Well, I got some data tonight. I’ll post some videos and such later. With a decent endmill (Ryans single flute carbide, same as in the previous video) I was able to push:
SLOTTING: to 0.040"DOC at 0.0015"CPT. Looked/felt the same as 0.050"DOC at 0.001"CPT. Any deeper or faster, and I got chip welding. Mill survived.
ADAPTIVE: I pushed all the way up to 0.25"DOC at 0.002"CPT(corrected for thinning) with 0.030"WOC, but I ran out of hp and the dewalt started to bog down. It also started to chatter, which I’m pretty certain I can solve by removing that little plastic ring and choking up a little more. It definitely felt more aggressive than 0.25"DOC at 0.0015"CPT(corrected for thinning) with 0.040"WOC.
I think I’ll have repeatable success at the 0.040"DOC 0.0015CPT slotting and 0.25"DOC at 0.0015"CPT(corrected for thinning) with 0.030"WOC.
All of these were full power on the 660. No more testing for me until I convince myself it’s a good idea put the 611 up there. I feel pretty confident that animal would eat up some aluminum.
I know some of you like mm/s so that’s a little over 15mm/s on the slotting, 24mm/s on the chattering adaptive, and about 18mm/s where I feel comfortable on the adaptive.
FWIW, I’m pretty impressed. I watch a lot of Winston Moy’s videos on the Shapeoko, and in one of them he addresses aluminum. His best result is with a 3-flute 1/4 inch mill, and given his parameters I calculate a 0.18 MRR (in^3/min). My little bitty 1/8in calculates up at 0.316 MRR thanks to the higher stepover and MUCH deeper stepdown. That’s the comfortable adaptive; the chattering pass was 0.42MRR.
In case you haven’t seen that video…
Considering the price tag on the XXL, I think I could build a teeny tiny MPCNC, a standard MPCNC, AND a lowrider and have money left over for endmills.
That is pretty solid. 1mm DOC at15mm/s slotting in aluminum…I have zero issues being proud that a machine I designed and someone else built did that…NICE. Adaptive it looks like 6.3mm DOC 25% stepover at 18mm/s…Sorry Just converting to numbers I can quote everywhere and be proud of.
I think I am going to link that as reasonable upper limit of the builds. I am sure there is more to be had if you really pushed it but those sound great to me. I do not think I have even done much wood that aggressively…but I am going to start!
Dude, thank you for making my day, such a good post to read first thing!
I just added it up, and i’ve got $57 for the 660, $130 for the 611, $1392 for COMPLETE parts kits from you. Throw in 70 bucks for 60ft(which is way too much) of DOM tube (which is how I would build all of them) and you’re still $100 bucks cheaper than the XXL, almost $300 under the xcarve.
I don’t think anybody would argue whether the combination of lowrider, mpcnc, and teeny tiny is more capable than either of those, and FORGET about arguing throughput…there would be enough overlap that most projects could go to 2 of these machines, so almost twice as much output (because one of them would be less efficient). Add to that the FACT that you aren’t going to cut full sheet on a Shapeoko or absolutely EAT aluminum like I just did, and it’s just…incredible.
OK, OK, you still have to build tables, right? Well, a commercial desktop cnc needs somewhere to live, too, so that gets factored. Build a lowrider table, portable bases for the MPCNC, and you can run the mpcncs on the lowrider table or on the damned floor even. Or consider that if you don’t want to run 2 machines at a time, you can swap the 660 between MPCNCs, or get a 611 mount and only use that one on all 3. Or print your own parts, etc.
Listen to me go, lol. Do I sound like a guy who almost bought a Bob’s CNC because the xcarve was too expensive? And for the record, I don’t have any problem being proud of building a machine somebody else designed. Not anymore, at least!
Moved up to the 611 for speed control and power, in that order. Spent 5 hours trying to rip off the tcole/bruh air blast design so it would work. Good news, it mostly does. Bad news, FIVE HOURS. I am really not good at that. Plus, it snapped when I screwed my fitting in. I’ll have to test fit some threaded holes in fusion since they apparently don’t have tapered sizes.
