(Somewhat of a continuation of this post)
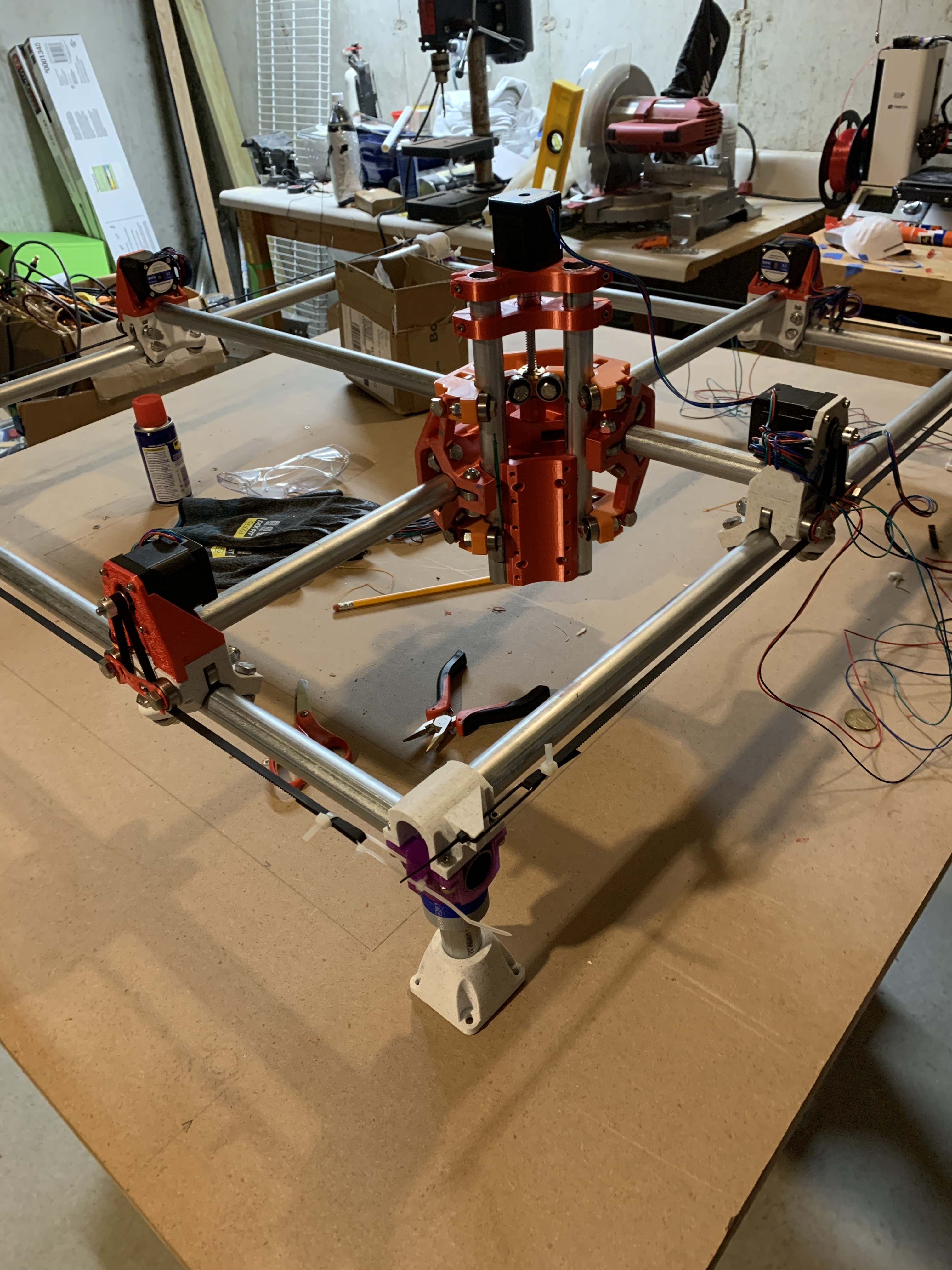
Built this around a month ago, probably right before the primo came out, and I didn’t know about these forums. I’m using 23.5mm tubing and have an actual work area of about 23"x23". I’m currently using a DW660 but plan to upgrade. I worked my way up cutting mdf to wood to aluminium. I used the mill to make a cool cutting board for a family member.

Last night I tried aluminium. I was using the settings in the description of this video, with the same 1/8" single flute endmill. It had horrible chatter and I was only able to get acceptable chatter with the speed at 25%, but still not very good. I was not using trochoidal milling though. I’m also using 6061-T6, a harder alloy, don’t know how much harder though.

