

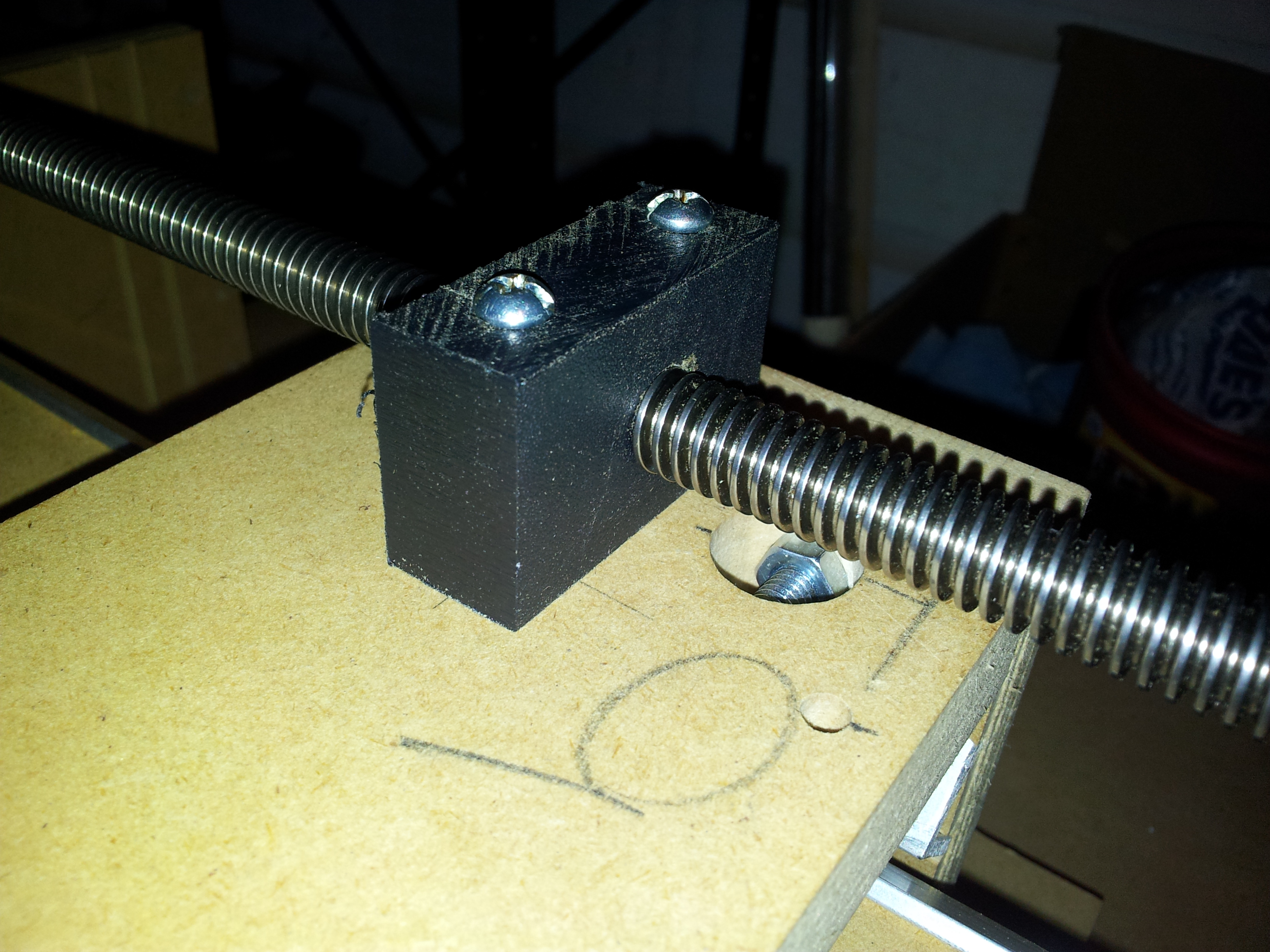
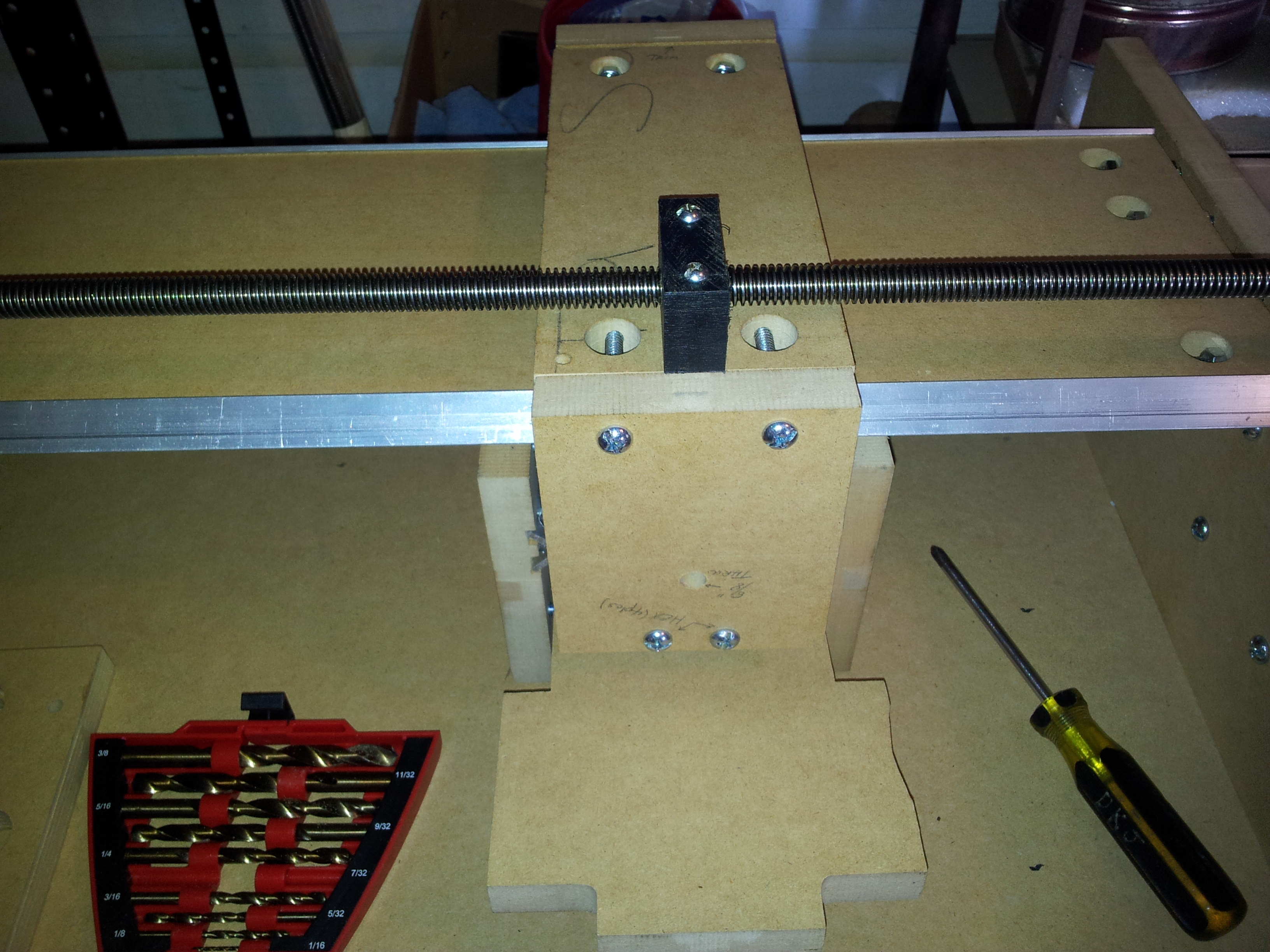
I have a bunch of these leadscrews. Pretty sure they are T6. OD measures 6.15mm. I know how to physically replace the belts with leadscrews, but I’ll be lost with the firmware. I was also wondering any downsides of doing this? I though in a previous thread Ryan said that it would be to slow. I don’t know why but for some reason I don’t think it would be that bad. He also mentioned backlash. You can buy leadscrew nuts that reduce backlash with a spring. I also think while the belts have no backlash, there is other inaccuracies, just push down the belt a little and see how much the gantry moves. Some benefits of leadscrews would be no skipping steps or losing position and more accuracy. I was wondering if the accuracy provided by leadscrews would matter, this thing is made out of plastic, am I going to have more problems there than the belts? Thanks.
