Hi all,
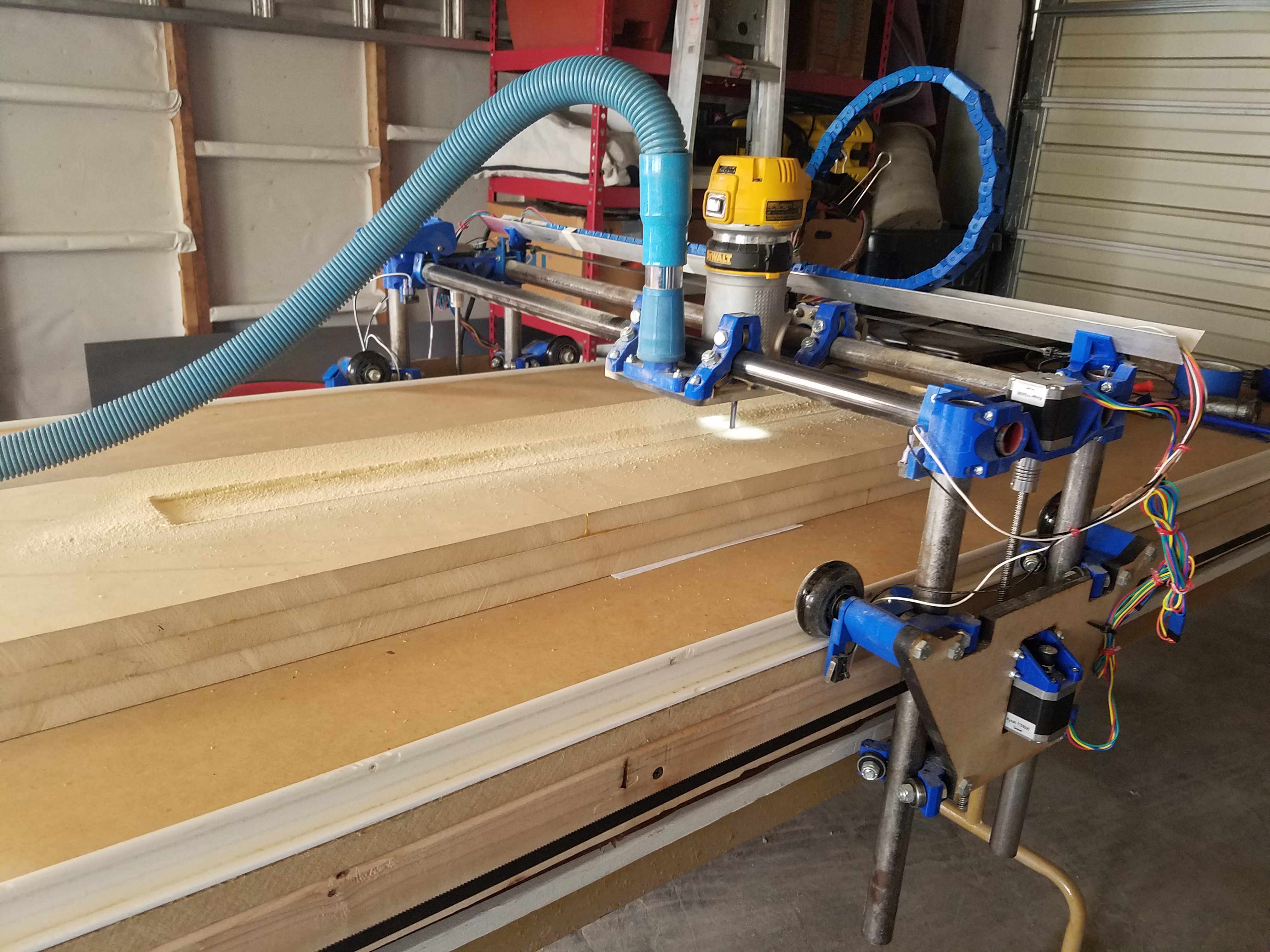
I’ve been having trouble with my lowrider 2 that I’ve finished building recently. I’ve been trying to cut out these large molds that take a few hours to do each. Every time I do the roughing phase, the cnc seems to reset itself at random. Some times it can work perfectly for a few hours before resetting. Sometimes it just resets a few passes into the job. This also seems to only happen for the roughing phase and never the finishing phase.
