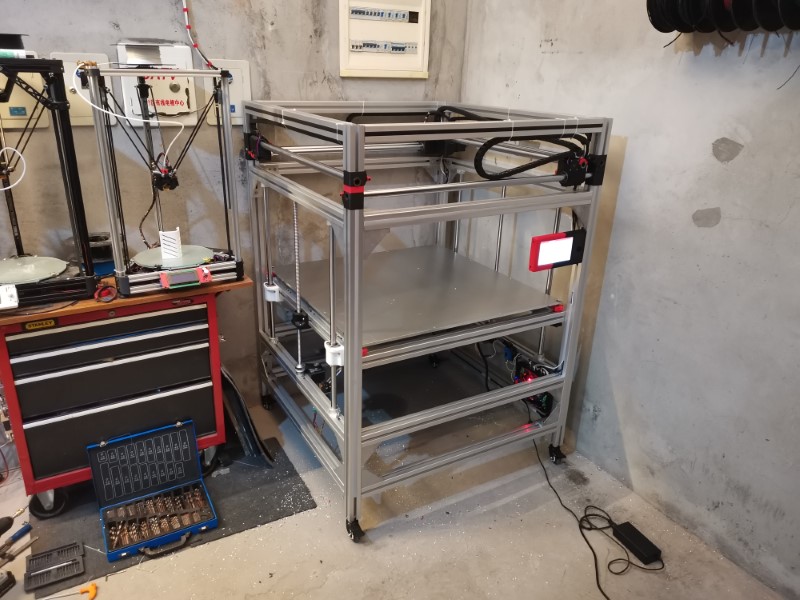
Hi Mr. Dui. Congratulations for your build!
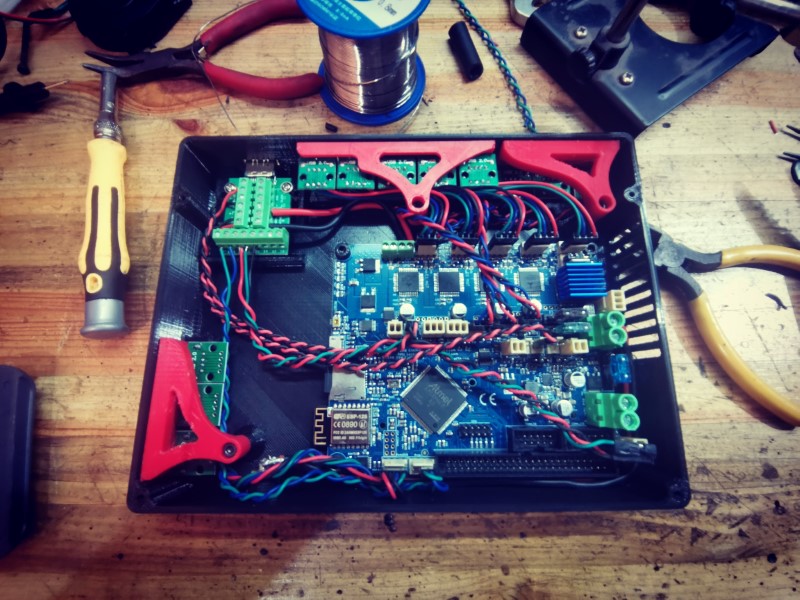
Some time ago I have upgraded my Leapfrog Creator (a big printer, similar to your build; ok, not that big… ). Even attached Armin’s controller to it…by USB cable.
). Even attached Armin’s controller to it…by USB cable.

So been there, did that.
