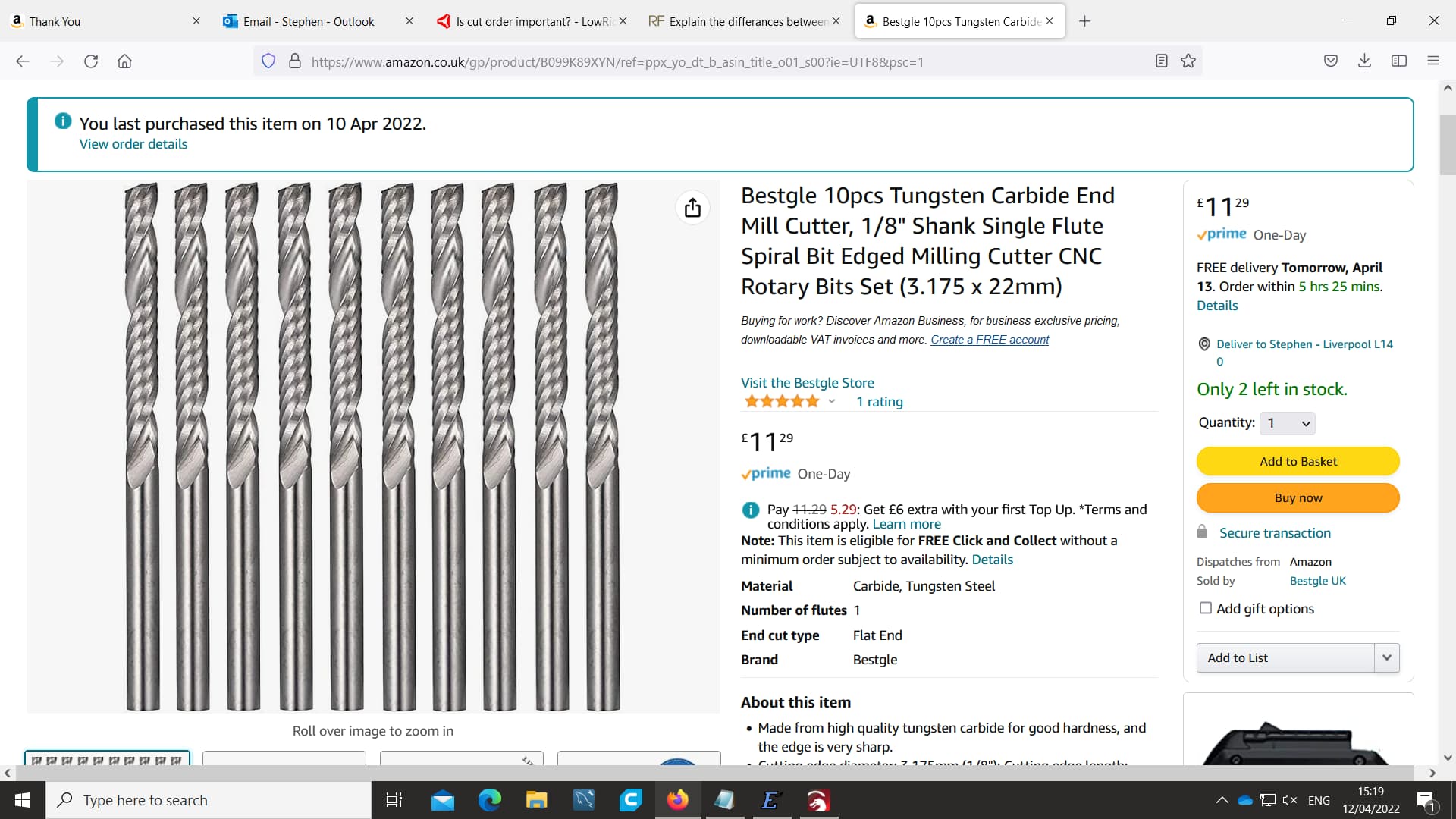
I’ve been trying to cut the y plate, tried 18mm ply, 18mm mdf, 9mm mdf and my bits just get burnt. Earlier today I tried 9mm mdf using different setting using new bits and still the same, then remembered i cut a 3ft 9mm square last week so I thought it could be cutting the holes first was blunting the bits. I tried cutting the outer first, then the z motor cutout and then the holes and it worked fine. I’m using a 3mm single flute with 2mm plunge rate. Am I doing something wrong?
Mdf is pretty soft, so you can be aggressive on the entry. On my primo i set the plunge speed to the cut speed.
I’m pretty sure you’ll hit the z limit speed before you hit the mdf limit.
Plunging is definitely a good way to burn bits though, especially in mdf. The endmill is basically rubbing all the way down. If you have room to helical or bore the hole instead, try that. If the endmill is the same size as the hole, try pecking (down some, up a little, down more, up a little). Not all cam software does this, i think. Second worst case, don’t make the entire hole. Just spot it and finish up with a drill or drill press. Worst case, say goodbye to the endmill or chuck in a mostly cooked endmill. They really don’t need to be particularily sharp for this.