Extra Info:
I have a lowrider 2 and it has dual end stops and can home in all its axis.
I use estlcam v11 to generate the gcode.
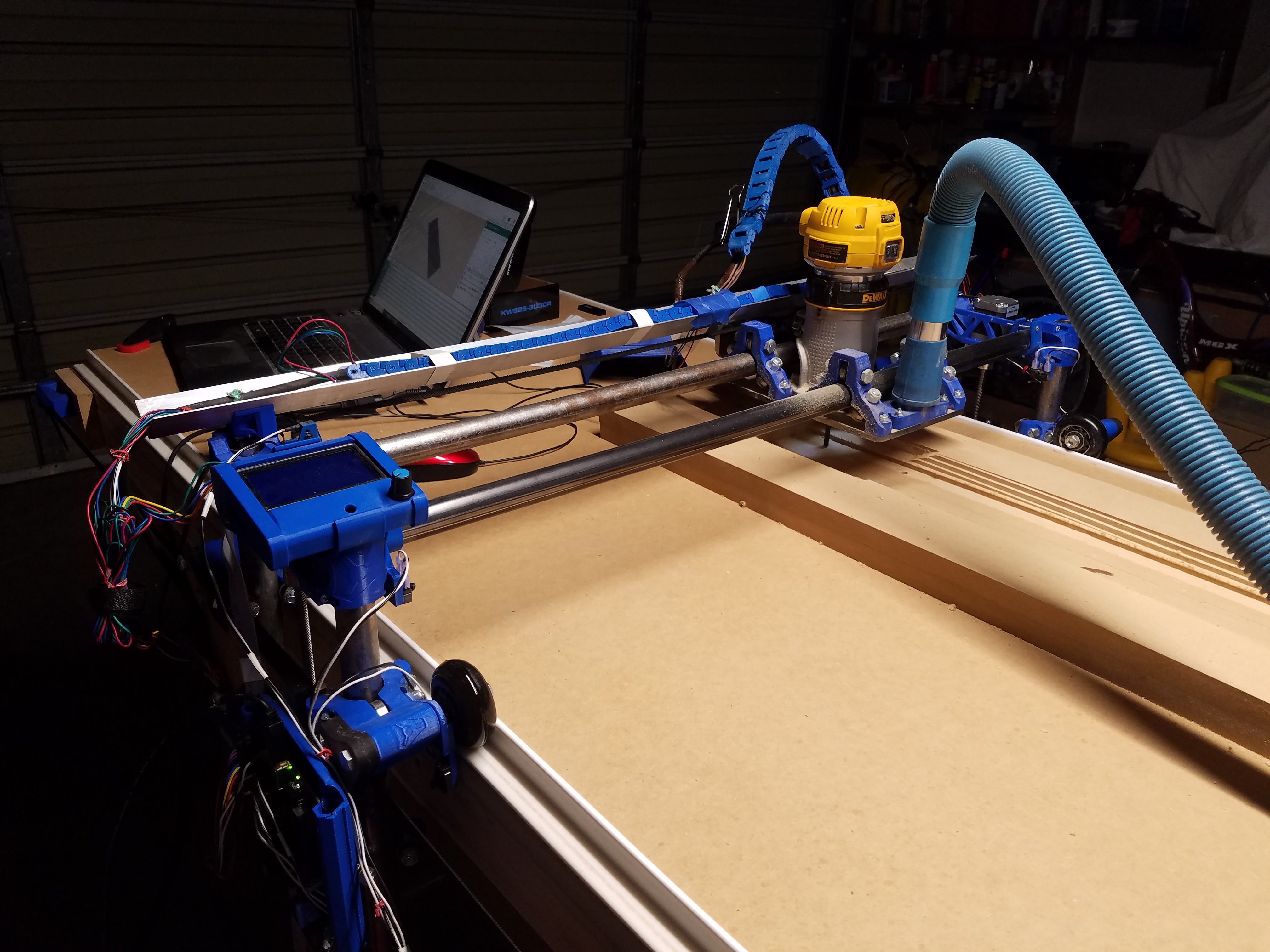
I have tried cutting through repetier host and through the lcd screen, the problem still arises.