Chatter so bad it looks like someone took a bite out of it.
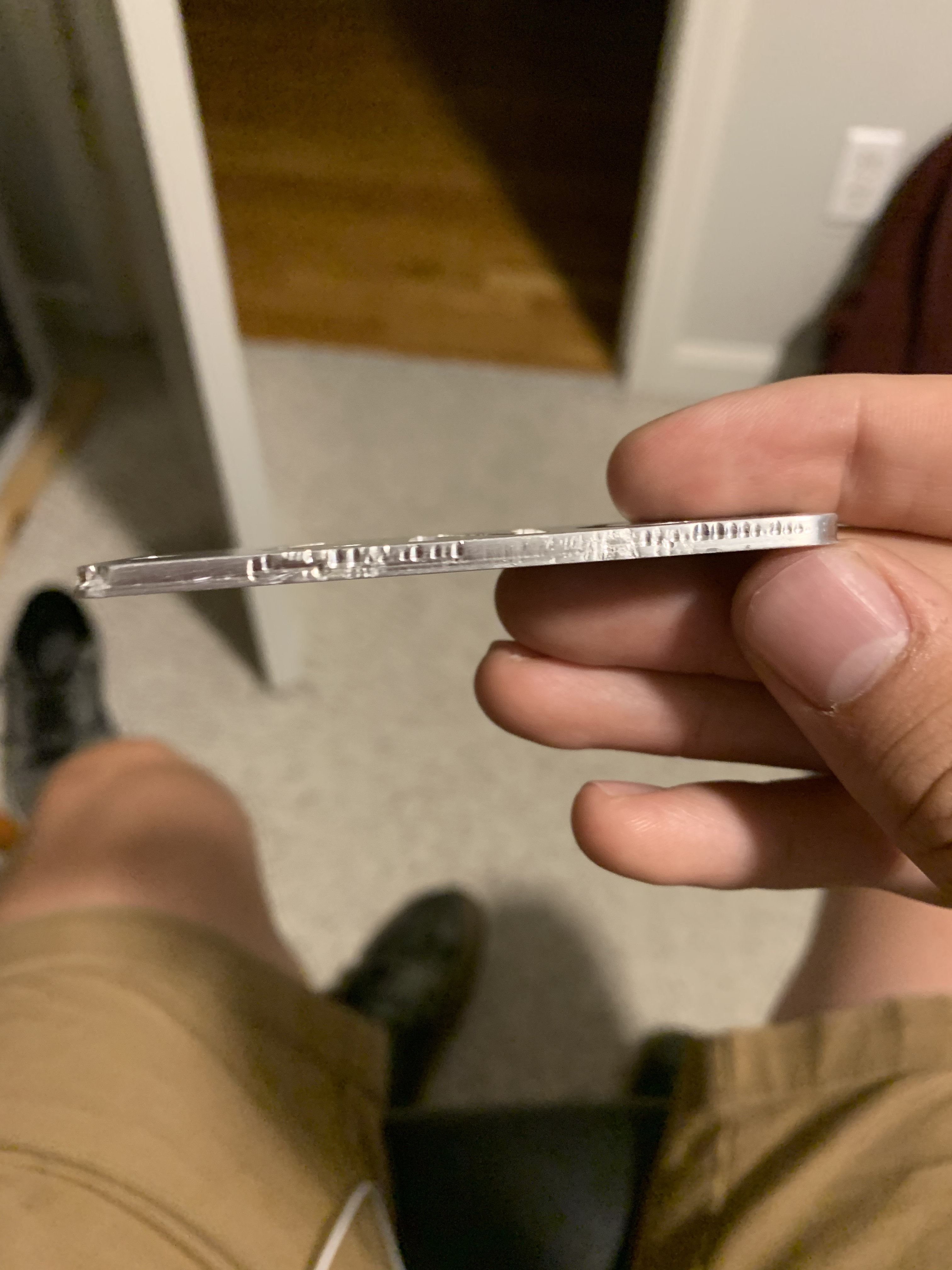

These are opposite sides, the one with an obviously worse surface finish was conventional milling and the cleaner one was climb milling. If I change it so that it climb mills all the way it might work better but would have an interrupted cut and would have to enter the material again.

For a first try, not horrible.
My dad (I’m 14) brought home a 1/8" 4 flute endmill today. He works in a machine and assembly shop, so it was just an old one. I understand how unadvised a 4 flute endmill in aluminium at 30,000 rpm is, but I wanted to just see what would happen. I was not putting myself in any danger, I have an enclosure around my mill and wear a face shield, kinda like the covid ones but thicker.