I think the firmware is the least troublesome part. Ryan’s engineering skills are first rate and he can be relied on to get things right. A well tuned Primo will get pretty close in accuracy to a hobby grade leadscrew cnc and be about a quarter of the cost or less.
I have the leadscrews and a burly, just wondering the validity of putting leadscrews on a mpcnc.
Changing the firmware is just changing the steps/mm from 100 to 400.
The issue of speed is significant. The belts can easily go 4x faster 8-10x is probably more like it. Adding antibacklash nuts is going to also add in friction. Screws that long can also flex, pretty easily in compression.
But you are welcome to try it. You would need to put the motors at the end to turn the screws and then attach the nuts to the gantry.
FWIW, I don’t skip steps with my belts and I have lots of accuracy. There will be more force at the ends, but you will have to move slow and the increase in friction means you can still skip steps, especially trying to go very fast at all.
I understand the difference in speed, but I can move my mpcnc pretty fast. Cutting speed is a different thing, and I think that will probably be fine. Is there anyway to calculate the max speed? I have 84oz/in servos with DRV8825 on ramps 1.4. Do you know the fastest I can actually spin the stepper?
How fast can you move your Z? I would guess 10mm/s is fine, but 30mm/s is too high. There won’t be a hard bound.
There is a way, but it’s not black and white. The steppers resist the voltage at any speed, as the speed gets higher, the resistance gets higher until the power supply voltage saturates and then the current starts to drop. Then the torque available to the motor drops. But it doesn’t go straight to zero. Also, as you’re moving faster there is increasing friction, which is also not going to just be huge all of a sudden.
I’m trying to find nuts for these leadscrews. I have no idea the exact spec. The OD is 6.15mm, and it’s a four start thread. Can a four start lead screw go in a six start nut?
Edit: I think I’ve measured a 2mm pitch.
Nope. Nuts need to match. Same as trying to thread a coarse thread 1/4 inch bolt with a fine thread quarter inch nut. They’re the same size, but the threads don’t match.
Alrighty, I think I found the right nut.
Edit: Nevermind.
What kind of nuts are you looking at? Iirc I calculated the maximum force the stepper could transmit via the belts around 30-50N (3-5kg), can the nuts take that?
I’m just trying to find one that matches the spec of the leadscrew, which I am trying to measure with my caliper, then going from there. I can’t get good measurements.
This is the nut that I think fits and I think I will buy.
https://www.amazon.com/gp/product/B07L2BZQG9/ref=ox_sc_act_title_1?smid=A34DAVM3BX5N74&psc=1
Anyone have a link to a mpcnc burly assembly file instead of them all seperate?
I don’t wanna discourage you but this is not advisable. Backlash will kill your precision. Especially when direction changes often. I’m talking ~.3 -.5 mm overall. A belt with proper tension might even be better than those.
If you have that stuff lying around and wanna do some tinkering…please do so. But i would not throw any money on this.
Nice Idea but their effectiveness is…questionable at best. At least with the ones i got a while ago.
If you really wanna eliminate backlash you want ballscrews. The quality of all other solutions depends on how bad your belt setup is…and i would say it’s more cost and time efficient to improve that.
Ballscrews on an MPCNC on the other hand…interesting.
Sorry to be the party killer but you can forget this idea. These kind of screws have lots of backlash, they won’t work properly on X and Y axis. It’s possible to overcome with some clever tricks, but really doesn’t worth the effort at all. The only kind of screw that would make sense would be ball screws, but they are expensive , big and heavy.
Plus you can also skip step with these so that won’t solve much. If you have step skipping issues, then you have a problem somewhere that you need to find the root cause and solve in the first place.
Accuracy will be far worse, aside from the giant backlash you’re likely to have some artifacts from the screws not being perfectly straight.
Stick with the belts, nothing wrong with them. Just have a look at the gallery, people manage to cut aluminum and even steel with these, so unless you plan on cutting titanium or diamond, why bother ![]() ?
?
I don’t have a problem with skipping steps. I am thinking about adding a er16 or er20 spindle and I cant find one that’s not watercooled. A leadscrew will help because it can move more weight. I might order one or two nuts to test backlash and find a way to overcome them. These screws are extremely straight too.