If you take my 2 cents, here they are:
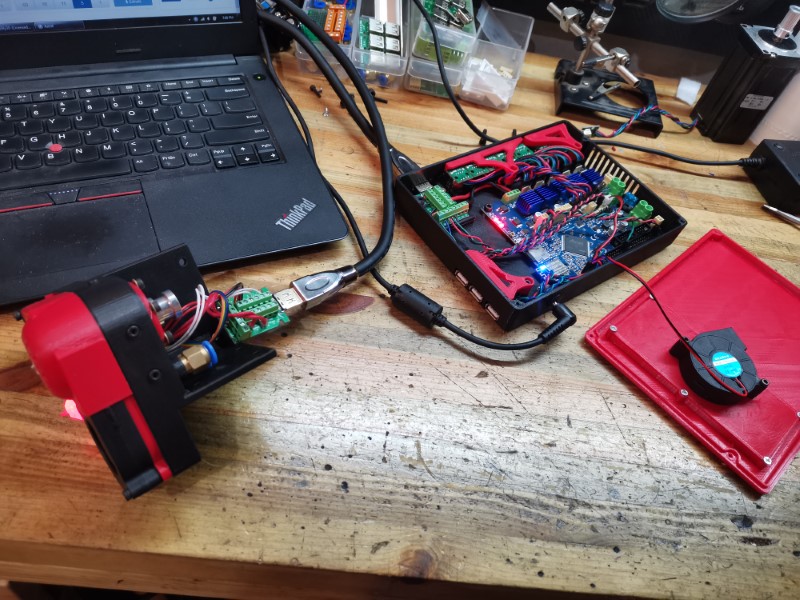
I have thought of using USB cables allaround for connections of different modules but I gave up. If you have been somebody else with a regular printer I have had adviced him to try it -maybe fix USB connectors with hot glue or zip ties.
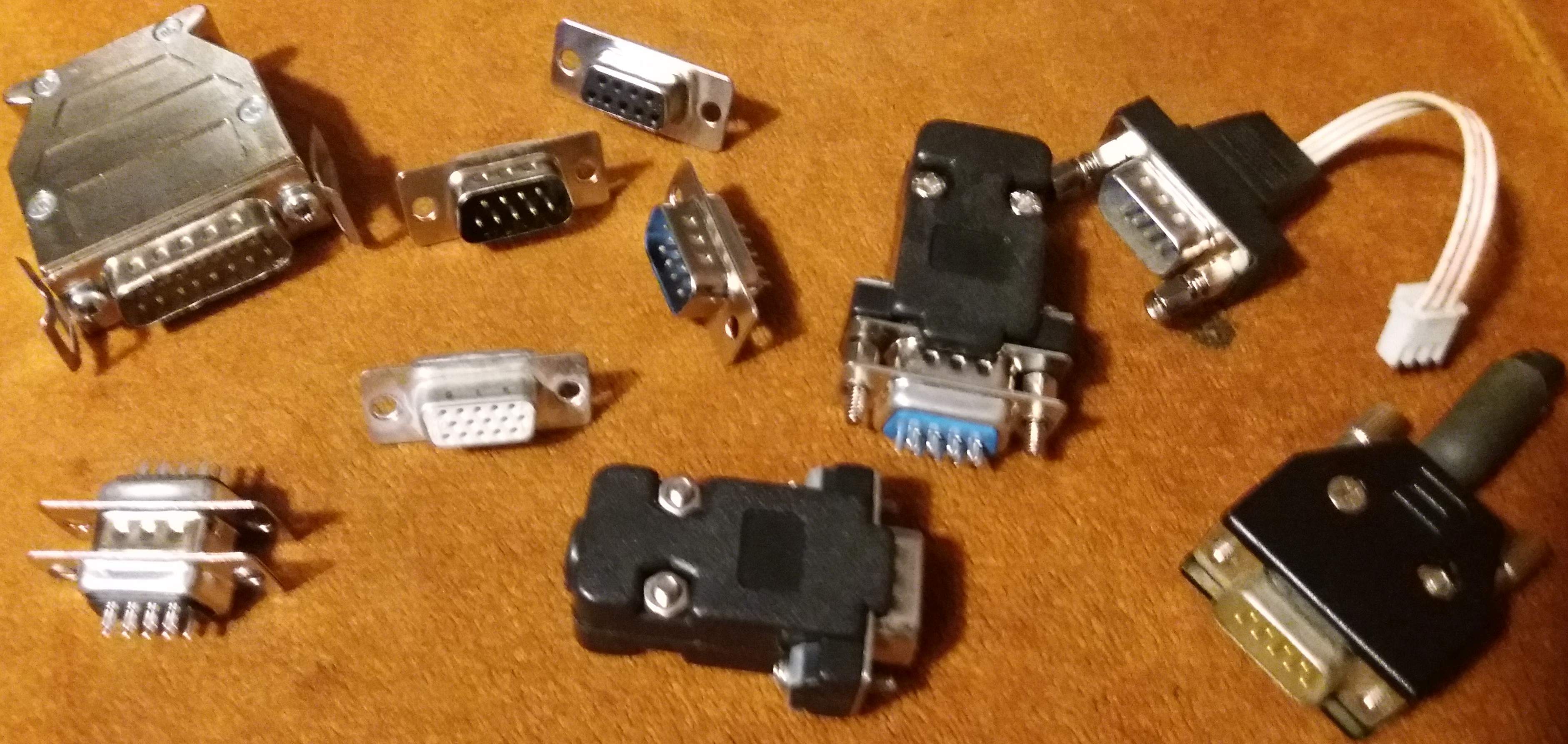
But you want to build an industrial grade printer and everything should match that. Here are downsides of USB cables, Wires inside are too small for power requirements. Never calculate wire section to the limit. Stepers need bursts of current to give their best, so the larger the better (copper section). Cables might suffer damage-even from assembly stage -which reduce effective section. Normal USB cables are not built for all arround the clock bending/ pulling/ shape change. Most exposed in the cable are the terminals where change in stiffness appear. This concentrates mechanical stress.The USB cunnections themselves are not made to compensate long time these kind of stresses so they might loose the good contact. From my history I can tell I have lots of old