Anyway, here’s the same path/code, same stock, same tool with the 660 and the 611. I was WAY more comfortable with the 611. I would feel OK walking over to the other side of the shop and not babysitting, even.
I’m still think my limit is the long tool. I need to get off my rear and order some stub length tools. The chips that landed on my arm were hot, but hadn’t yellowed and the stock got a little warm. Maybe 100-105? Didn’t temp it, but it was definitely not warmer than a hot tub.
And not terribly slow, either. I think it was just a month ago I said “steel is beyond my reach, but I want to cut aluminum. I’m OK mocking up steel with wood then sending my files to the water jetter” or some such nonsense.
I’m not going to try any more slotting until I get those stubs, but I did do some tests at 0.010 doc. I think it was 35 or 40 ipm, but I forget already. Went well overall, but I think my mill might have gotten pushed up into the collet a bit. Didn’t cut all the way through, even though it was the stock setup.
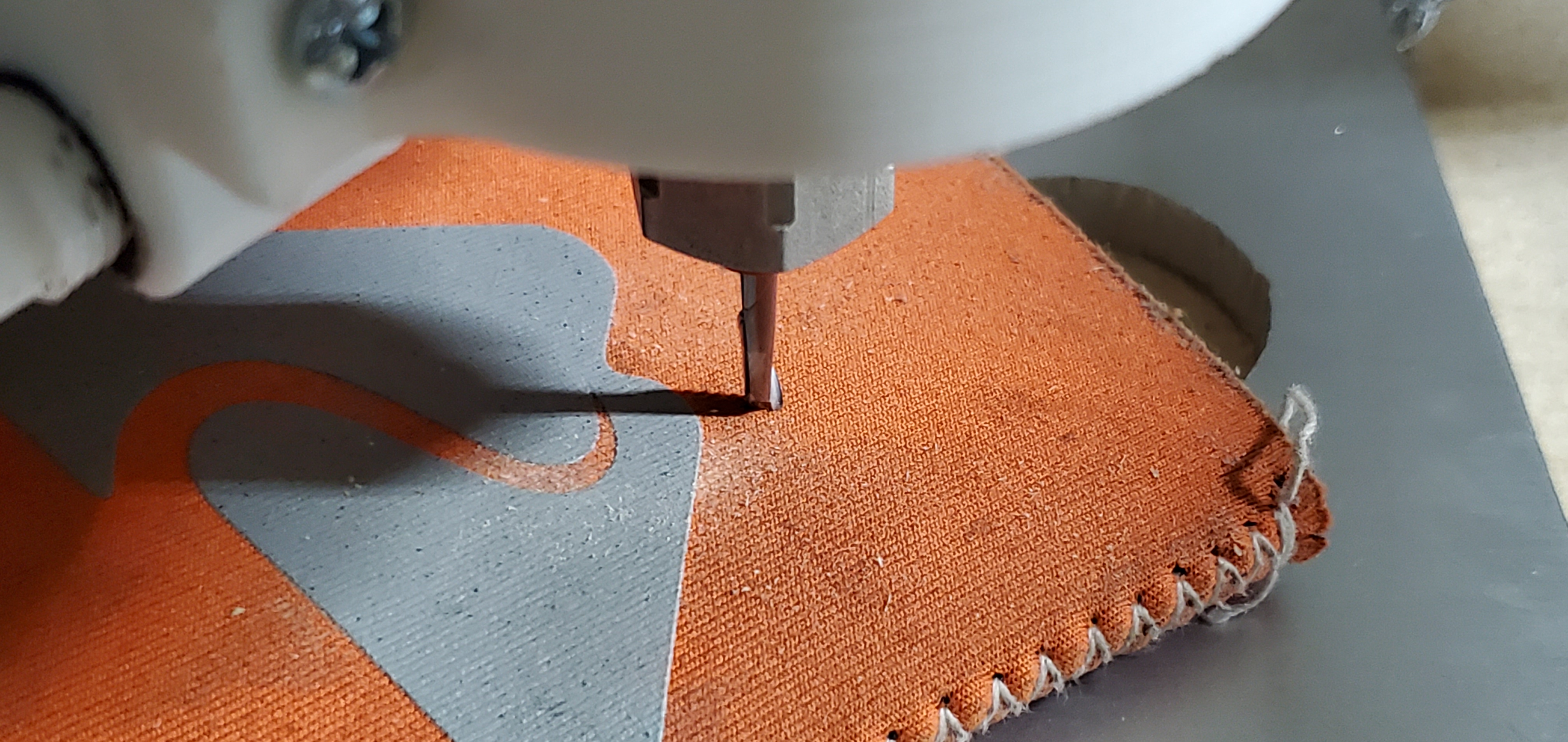
Decided to push a little harder on the MDF. Fusion claims this was calculated to 144 ipm. I believe it on the straight cuts, but did we ever figure out why these things slow down so much in the corners?