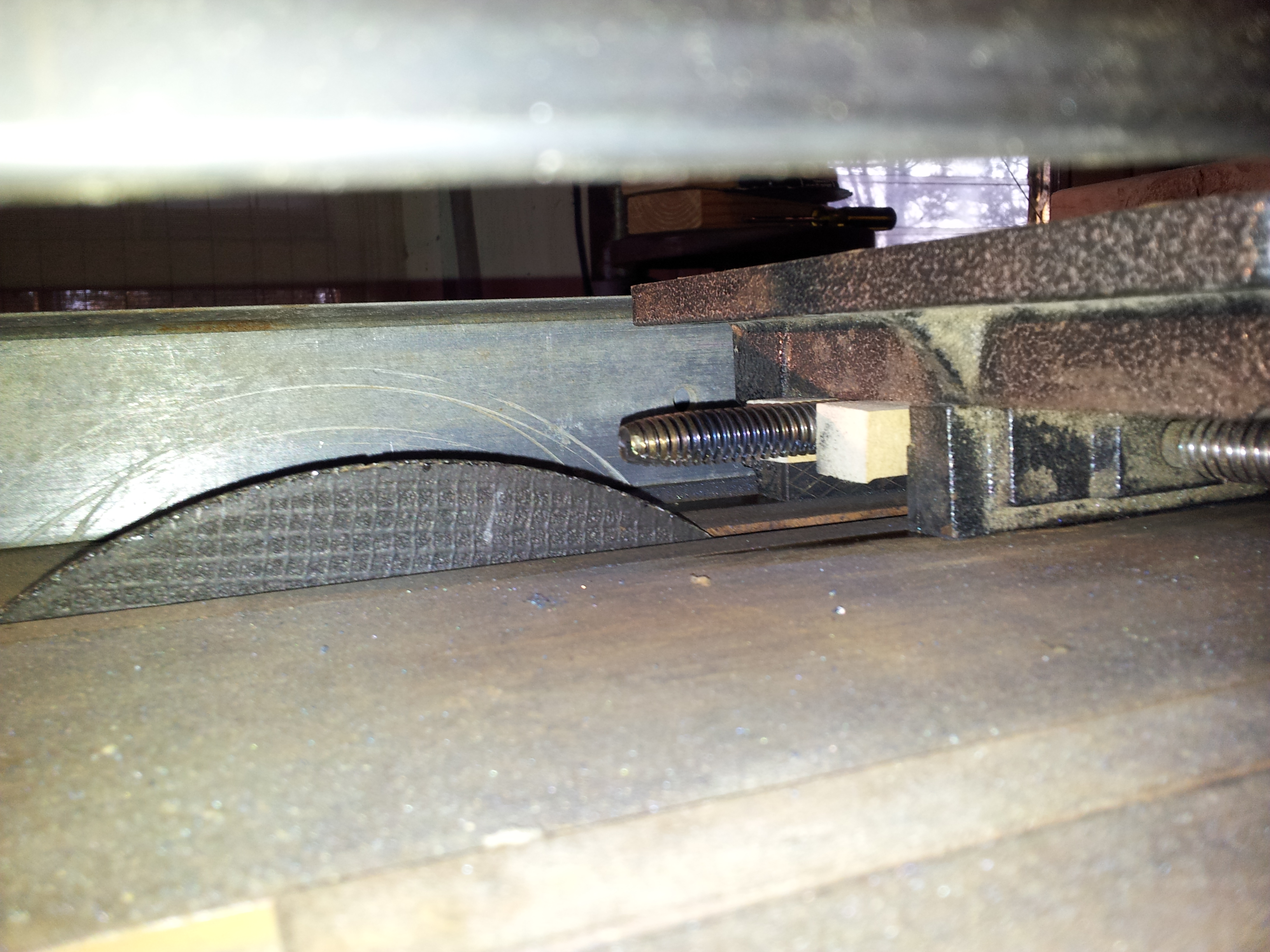
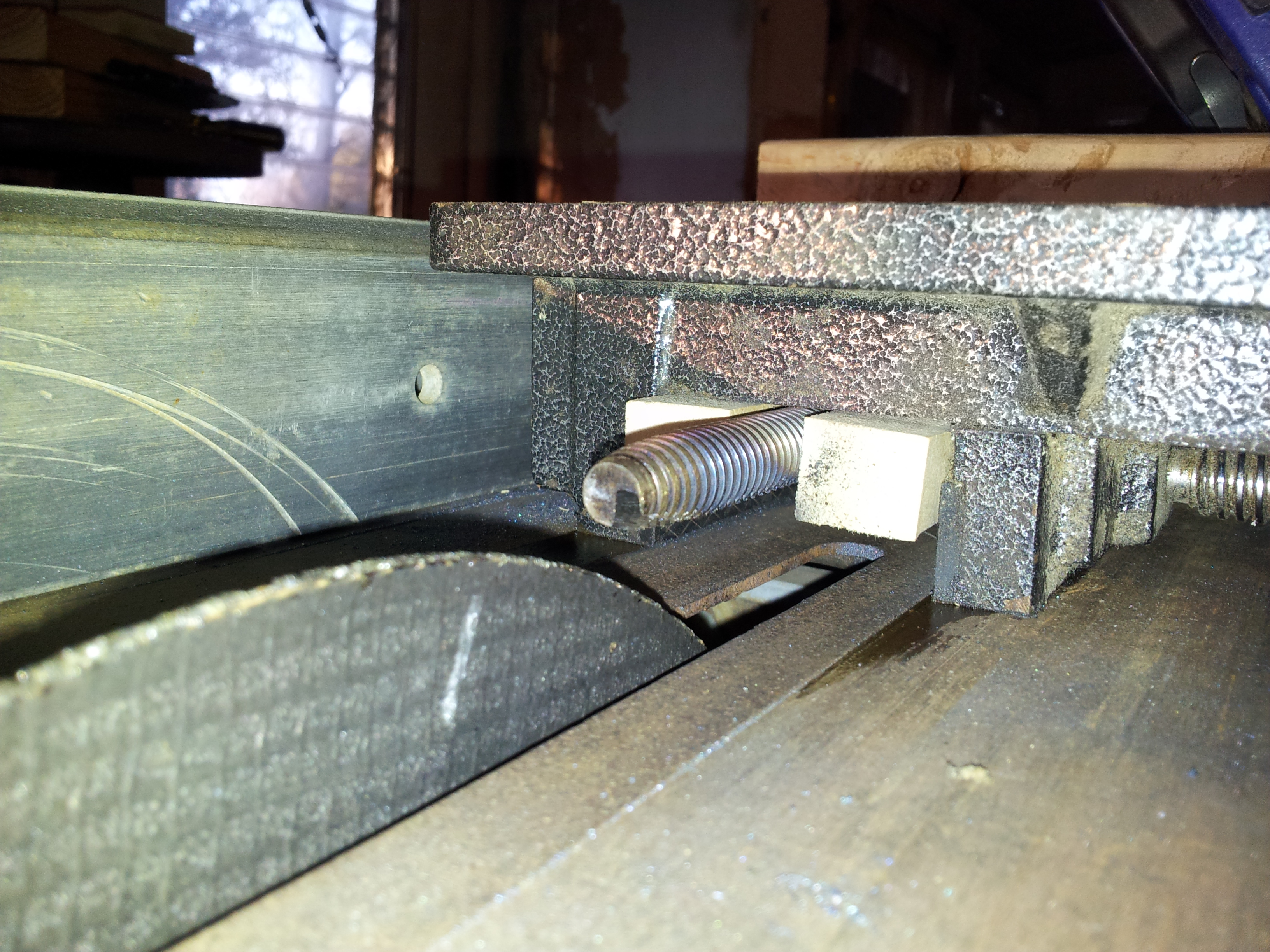
If you have the time, tools, and patience, it’s possible to make your own little/no backlash leadscrew nuts. I did this with one of my early CNC machines with 1/2" Acme-thread leadscrews. Take a short section of the leadscrew you are using and use an abrasive blade to turn it into a tap that can be used to tap softer materials, such as Seaboard (HDPE sheet).




This particular machine was for my late fishing/flying buddy and it cut many sheets of foamboard for the RC planes we built and flew in my pasture. It was still going strong when we finally discovered the MPCNC and switched over to it for our needle-cutting chores.
– David
Might try this, thanks!
What size are you looking for? I bought a 110V 2.2kW (3HP) air cooled spindle with a VFD and assortment of collets from AliExpress. I have also bought the same spindle configuration from StepperOnline.com.
Probably ER16. I want to use bigger endmills than I can with my DW660 right now, and I want to have more speed control so I can use those bigger endmills on aluminium.