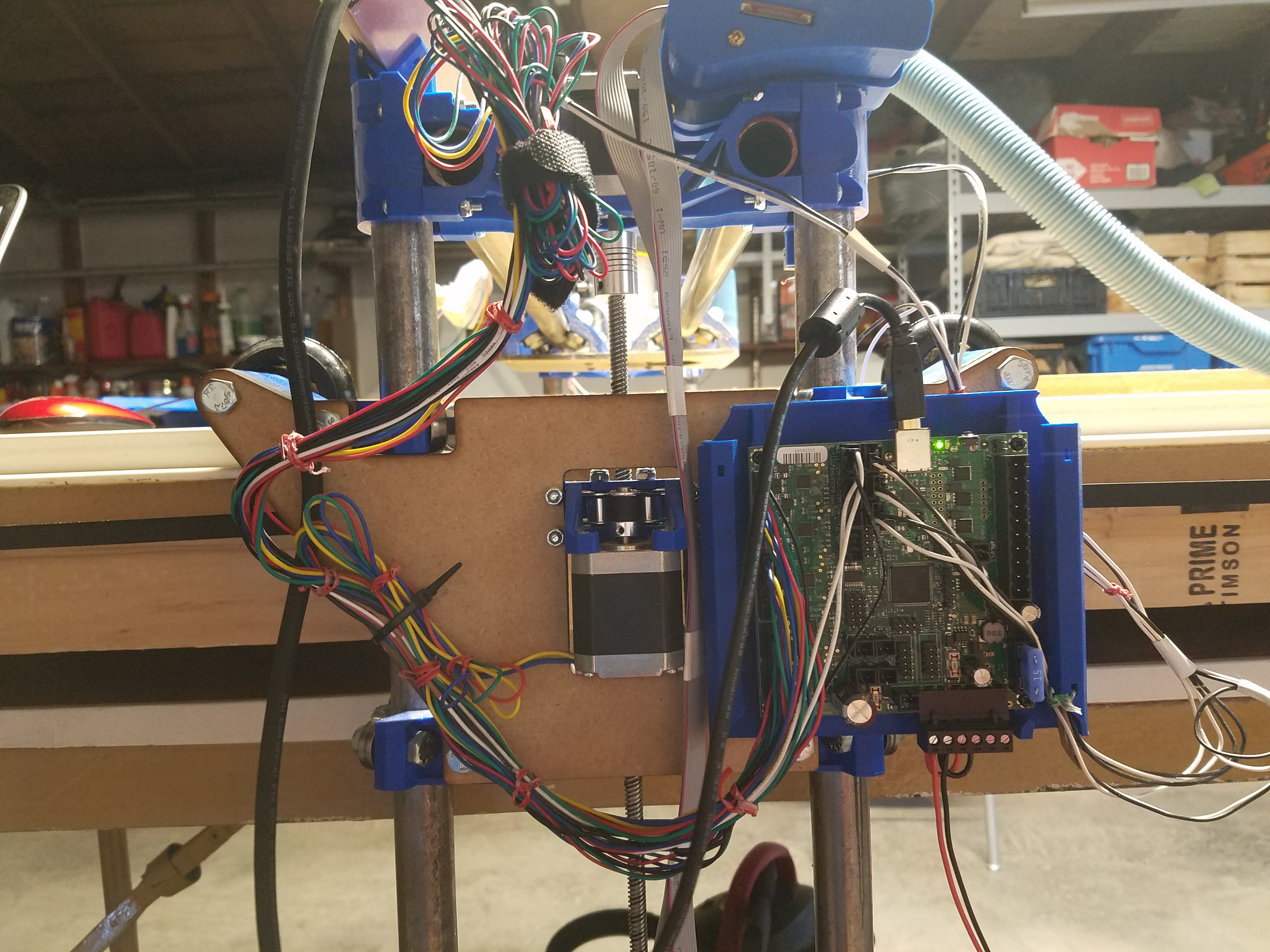
I have a Rambo board
Almost all the pieces were bought through the v1 shop, except the 3d printed parts.