Shoot that speed in the corners thing seems to be the old arc thing. Try the newest firmware and all of that should be smooth, or turn arc off in the CAM.
I wonder how fast you can push it. I love your build. My new one is not this small I don’t think but much closer. I can’t wait to push it and see how it does!
I grabbed the new one right after you fixed it for the LCD turning off. I’ll take a crack at whatever is up there right now over the weekend.
As for how fast it can go, I need to get some workholding together! That’s 18k rpm at 0.004" cpt. I think the 611 goes up to something like 25k. That should give me a solid 200 ipm. That’s like 85mm/s. I’ve seen references up to 0.007cpt on a 1/8 mills. I’m pretty sure the 611 can handle that, but now we’re up to 350ipm (148mm/s). Seems like I’d run out of stepper before I run out of rigidity and power, but I gues there’s only one way to find out. I’ve got a little 1/2 inch MDF I need to cut some plates out of. Maybe a little scrap, too. I might try working up some full depth cuts on that, just for fun. MDF is really not fair anyway, because it’s so soft.
As for the size, I’m thinking about making it a couple inches bigger in each direction. I really don’t think I’m going to lose anything significant in terms of rigidity. Those tubes are TOUGH. Not a huge priority, though, and I’ve got other projects that need tending.
Any idea where I should start looking for that z vibration? Seems like I should take the whole thing apart and make sure the screws are in it real tight from the tool holder.
Oh yeah, I tried to load up a 1 inch piece of mahagony to cut a jewelry box, and I couldn’t get enough tool over it without pushing the z over the bottom bearings. I think 3/4 inch is max if I want a through cut. Which is fine, because I really wanted to push on 1/4 inch aluminum.
Just relaying this for the stats, because eventually somebody will ask.
Cut some keychains for a friend. She saw some of the plastic “Covid Keychains” people use to avoid touching certain types of handles and wanted something similar for gag gifts. I have serious doubts these things are useful to anyone, so I put a cap lifter in them to solve that problem The 3D printed ones work surprisingly well. But you know, I have this thing that cuts aluminum…
Sorry for the corny music, but the wife came out and we were having a conversation in the background that doesn’t need to be on the internet.
Oh yeah, and I saw that a couple of my outer tube rollers (where are we with names for these things again?) are kinda loose. Might have more to do with that chatter than the Z.
Well, the firmware I had was the same one, but I got a fresh copy anyway. 425D I think it was, published April 4. Just a reminder, I’m on the archim 1.0.
As a side note, every time I try to flash the board in the arduino IDE, it tells me the flash page is locked and I have to hold the erase and reset buttons. Also, when uploading, the led doesn’t flash like the rambo does.
I did have the arcs turned off in the PP, so everything is G0 and G1. I’ve got a picture of some example code from the file because I’m on my phone.
I ran it in the air, and of course no change. Ran from the SD card, no change.
I remember reading where you and Jamie were troubleshooting this, but I don’t have a deep understanding of marlin and had trouble keeping up, especially since I didn’t think the problem affected me. Now that I have some motivation, I’ll try harder if anyone can help me find it again. My searches for “arcs” isn’t helping much.
Well you can try with arcs on, since you have the right firmware. But at those speeds I have never even come close to testing that.
The max speeds are firmware limited but if you bump up against the limit too often the firmware can freak out.
I have limited it to 50mm/s XY, you are trying to run 61 on every line. You will need to make firmware changes. Z is limited to 15mm/s.