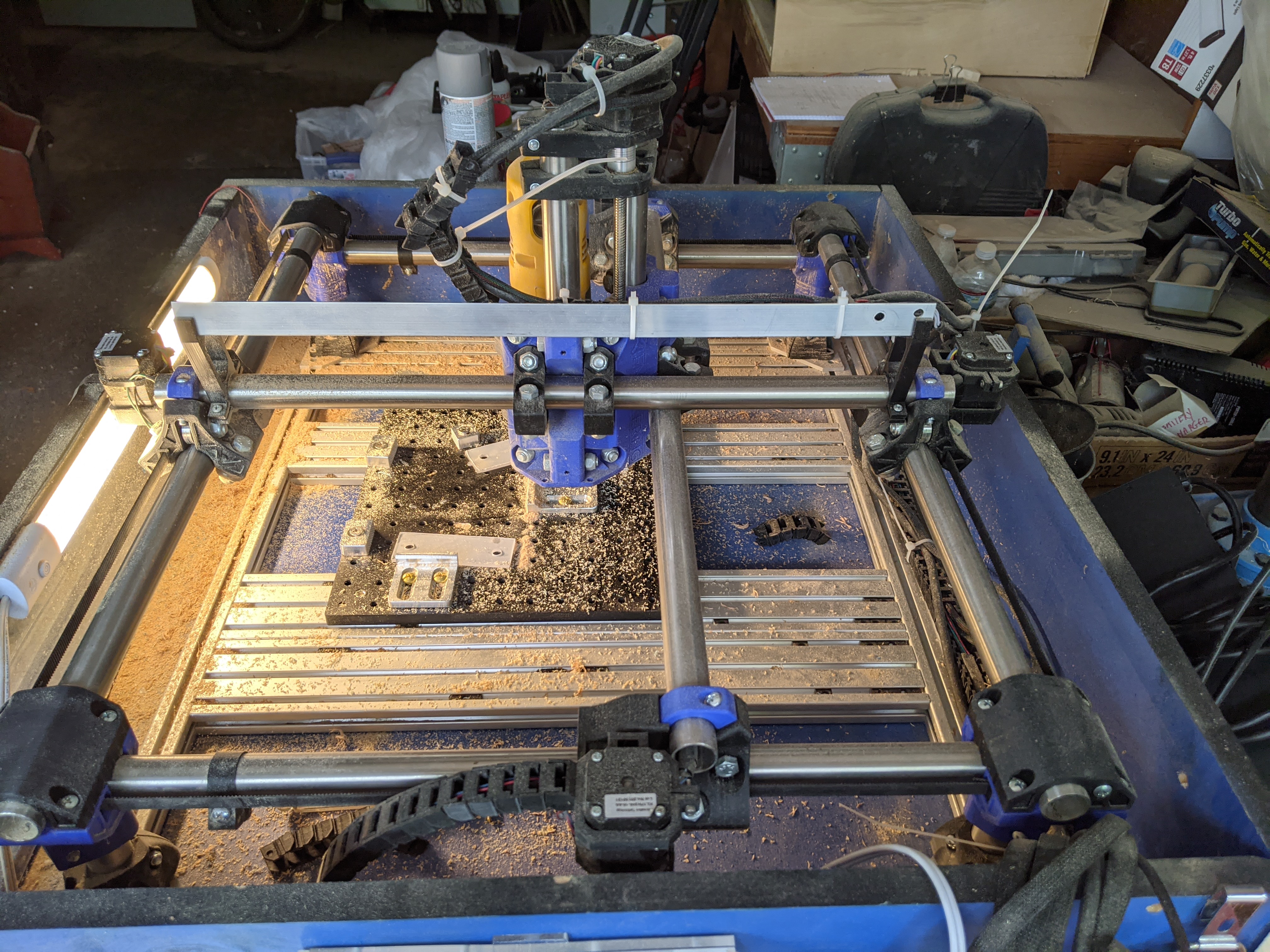
Initially I thought your spindle might be mounted crooked…but it actually looks like something might be catching or snagging. Do you have a vac hose on there, or drag chain, extension cord…something. Picture of you machine could help.
It is only getting pulled in that one area, so either that gcode is all bad or you have a snag.
Those speeds seem pretty aggressive for a .25" dual flute endmill. At least until you get perfect cuts.
Hard to tell how close the zip tie on that angle is to the core. I got caught on those all the time, and replaced them with a couple wraps of electrical tape.
I know it doesn’t seem like much. Try zipping the cables to the core clamps and not the Z stepper. That is the sort of thing that happens when just a little tiny bit of force happens way up there.
And the number one cause of this stuff…grub screw. Heffe is right. Adaptive takes so much less force than the slotting you are doing on the outside. That is an inflection point with a very small curve so no accel and a change in direction…grub screw.