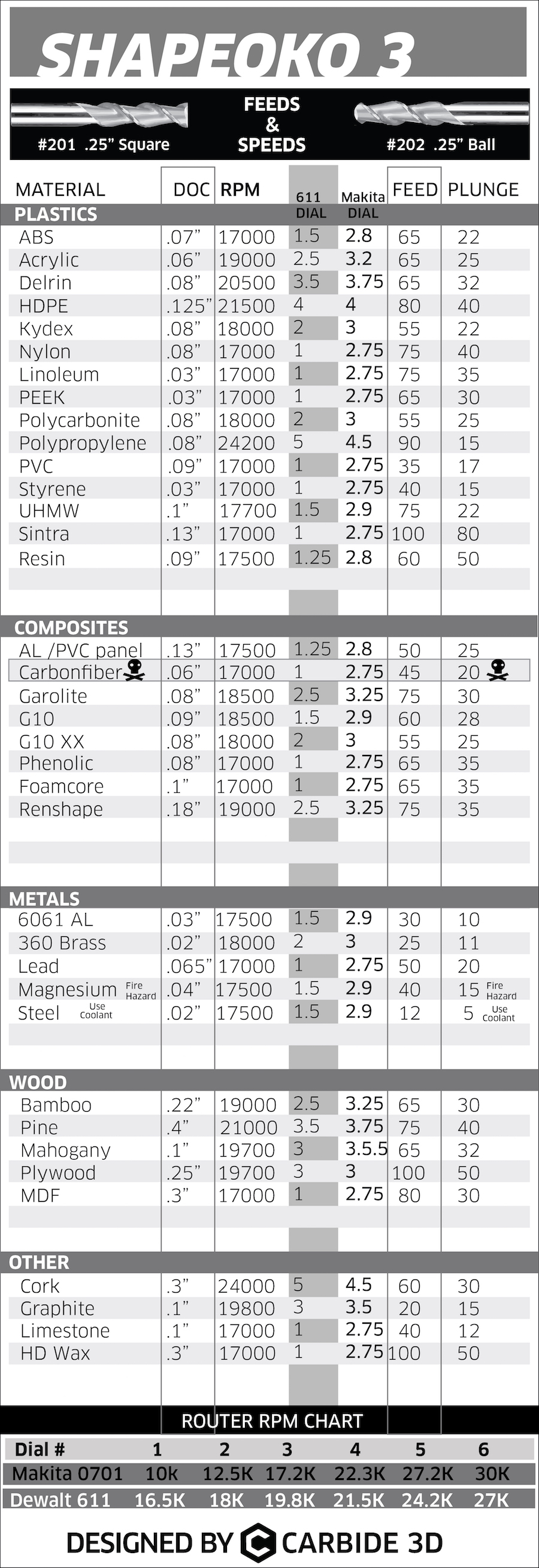
Hey all. I’m in the process of ramping up my abilities to include cutting and I am wondering if we could build a reference chart for us noobs for our spindles that we have standardized on, Dewalt 660 and the Makita?. But maybe this chart could give us an idea of what we could look for, for various materials or does something like this already exist? My plan is to use Fusion 360 CAM eventually but even for Estlcam it would be nice to have a reference. I attached a link to a picture that they use for the Shapeoko 3 for a .25" End and Ball Mill that could be of reference.
We have tried before a bit. The difference is everyone builds there machines at drastically different sizes. Each size is different speeds and feeds. I have a break down of how I do it on the milling basics page.
So when you say each size is different speeds and feeds you mean the size of the bit? or the size of the machine? So if I was to build a machine larger than my 12"x12" cutting area machine I would need to have slower speeds and feeds?
I’m happy to record my notes but if others would like to chime in on theirs as well that would be great because I understand that its a really important thing to get right to get the right chips off of the material, not ruin the bits, and get the desired cuts.
Exactly, and a 3" Z vs a 4" Z as well. there are 4’x4’ builds and 10" x 10" builds some with 18" Z axis. If I say I cut something at a certain speed I get emails about how there machine can’t do that…with a “small 6” Z axis. So many variables, it makes it tough.
Yikes… but I would assume that is the basic problem for the Shapeoko and the X-Carve too the only difference being that they can standardize on three different build sizes.
So in my opinion I guess the table would look like what it takes to cut various materials on my size of machine and then others can use it as a reference point.
The shapeoko chart should be a good match as well. Same thing, see how those numbers translate to your machine and adapt. They aren’t as different as people think.
Quick question. How often do you adjust the speed on your Dewalt 660? I’m looking at cutting ABS and according to the Carbide Speeds and Feeds chart for a .25" end mill it wants the router operating at about 17k RPM and then DOC at .07" and feed rate at 65 mm/s (I assume) when the 660 does 30k at FLA. I’m going to plan on using your values in the Milling Basics tab but wondering if I should adjust the 660s output to maybe half FLA?
Now, I would not use a .25", best to learn with a 1/8". Even better is a single flute 1/8". You should never ever try to make a cut at 65mm/s on an MPCNC. 30 max, I use 8-15. Whatever chart you are looking at must be for a giant mill.
But with that said I will do the 1/8" single flute end mill with a 8-15 mm/s feed rate.
But would it also make sense to turn down the 660 to prevent melting of material with the bit? I have made one of the DIY speed controls ready to rumble.
Plastics are not that hard to mill, they just have a much smaller sweet spot than wood. I 100% recommend a speed control. The important part with plastic is getting the chips out of there to prevent re-cutting and melting so a single flute makes that much easier.
I cut a 2" circle in 3/8 pine with a 1/4" 60 degree bit at 60mm/s in one swipe! I didn’t have my speed set right or the number of cuts. Newbie mistake. But the dam think chugged right through it with out missing a step! Surprising…
{kind=link}