Now I don’t know if it can be considered series or parallel wiring. But I wired up the steppers so that each one has its own slot. And modified the firmware in the advanced config, by commenting out the X_DUAL_STEPPER_DRIVERS, and setting NUM_Z_STEPPER_DRIVERS equal to 2. I did modify the series cables that came in the kit and made them into individual cables.
I’m also cutting mdf, (the home depot type) at a feed rate of 7 mm/s in x an y and 2 mm/s in z. (5mm step down, 50% step over, 1/4 ‘’ two flute end mill) I’ve also tried slowing down the feed rate when it cuts through repetier host and the lcd screen. The temperature of the motors also doesn’t seem to matter that much, I’ve cut with them being at around 50 C and also at 30-40 C, it still resets.
I can also see when during the cutting the reset happens, because the cnc just stops in its tracks and stays there for a few seconds and then z axis collapses and plunges the bit into the stock material (if I don’t catch it in time).
I’ve ran the gcode in mid air cutting nothing and it has no problem with it, but when it has to cut the mdf it will always resets in a random spot.
At this point I’m running out of ideas, I’m wondering if you guys have any ideas?
Below is a picture of my setup and the command log from repetier host.
Log
20:37:48.960 : N1341 M117 ETE 5h 09m 20s15
20:37:48.960 : N1342 G1 Y196.7 Z-25 F42066
20:37:48.960 : N1343 G1 Y1069.2 F42038
20:37:48.960 : N1344 G1 X136.7 F42031
20:37:48.976 : N1345 G1 Y196.8 F42026
20:37:48.976 : N1346 G1 Y188.2 Z-20.0494 F420110
20:37:50.397 : N1347 M117 ETE 5h 04m 47s5
20:37:50.882 : N1348 M10525
20:37:52.304 : N1349 M10524
20:37:52.304 : N1350 G1 X139.9 F42027
20:39:57.951 : N1351 M10517
20:39:57.951 : N1352 M117 ETE 5h 04m 47s1
20:39:57.951 : N1353 G1 Z-20.0522 F42050
20:39:58.419 : N1354 M117 ETE 5h 04m 47s7
20:39:58.419 : N1355 M10521
20:39:58.419 : N1356 G1 Y196.8 Z-25 F42072
20:41:55.301 : Error:!! KILL caused by too much inactive time - current command: G1 Z-20.0522 F420
20:41:55.364 : Error:Printer halted. kill() called!