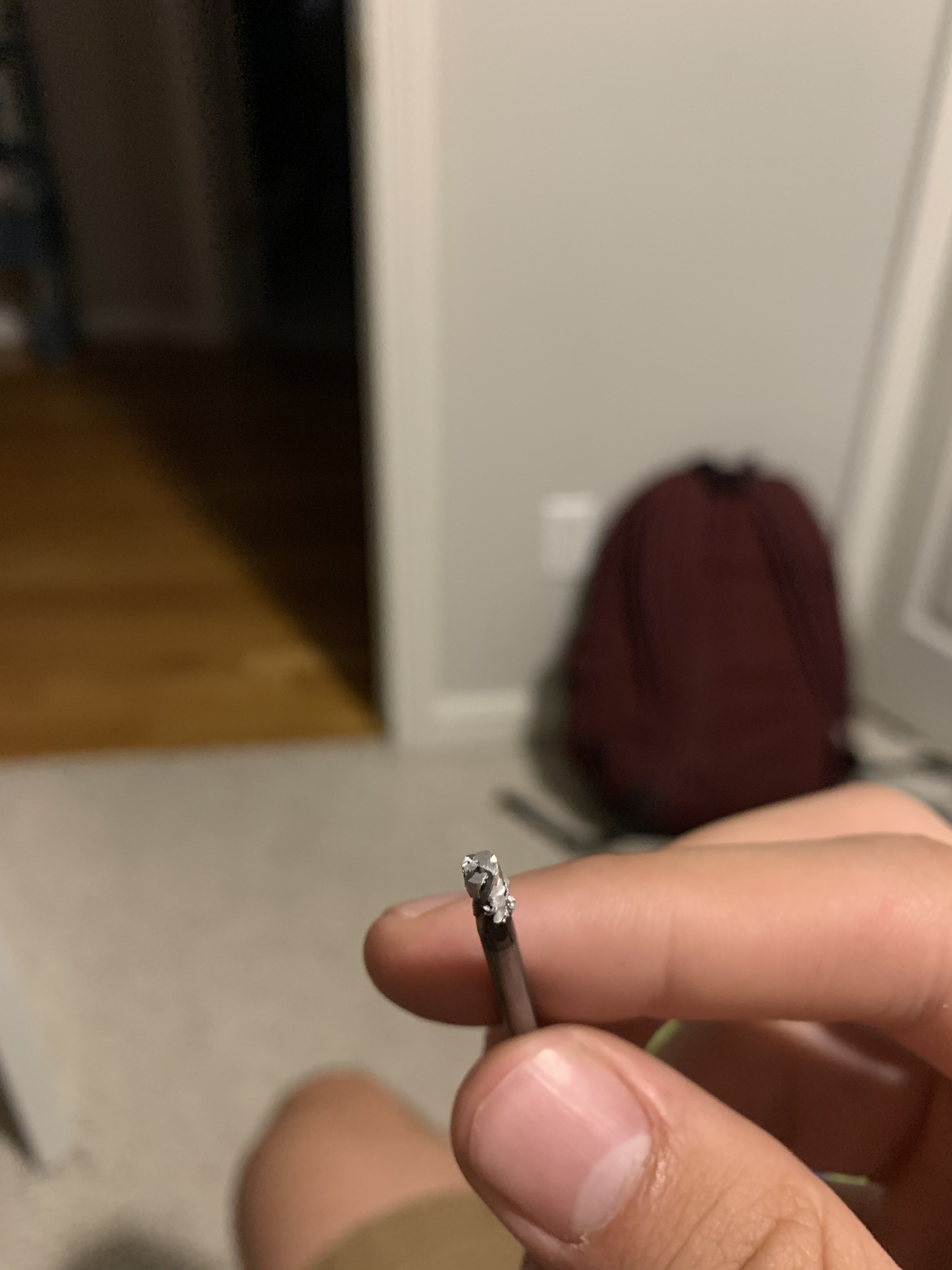
No surprises here, the flutes are packed and the aluminium is probably welded to the endmill, I can try and get it out tomorrow or something but probably not likely. Plus, kinda cool.
As mentioned in the post linked above, I am converting my mpcnc to use leadscrews, spare from my dads work. I made these nuts on the mill, then tapped them with a leadscrew I ground a flute in with my dremel and a cut off wheel.
