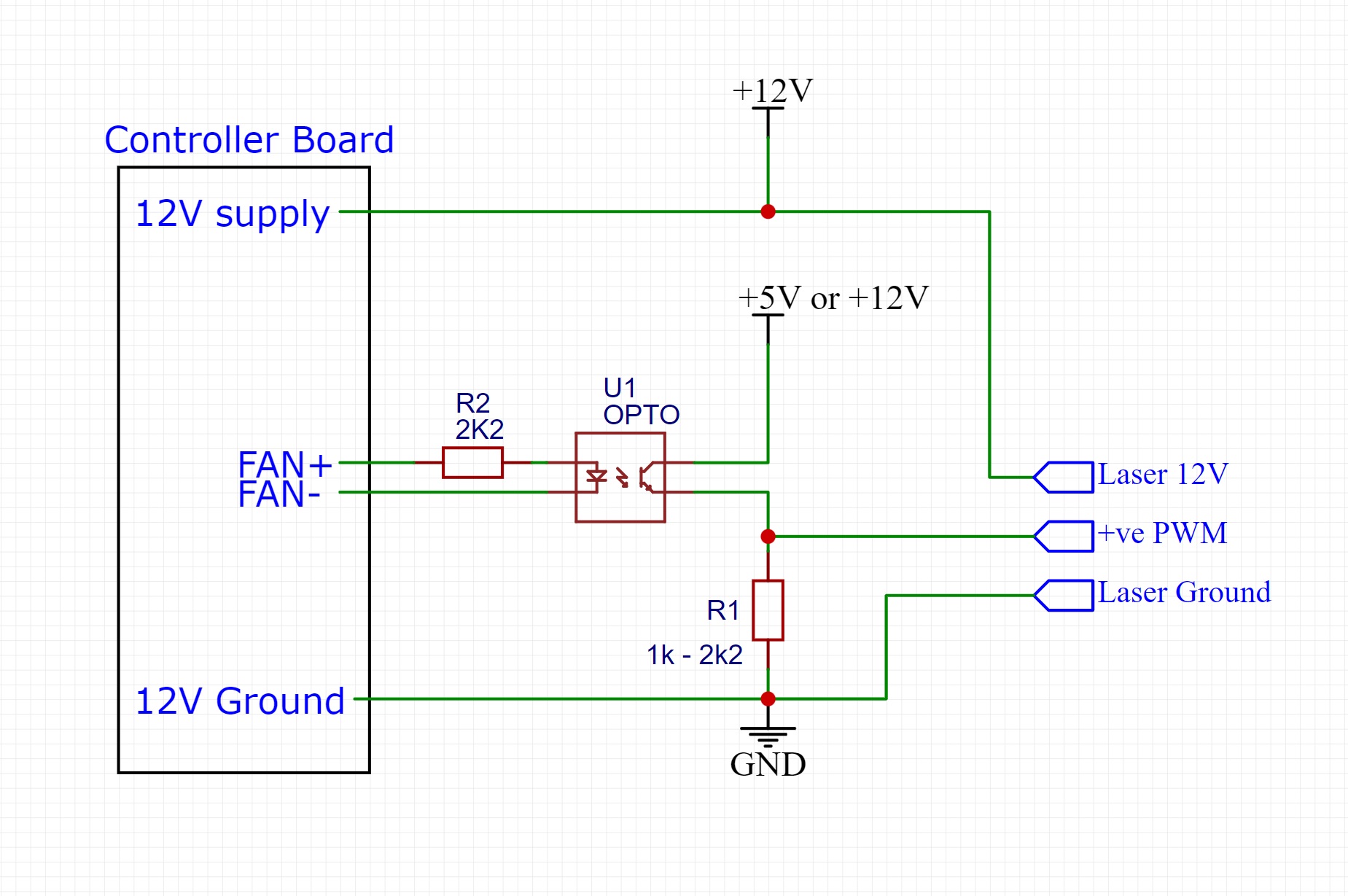
I have a 8 watt output laser that I can successfully turn on and off with the TFT35 Spindle interface, but it does nothing in the laser interface (replaced fan interface). Below are the changes I made in Marlin compiling for a BTT SKR 1.4 Turbo. M106 Sxxx (ive tried different number 0-255) does nothing. What am I missing? +12v and GND are connected to Fan 0 and the PWM pin is connected to P1.24 of the neopixel connector.
in Configuration_adv.h
#define LASER_FEATURE
#if EITHER(SPINDLE_FEATURE, LASER_FEATURE)
#define SPINDLE_LASER_ACTIVE_HIGH true // Set to “true” if the on/off function is active HIGH
#define SPINDLE_LASER_ENA_PIN P2_03 // Fan 0 pin for +12v amd GND for power and enable/disable
#define SPINDLE_LASER_PWM true // Set to “true” if your controller supports setting the speed/power
#define SPINDLE_LASER_PWM_PIN P1_24 // Neopixel data pin for +5v PWM
#define SPINDLE_LASER_PWM_INVERT false // Set to “true” if the speed/power goes up when you want it to go slower
#define SPINDLE_LASER_POWERUP_DELAY 1000 // (ms) Delay to allow the spindle/laser to come up to speed/power
#define SPINDLE_LASER_POWERDOWN_DELAY 1000 // (ms) Delay to allow the spindle to stop
in pins_BTT_SKR_common.h
#ifndef FAN_PIN
#define FAN_PIN P2_05 // move fan 0 pin P2_03 to bed bin
in pins_BTT_SKR_V1_4.h
#ifndef NEOPIXEL_PIN
#define NEOPIXEL_PIN P2_05 // move neopixel pin P1_24 to bed pin
#endif
Update: M3 and M5 work, but the Sxxx feature doesn’t change the intensity.





 so is that a typo?
so is that a typo?