USB cables that don,t work properly -either interupted, or making random contact. This is a killer for robust design. Best from USB family would be Micro-USB which have hooks to keep connection secure and are made for frequent connection and certain mechanical stress. Never evaluated USB-C but I know I have connection issues with USB 3.1 sticks. HDMI connector retention seems to be better, but how it will work - I don’t know. I prefere DB15 where you can customize a lot concerning wire section, order of wires, and you have a lot of pins available. There are also small size versions and I guarantee -fitted on your machine- they won’t look that bulky. but if you look for small size and modularity, there are lots of FSC8 and alike cables and connectors for industrial proximity sensors. They ar built for industrial processes and match the intent.


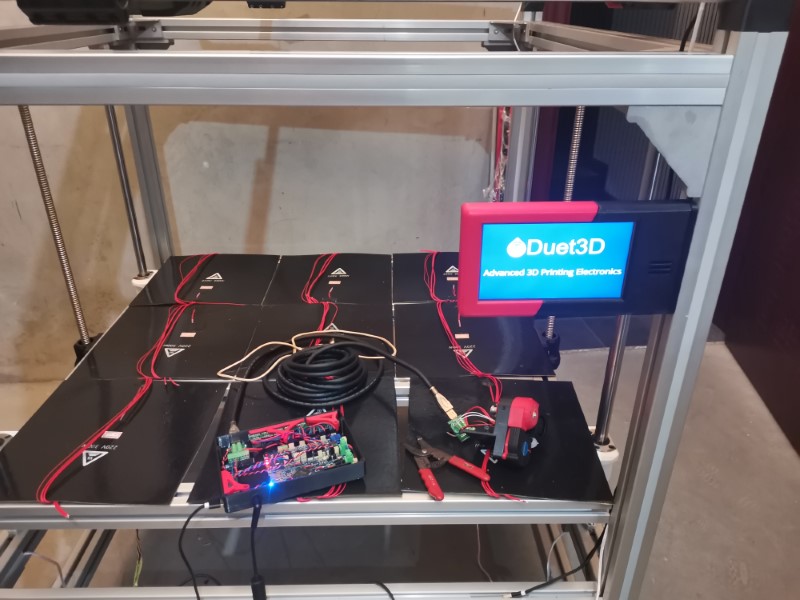
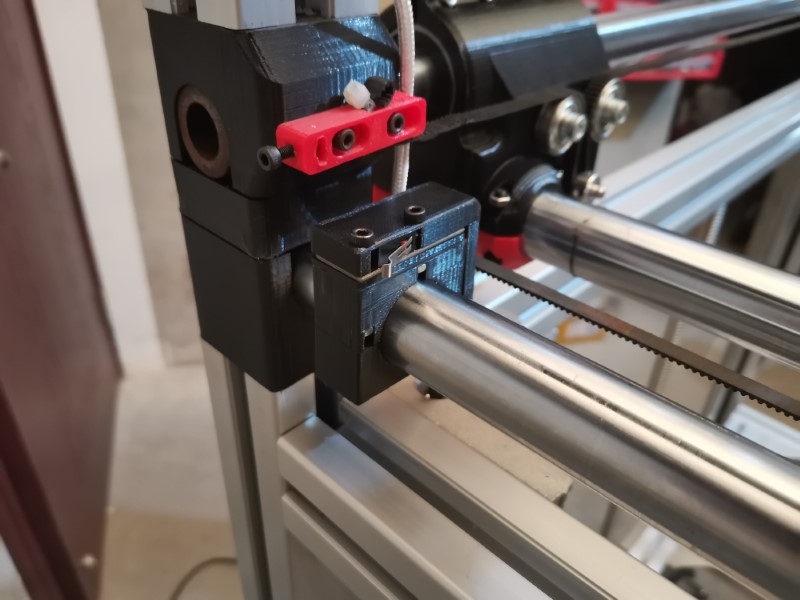
Regarding Heat bed, though i think motors can cope with 40kg weight, ball screws have high degree of reversibility. That’s why I would use counterweights/pulleys to compensate dead weight.
