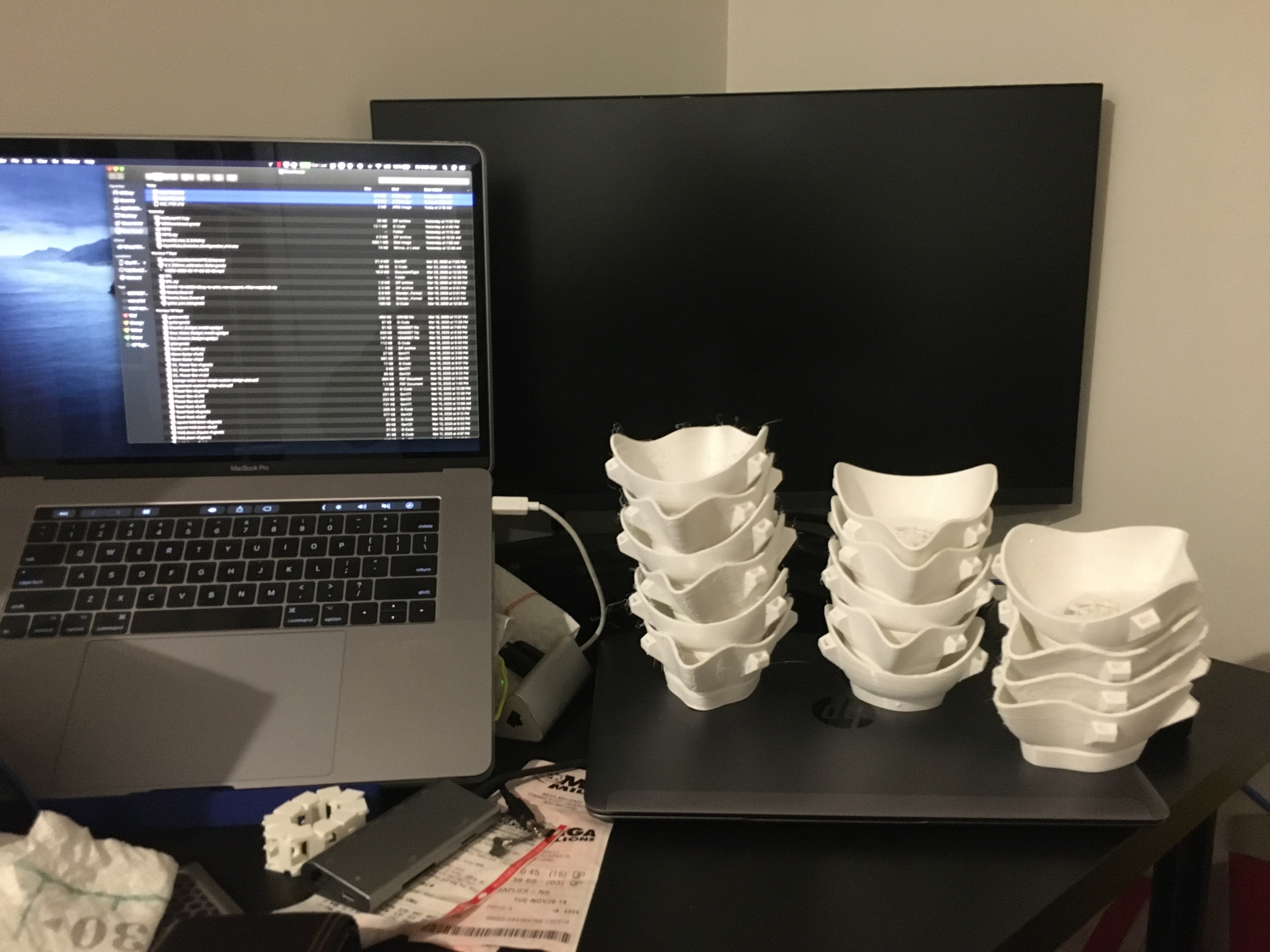
I could never print PLA and get a good reliable part at 190C -200C. Just to give you an exemple, right now I’m printing masks for MGH in Boston, all PLA… one printer is going at 210C
I think these cheap thermistors we use are generally pretty good at relative temperatures. But they are either misconfigured or just inaccurate at absolute temperatures. So if you print at 220C instead of 210C, I think that will be reliably about 10C hotter. But I don’t think it is really 220C. So I don’t worry about that as much as trying to calibrate it with each filament.
