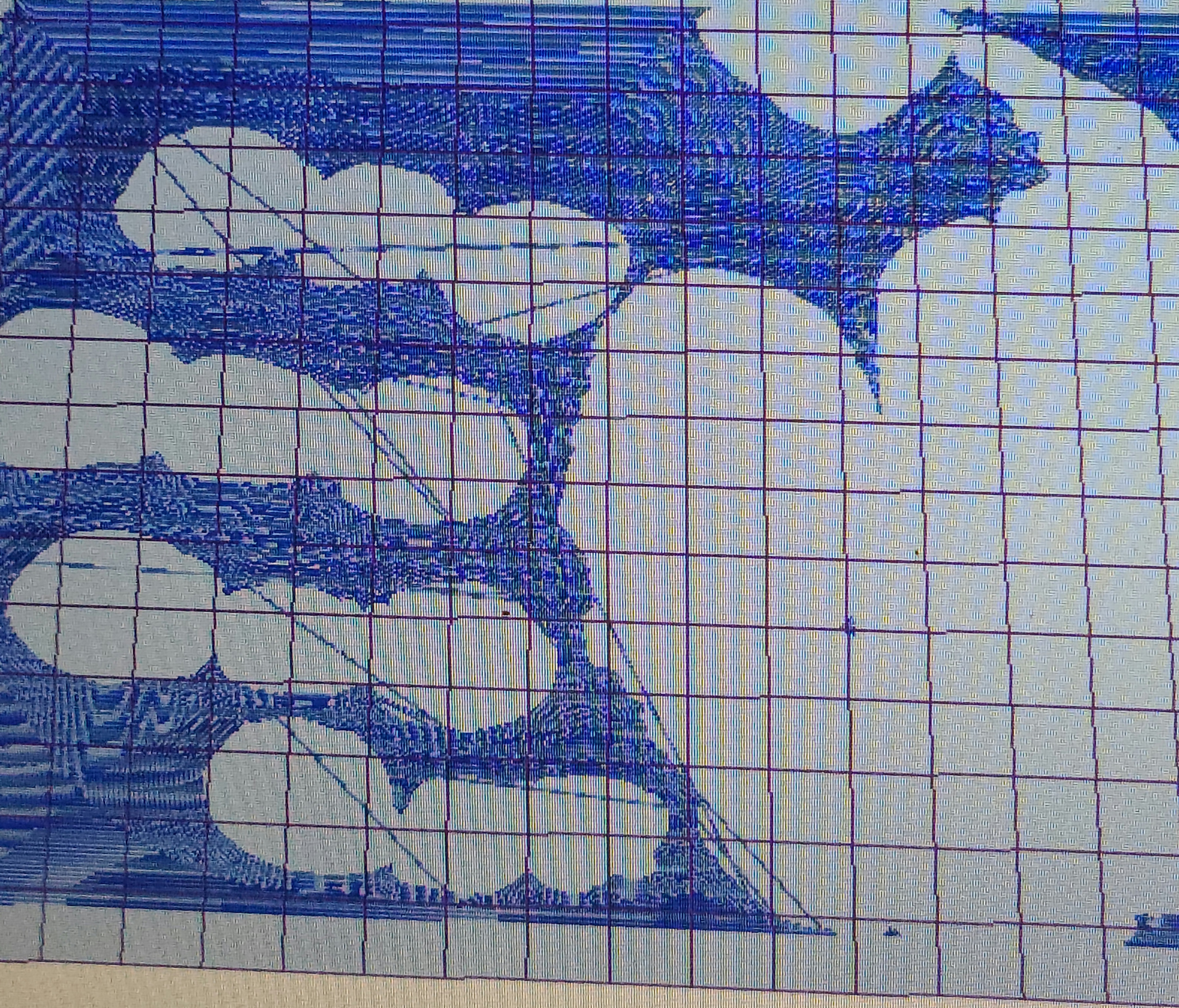
I’ve added a couple pictures of what is going on. You can clearly see the movements in Repetier that cut through the fingers. I have my safe travel height at 3.5mm btw. When it did all of this, it didn’t even try to move up at all. It stayed at the same depth of the cut it was just working on and then just moved to it next spot and started cutting.