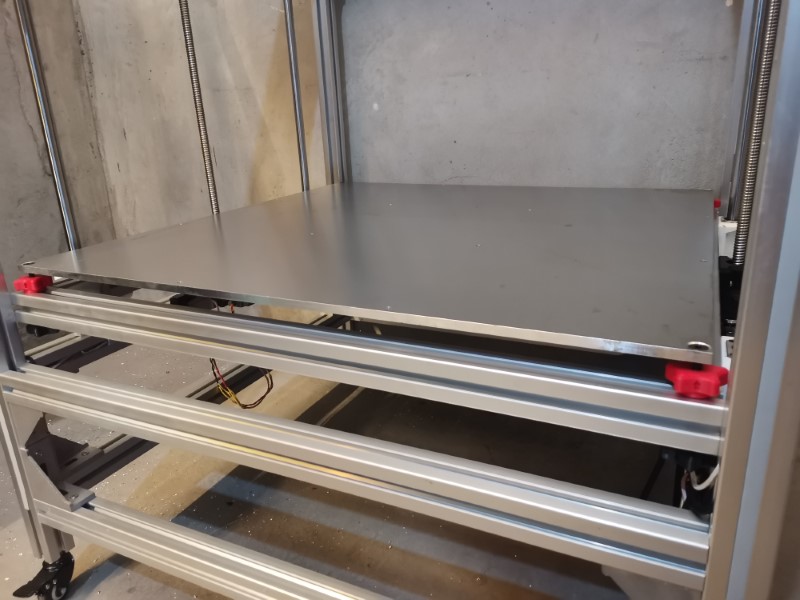
About heating time/first layer calibration, I think you’ll have a real head-ake. Though You might obtain a fast heat-up- which i doubt, considering the layers: silicone/air/alu(40kg)/air/glass, will be a lot of inertia. indication of thermal sensors(near silicone) would be meaningless for actual real time temperature of glass surface. I have seen a lot of thermal maps in printers bed surface and all have the borders green and middle yellow-red. What I mean it is a transient process and even if thermistors/bed reaches 60 degree in 4min, sabilisation will take 15-20 min on such a big bed and only after you can make a reliable bed leveling.
If I were what I’m not  , I would make a real-time ultrasonic bed level sensor. I would make first a pre-calibration with quite a dense grid (with ultrasonic, carriage does not need to stop for probing). After that, I would make a real time reading and correction for first layer, each 4-5 seconds (probe should be quite close to nozzle). Other than that you might have thermal bowing - 0.1mm/ 100mm leading to 0.4 mm in the middle of bed. This is not noticeable for human eye but does matter for first layer.
, I would make a real-time ultrasonic bed level sensor. I would make first a pre-calibration with quite a dense grid (with ultrasonic, carriage does not need to stop for probing). After that, I would make a real time reading and correction for first layer, each 4-5 seconds (probe should be quite close to nozzle). Other than that you might have thermal bowing - 0.1mm/ 100mm leading to 0.4 mm in the middle of bed. This is not noticeable for human eye but does matter for first layer.
For the first layer adhesion, at least for non-good looking, large parts, I would reccomend perforated board - or kind of 3D UP-mini style board, fixed on all its edges. Together with raft, there is no match for print’s adhesion. Imagine in a 500mm diameter print thermal constriction generares forces of tens of kgf.
Good luck and hoping to see more.