If you are using a spindle rather than a router, the first thing to check is to make sure the spindle is spinning in the correct direction. In another topic on this forum that was getting results like yours, the spindle was spinning in the opposite direction, so no change in feeds and speeds solved his problem.
If it is spinning in the correct direction, then you can reduce/eliminate burning by some combination of:
select a cutter with fewer flutes
increase the feedrate (how fast you move the spindle around)
decrease the RPMs
This video is the first place where I began to put feeds and speeds together.
Make sure your endmill is capable of plunge cutting, not all of them are. If you are sure it is list all your cutting parameters so we can take a look.
Thanks all for your feedback. I had the spinning the wrong way issue a while back so fixed that. I changed the plunge to 1mm and cut the y plate in 18mm mdf leaving the holes until last using another bit as used the other ones up. I’ll order them again and do more testing. In estclam I drilled the holes first and still burnt the bit cutting the rest out so I just select hole instead.
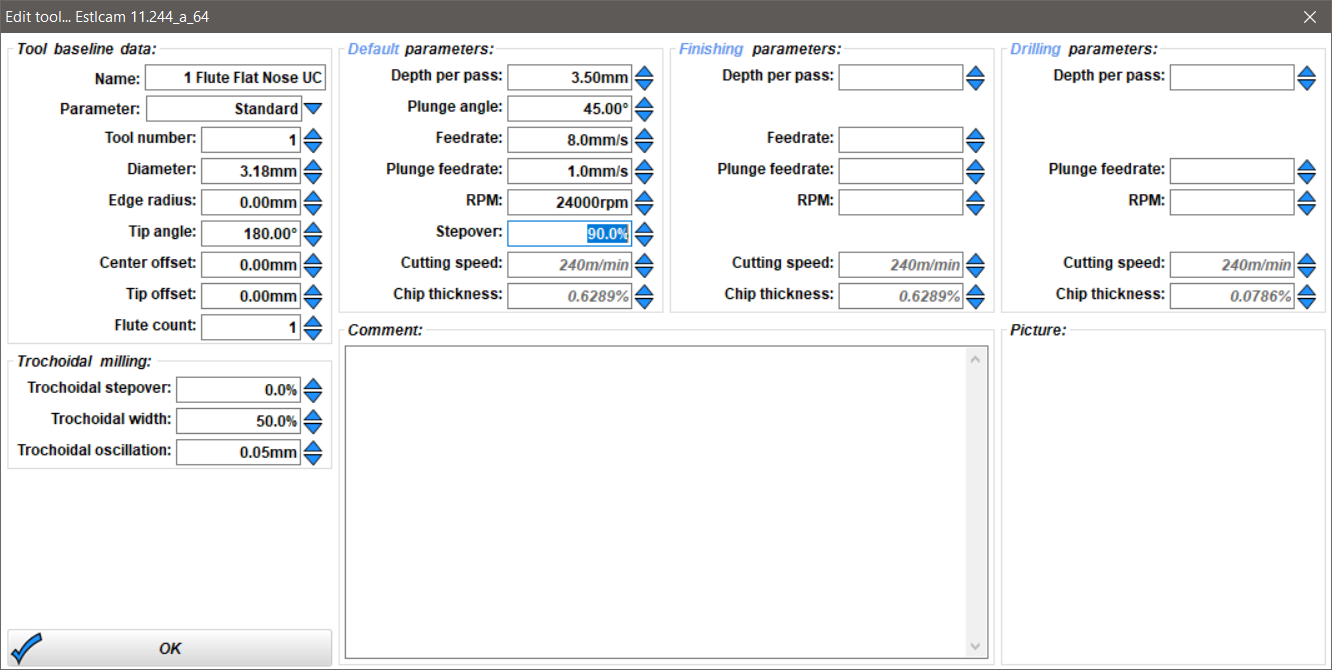
Could someone tell me if I have missed something obvious as to why I get burning just after I plunge? I’m running between 15700 and 16000 RPM and the burning was with 18mm plywood, not tested on MDF yet.
Try a 90 degree plunge and a speed of like 5mm/s, in your plywood. MDF is a better test I think. Ply wood can have a ton of glue that does burn, if you hit a pocket of it is can be extra nasty.
I have these same bits and while they’re not great, they do work. I cut at various RPM rates with the Makita router, at a cut speed from 300mm/min to 1800mm/min and 3.5mm DOC with these fairly successfully. The bits do overheat on me, and don’t last long, but at a little over a dollar each, I tend not to care much.
Thanks for the replies. After I changed my handmade y plate for a cutout one and changed the plunge angle it fixed the problem. I think the bit wasn’t totally straight and was rubbing. Think I’ll order more of the same bits though, for about £1 each you can’t complain.