Interestingly, sugar will melt at about 190C, but not at 175C. I am having trouble thinking of a way to use that information to calibrate the hot end though, because melted sugar is a mess.
I have always wanted to make a test pattern generator for dialing in settings. There are a million test objects for evaluating a single set of settings, but it seems to me it would be much more powerful to sweep a few settings within a single object and have the outcome tell you the best value directly. A few jobs, sweeping a couple parameters each, should get damn good with very little trial and error. TBH I am surprised nobody has done this yet.
But alas, it has not risen high enough in my list of projects.
They don’t do great with reflective surfaces. If you had some kind of temporary high temp black paint or tape it would work I think. Maybe just rigging something up so the nozzle was pressed against the metal end of regular oven or meat thermometer might work.
Mine seems to have a hard time with something as tiny as the nozzle and my block is chrome… maybe I’ll have to give it another try now I have one of those black e3d nozzles though.
@gpagnozzi I have done a lot with 3d printing, If you have a cr10 i assume your using a bullseye mod for cooling? Sometimes they cool too well and have a negative effect on layer lamination. Try turning your cooling down To 75% and see if that gets your layers to stick.
Hey Atom,
I also been 3D Printing for years… FDM and SLA.
The setup in question (CR10S-Pro) is heavily modified (the only thing original on my CR10S-Pro is the chassis), and I don’t use bullseye mod for cooling for the same reason you mention it. I been using one of the remixes of This One
But I do not blame cooling for that particular problem…!!!
At that time my problem was the Micro Swiss All Metal Hotend… it was fixed by raising the extrusion temperature.
To give you an Idea, I’m printing parts for a new coreXY printer using ZIRO Carbon Fiber PLA @jeffeb3 is the one I’m telling my wife she should be mad at it!!! (His build here) and the creator of Gridbot@stewart for his awesome design!
Anyways…the recommended Extrusion/Nozzle Temperature is 200-230℃ for that filament… my printer needs to be at 230 to 250 C to get a reliable print with that filament.
You could, but 220C is a lot different. I read a warning to avoid using low temperatures to calibrate them. That was a long time ago though. I know sugar melts at 360F (180C). That’s how I calibrated my oven. Not sure I want melted sugar on my hot end either though.
Simple, remove the heat block, place it on a heat impervious surface, put a pice of brass on top of the heat block, put sugar on the brass plate. Heat till you get hard candy. Calibrated
So my original MPCNC was esun PLA+ and then my burly and now the new Primo will be also. I have done every calibration that I can think of and just about exclusively print with the esun PLA+. The only issue I ran into was the dimensional accuracy but that seems to have been taken care of by calibration. After all I am using a heavily modified Anet A8 so I can only expect so much. I also had some pieces break from over tightening some bolts/screws. I will post some pictures in my build thread in awhile if anyone is interested. https://forum.v1e.com/t/slow-upgrade-525-to-primo/21719?u=h0m3r2000
My up coming primo is printed in esun PLA+. The esun version of pla+ has a PETG additive which causes it to string a little more than regular PLA but otherwise I’ve found it to be far more resilient than standard PLA (like really, surprisingly stronger). It also prefers a slightly higher print temp - I’ve printed it up to 230 with no problems at all. My current burly build is printed mostly from PETG and while I don’t have any problems with the quality of the printed parts, they certainly flex more than PLA.
As far as dimensional accuracy goes I really have my doubts about this particular filament but the mechanical qualities seem to be unbeatable for the money. This is all based on my own personal experience making functional parts from the stuff and ymmv, but I’ve been really pleased with it.





 (
(