I’m using Repetier Host 2.2.4 to square my LR3 (Rambo 1.4 board). I have zero experience with any of this, so there’s that. The V1 instructions say start by using gcode G92 X0 Y0 Z0 and check box. Attached is a picture of repetier host in manual control page trying to input the gcode.I am assuming this is where I should be. I typed in the gcode but there’s no box to check, only a send button. Currently my machine is center of the table and XYZ approx mid position.
I guess I’m asking for step by step instruction for dumbies😮
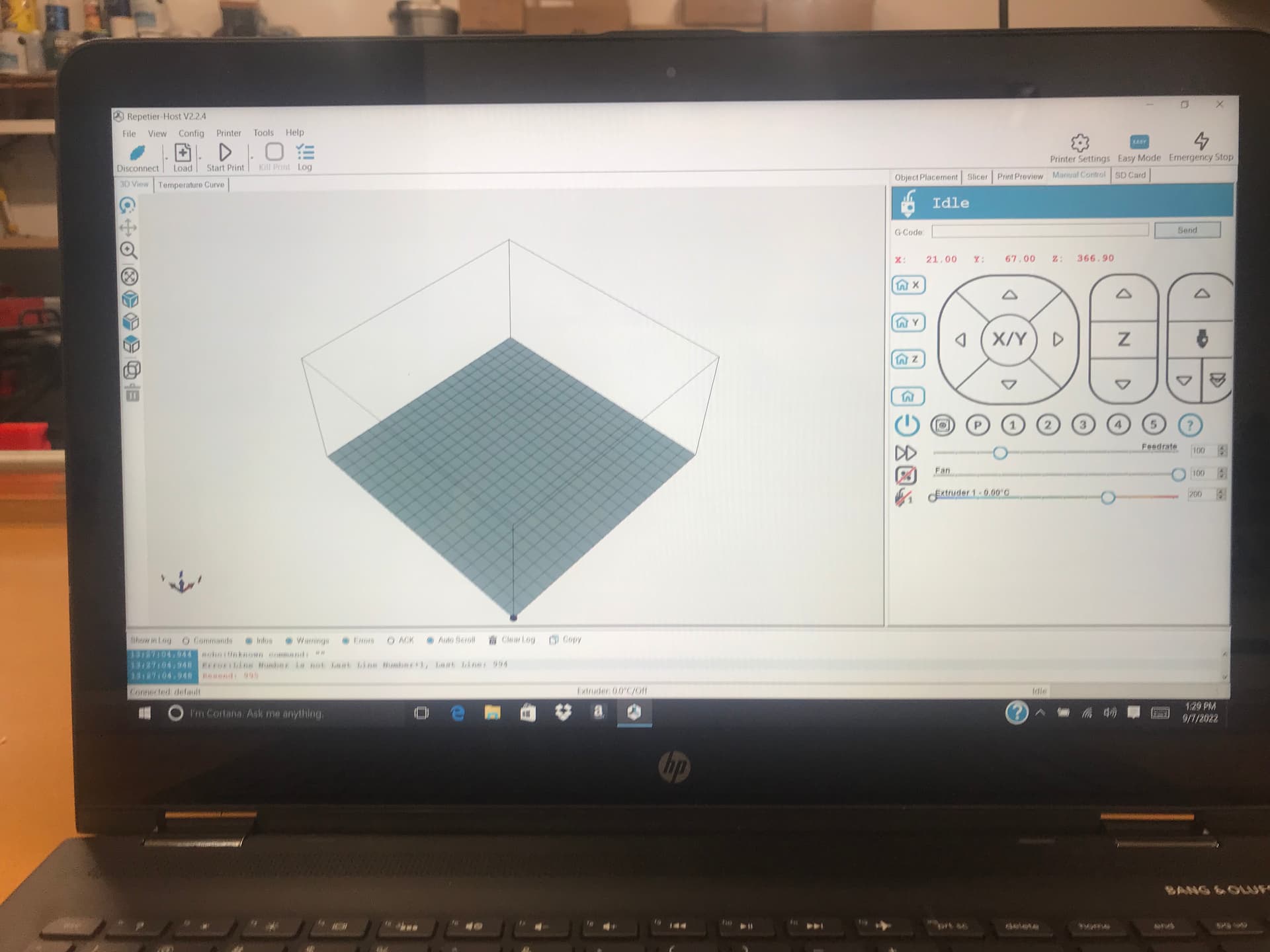
Basic setup for repetier host has the extruded and bed heat checked and somewhere I need to enter table dimensions under “extent”……………….
You’ll enter any gcode command in the gcode field on the Manual Control tab, then click the Send button just to the right of that field.
I don’t believe Repetier will honor the G92 resetting the current position. It has it’s own command to tell itself it’s at the origin without homing. After sending the G92 X0 Y0 Z0 send the repetier command @isathome to have repetier correct it’s coordinate display.
(this is based on old past experience double-checked against G92 does not zero coordinates? - Repetier-Forum today)
2 Likes
Thx for the response ttaband, so would I use the command @isathome as the location coordinates for the material to be cut?
Sorry for the delayed response.
No - @isathome just tells Repetier that it’s current location is the origin, and doesn’t take any arguments the way G92 can. So, jog the tool to the desired origin (i.e. X=0, y=0, Z=0) position, then use the G92 X0 Y0 Z0 command - this tells the microcontroller you’re at the origin. Then follow it with @isathome, which tells Repetier Host to set it’s display to agree with the microcontroller about origin location.
An important issue to understand here, is that G92 can set tell the microprocessor the current position is any arbitrary location (it doesn’t have to be X0 Y0 Z0), but @isathome only lets you set the Repetier Host display back to “home” of X0 Y0 Z0. So, if you’re using a 0.5 mm touch-plate for finding your Z height, you’d actually execute G92 X0 Y0 Z0.5 at the end of your probe routine, then you’d need to jog down .5mm before executing the @isathome command in Repetier host.
1 Like