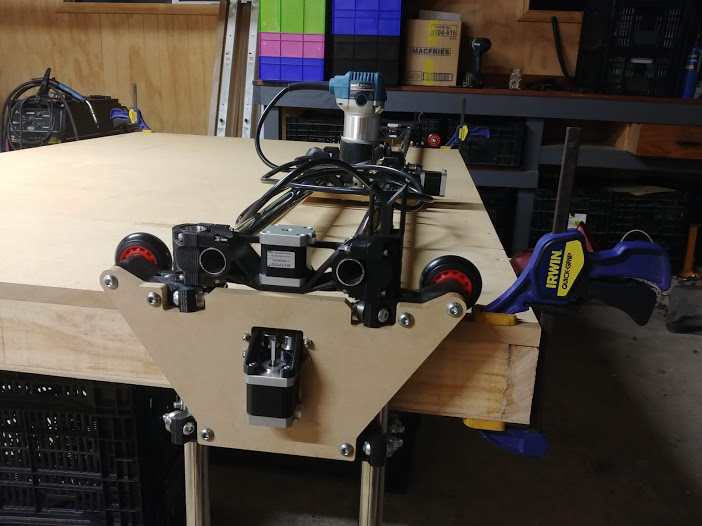
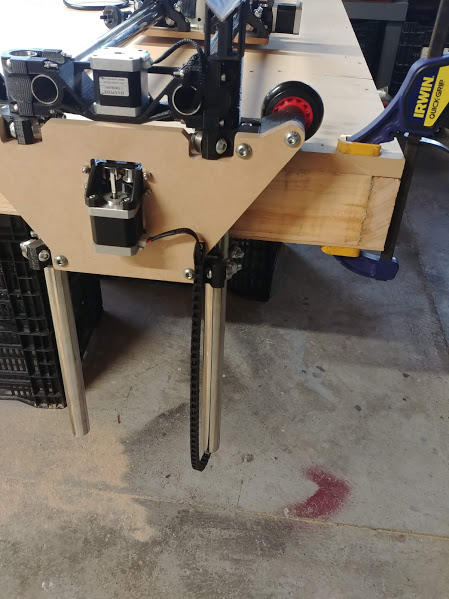
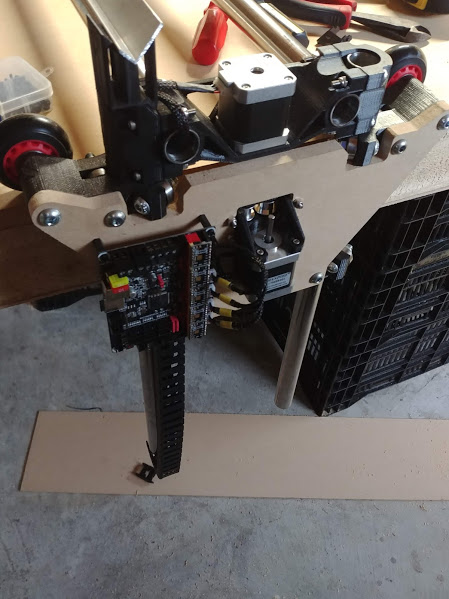
So, got the wiring done… Looks pretty good i thought!? didnt have enough to do X, so thats just dangling in the breeze ATM but more showed up today, so will fix that this week
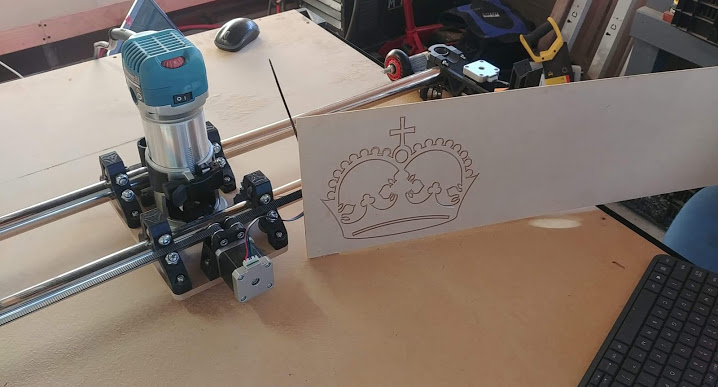
Here is a video of the first run of the LR2!!! didnt have a pen mount, and had my buddy around and we felt pretty confidant… so went with an engraving bit. Held the material by hand because we life our lives on the edge etc haha. It’s long, so just skip lots as nothing happens in the middle of the video
but this is it! a crown! we moved the board a little in a couple places. Took ages as it did 2 passes, but so be it… it made dust and im happy!
We did another one where we tried to do a calibration square/diamond/circle thing, but X stopped working… figured it was loose so cable tied in some strain relief and tried again. This time it worked, btu did a WEIRD thing…
It machined a pocket, then moved up 5mm above the work piece to move to the nexy pocket and then moved down to 1.6mm above to start ramping down into the piece again, but it only moved down a fraction of that, so it milled air for ages and the cut was only a couple mm deep. Then on the next move to the next pocket, same thing! moved 5mm proud (which was then 7 or 8 mm proud because of the previous fuck up) and then down but moved a fraction, so this time it even touch the material at the end of the 5mm deep pocket…
We checked the G code, and it is fine. The machine says it things it’s at -1mm for the first pass, but it was still 5mm clear of the material. First pocket was perfect though, so makes little sense.
Not sure if my explanation is garbage or not sorry… but i’ll spend a bit more time on it this week and see what we can make of it.
In positive news, my buddy Cam who came and helped me was reasonably impressed with the machine! He cut my plates at his work, where they have some FANCY machines! He was a little confused when i was talking about 15mm/s feed rates etc and laughed at me when doing 1mm passes on the first run, as they run 10mm cutters at 18 meters a minute through a 3/4" sheet in a single pass