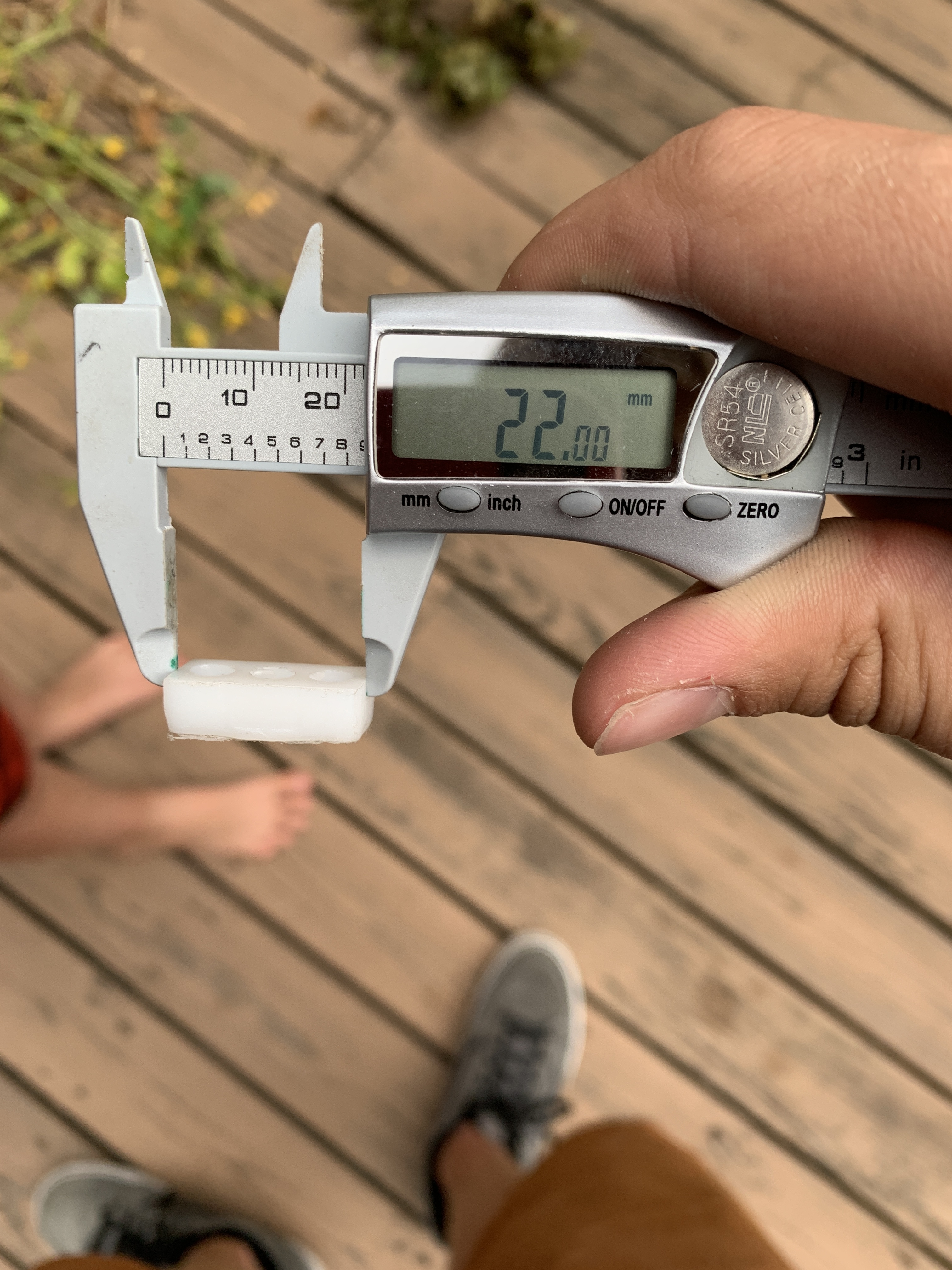
Measuring plastic with plastic calipers means you can squeeze till you see what you want.
I made these also that will hold the nuts.

I’m making the rest of the parts once I get new filament.
Future Upgrades:
Leadscrews
Primo core, all the leadscrew parts fit on the burly frame parts, but one on the core so why not
This spindle w/ speed control. I have more details in the thread linked above, if you would check that out it would be greatly appreciated, there are some question there unanswered, if you knew anything that would be great.
Maybe GRBL
Like I said, I’m 14 so I don’t have a ton of money, I started going to work with my dad and doing assembly work to earn more. The MPCNC is something I saved up for and built all on my own. It’s a great machine. I had a little previous experience in cnc machining as I was previously interested in it a few years ago and did some of the Titans of CNC stuff but never had the means to build or acquire my own. Both this forum and the instructions written by Ryan, which is also my name, have been extremely helpful. Thank you all.