20:41:56.551 : Printer reset detected - initializing
20:41:56.551 : start
20:41:56.551 : echo:Marlin 421D bugfix-2.0.x
20:41:56.551 : N1 M10538
20:41:56.551 : N2 M117 ETE 5h 04m 45s52
20:41:56.551 : N3 M140 S0102
20:41:56.551 : echo: Last Updated: 2020-03-06 | Author: (V1 Engineering, Ryan, 421D)
20:41:56.551 : echo:Compiled: Jun 23 2020
20:41:56.551 : echo: Free Memory: 3405 PlannerBufferBytes: 1488
20:41:56.738 : N1 M11034
20:41:56.738 : N2 M11536
20:41:56.738 : N3 M10536
20:41:56.738 : N4 M11435
20:41:56.738 : N5 M111 S698
20:42:04.300 : echo:SD init fail
20:42:04.316 : echo:V76 stored settings retrieved (623 bytes; crc 38721)
20:42:04.316 : echo: G21 ; Units in mm (mm)
20:42:04.316 : echo: M149 C ; Units in Celsius
20:42:04.316 : echo:; Steps per unit:
20:42:04.316 : echo: M92 X100.00 Y100.00 Z400.00 E100.00
20:42:04.316 : echo:; Maximum feedrates (units/s):
20:42:04.316 : echo: M203 X50.00 Y50.00 Z15.00 E25.00
20:42:04.316 : echo:; Maximum Acceleration (units/s2):
20:42:04.316 : echo: M201 X180.00 Y180.00 Z80.00 E180.00
20:42:04.332 : echo:; Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel>
20:42:04.332 : echo: M204 P180.00 R3000.00 T180.00
20:42:04.332 : echo:; Advanced: B<min_segment_time_us> S<min_feedrate> T<min_travel_feedrate> J<junc_dev>
20:42:04.332 : echo: M205 B20000.00 S0.00 T0.00 J0.04
20:42:04.332 : echo:; Home offset:
20:42:04.332 : echo: M206 X0.00 Y0.00 Z0.00
20:42:04.332 : echo:; Endstop adjustment:
20:42:04.332 : echo: M666 Y0.00
20:42:04.332 : Z0.00
20:42:04.582 : N6 T060
20:42:04.582 : N7 M2022
20:42:04.597 : echo:Unknown command: “M140 S0”
20:42:04.597 : N8 M8019
20:42:04.597 : FIRMWARE_NAME:Marlin 421D bugfix-2.0.x (GitHub) SOURCE_CODE_URL:https:/github.com/MarlinFirmware/Marlin PROTOCOL_VERSION:1.0 MACHINE_TYPE:V1 CNC EXTRUDER_COUNT:0 UUID:cede2a2f-41a2-4748-9b12-c55c62f367ff
20:42:04.597 : Cap:SERIAL_XON_XOFF:0
20:42:04.597 : N9 M220 S100104
20:42:04.597 : N10 M221 S10081
20:42:04.613 : Cap:BINARY_FILE_TRANSFER:0
20:42:04.613 : Cap:EEPROM:1
20:42:04.613 : Cap:VOLUMETRIC:0
20:42:04.613 : Cap:AUTOREPORT_TEMP:0
20:42:04.613 : Cap:PROGRESS:0
20:42:04.613 : Cap:PRINT_JOB:1
20:42:04.613 : Cap:AUTOLEVEL:0
20:42:04.613 : Cap:Z_PROBE:0
20:42:04.613 : Cap:LEVELING_DATA:0
20:42:04.613 : Cap:BUILD_PERCENT:0
20:42:04.613 : Cap:SOFTWARE_POWER:0
20:42:04.613 : Cap:TOGGLE_LIGHTS:0
20:42:04.613 : Cap:CASE_LIGHT_BRIGHTNESS:0
20:42:04.613 : Cap:EMERGENCY_PARSER:0
20:42:04.613 : Cap:PROMPT_SUPPORT:0
20:42:04.613 : Cap:AUTOREPORT_SD_STATUS:0
20:42:04.613 : Cap:THERMAL_PROTECTION:1
20:42:04.613 : Cap:MOTION_MODES:1
20:42:04.613 : Cap:CHAMBER_TEMPERATURE:0
20:42:04.613 : N11 M111 S687
20:42:04.613 : N12 T0*9
20:42:04.628 : X:0.00 Y:0.00 Z:0.00 E:0.00 Count X:0 Y:0 Z:0
20:42:04.628 : Count X:0 Y:0 Z:0
20:42:04.628 : echo:DEBUG:INFO,ERRORS
20:42:04.628 : Begin file list
20:42:04.628 : End file list
20:42:04.628 : echo:Unknown command: “M80”
20:42:04.628 : echo:Unknown command: “M221 S100”
20:42:04.628 : echo:DEBUG:INFO,ERRORS