Ok, so now onto the problem I’m having. I use Easel for CAD and Repetier for CAM. I’ve been using this workflow for a while now and never really had any problems with this combination before. This carving is into aluminum. I ran the roughing pass yesterday and most of it went really well. My speeds and feeds seem to work really well. I’m using wd-40 as a lubricant, integrated dust collection boot, and I have an air ho
se near by to clear any chips out of the work area.
The problem I have is that on a few of the bit moves from one cutting area to another, it didn’t raise to the 3.5mm safe travel height. In fact, it didn’t raise the z axis at all. So, it just cut right through several of the fingers while moving to a new location.
Has anybody else had this problem? Am I going to have to chase down those moves in the gcode and add in a positive move in the z axis?
Oh also, I’m using the Beta plunge method of “ramping” that’s new in Easel. I don’t know if that could be the problem.
Any help would be greatly appreciated. As you can probably understand, this is one carving that has to be absolutely perfect because of what’s it’s getting used for. Thank you in advance!
I’m a little (OK, a lot) confused here, you say you use Easel for CAD and Repetier for CAM. Wouldn’t a plunge method be done in your CAM program and not the CAD? And since you’ve been using the workflow for a while, has this “Beta plunge method” become the sole option or can you go back to the workflow that had been working well?
I set the cutting method in Easel… Feeds, Speeds, Plunge Rate, DOC, cutting method (offset or raster x,y) and now there’s a Ramping option. I then generate the gcode and export it from Easel. Then, I just load it into Repetier and hit print. I’ve been doing this for a while now and it has been working really well for me. This is the first time I’ve used the Ramping option but it worked several times during this cutting process which is great because it’s aluminum and I know it’s better to Ramp instead of Plunge into aluminum.
Yes, I can go back to regular Plunge method and try that. I’m just worried about breaking expensive bits by doing it that way.
OK, that clears it up, to me it sounds like you’re doing both CAD/CAM in Easel which I know nothing about. Might be worth your time to do a simple little shape, generate gcode both with/without the ramping option and have a look at the actual code produced.
I’m not exactly sure where the line is drawn between the two (CAD/CAM) but I use Repetier to actually control the machine. I think that’s a good idea and I’ll give it a shot and see what I come up with.
Yeah, I don’t really know the correct terminology. I use Estlcam for CAM which generates the gcode but when I save it it’s saved as a Repetier file. It’s worked pretty well for me so I haven’t really worried too much about the terminology.
The terminology I use is detailed in the software workflow doc. I would call Easel CAM. Repetier host is neither, it is what I call a “gcode sender”.
But, onto your issue.
I can’t really see the problem in the aluminum. There is a lot of detail in the picture, but I can’t really see the context. I gather from the description and the RH image that it is ploughing through the uncut material.
Unfortunately, I also don’t use easel. Hopefully, someone with some experience can pop in with some help. It definitely looks like it is either confused about what is empty space, or it just isn’t using the right dimension for the clearance height.
You can use some other viewers to preview the gcode. I’ve used NCViewer.com. Easel is intended to use with grbl. So maybe there is some subtle difference. RH is meant for reprap or marlin firmware, so it may be making the same assumptions as the firmware.
I can also suggest making the clearance height to something absurd, like 25mm and see if that makes any difference. Or if there are settings for where to put the Z=0 plane, at the top or bottom of the workpiece. That might help finding a workaround.
Lastly, I am sorry for your loss. I hope you are taking care of yourself. I know I am not as interested in troubleshooting when under a lot of pressure. If nothing else, maybe it would be a good idea to take a step back and make sure you are being realistic with yourself. If there is a way to give yourself a little time to focus and really think about the project. If this project has greatly exceeded your expectation on difficulty. Then this may be a good project to be honest with yourself and your family about the reality and uncertainty of things.
It does seem like an amazing way to have a closing connection with your dad and a good project. But you need to be sure the net effect is beneficial. It is an intensely personal decision. So that’s all I am going to say about that aspect.