My only problems are:
(1) The entire sheet takes 11 hours to cut
(2) The new 3mm collet doesn’t seem to work - the bit keeps falling out mid-way through the job! Help?
It’s never going to be all that quick on a full sheet but and more intricate design and more cm of cutting of course will play a big part too. If you’re pocketing at all a bigger bit will reduce the time for larger pockets if you get to tool changing or setting up different programs.
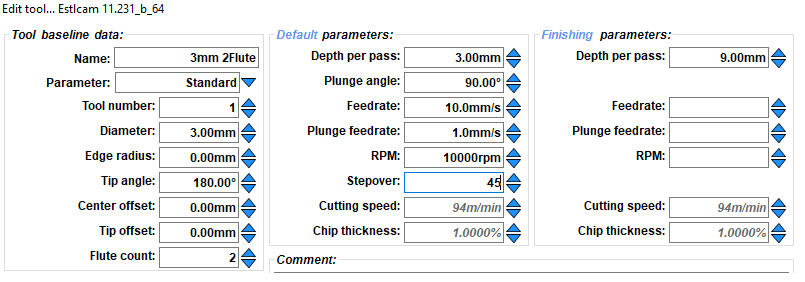
As the milling basics suggests reducing the number of passes is another ticket to reduced time. In your case for an 18mm sheet at your 3mm doc you need to make 6 passes (assuming you are going exactly 18mm for a full cut) and then for finishing you need two more passes at 9mm doc for 8 passes.
You mentioned coming to a sweet spot for your feedrates but there may be a combination of doc and feedrate that can get you cutting deeper ? A 5mm doc would drop 2 passes on your initial cut. If you were to use a longer bit for the finishing pass you could probably do the finishing pass in one single full depth pass if you had the cutting edge for it. These two would get you to 5 passes total from 8. If you were to cut just a little more, 6mm would get you 4 passes total, halving the pass count. Each machine is different but many of us cut 5-6mm doc without too much trouble and the full depth finishing pass is wonderful and an easy time savings.
I saw your post about the collet slipping. I ran into this myself and my solution ended up being a new collet. I couldn’t see what the problem was with the elaire collet but after abusing it one too many times in my error & trial phase the bits would just pop out in seconds to minutes no matter how tight I did it. Since switching collets I’ve never had an issue.
Hi,
Excellent advice. Thank you. I’m picking up a couple of 6.4mm bits (that’s the collet size on my Makita) with a 25mm DOC max this afternoon. I know that my 6.4 collet is good - having levelled my table multiple times with a 25mm flat bit over the past week. I’ve adjusted the CAD files to allow for the extra cut width of the 6.4mm bit. So, all going according to plan, I hope to cut my first fuselage side tomorrow.
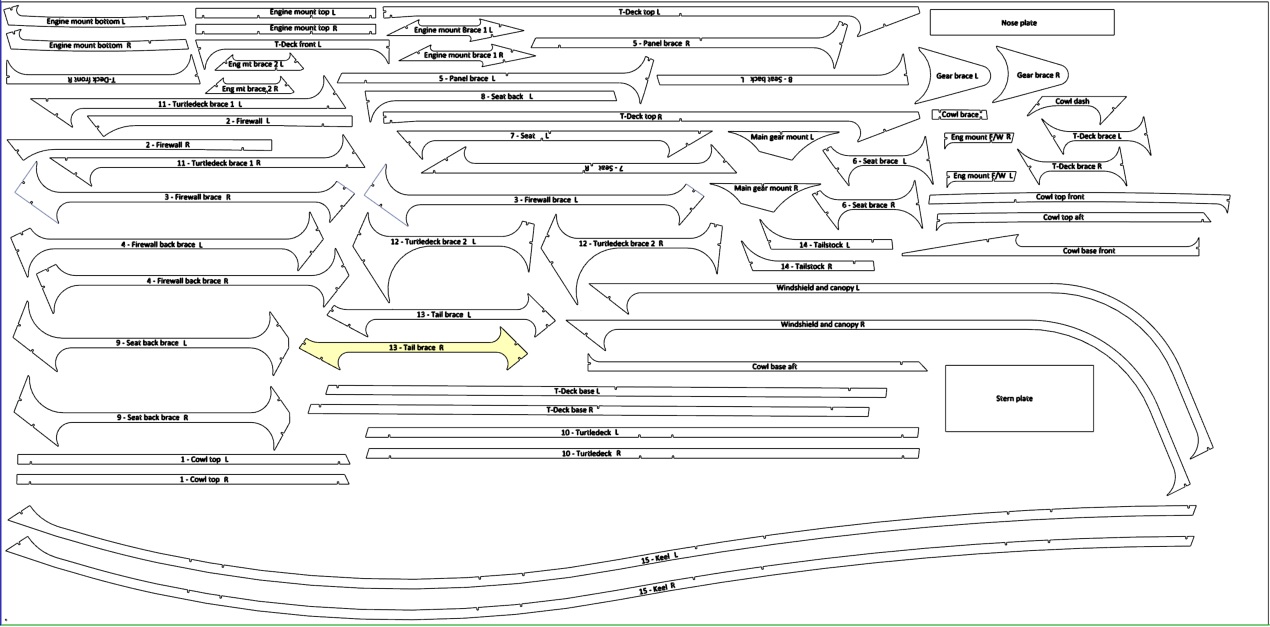
Here’s how my full sheet breaks down. Quite a big job.
Consider tightening up as many pieces as you can to reduce time spent linking. I’ve reduced many of my full-sheet jobs from several hours to just a few by reworking the nesting and gaps between parts and thus linking as well.
You probably wont want to hear this but if you really want to save time you could cut out templates with the cnc and then use that as a pattern for cutting the duplicates out by hand with a router and a flush trim bit.
Hi,
That’s not a terrible idea. I quite like it. I have a bigger Makita plunge router just sitting idle. So - use the CNC for pattern making, and the hand held router for cutting parts. But how would that work? I have 62 individual pieces. Would I need to cut each part separately? I suppose so. Thinking about all the hadling involved and set-up of each piece, maybe my initial enthusiasm is being tempered a bit…
I’m still struggling with the flat bits - even with diligent camp-follower vacuuming of the cut paths, the bit still works loose.
I’ve ordered a couple of upcut bits (both 6.4 and 3.175) but they will only arrive next week. I think they will solve my issues. Till then, I’m throwing in the towel, and turning to my 3D printers for a bit. I have now completely destroyed a full sheet of (cheap) 9mm ply, but I’ve learned HEAPS. My next round of experiments will be with 18mm MDF (even cheaper).
What size bits are readily available in your area? I ask because I’ve not run across a 6.4(mm?) bit, a 6.35mm bit is a 1/4" equivalent. 3.175 is a 1/8" equivalent. But you also mention 3mm and 6mm. That is quite a few collet changes to manage while also swapping between metric and imperial. It not uncommon to damage a collet with the wrong bit size.
Do you have spare collets to try out and a trusty caliper to double check the bit and collet?
I certainly appreciate the mention of learning despite the high cost of wasted material. My wife loves to mention my CNC fail pile anytime I take issue with her jewelry expenditures. “But I’ve learned so much,” is my sensible reply as I acquiesce.
If the 62 individual pieces are unique shapes then it won’t work. The template bit will only solve things if you have duplicates in the 62.
For the collet, I would not waste time and materials using the same slipping collet. Consider it dead and needing replacement, or you risk losing cut jobs at whatever point the next slip occurs.
Another idea just on the crash and burn side of this hobby is it may benefit you to split the whole sheet job into parts so you aren’t committed to the 4 or 5 hours in a single problem free run for monitoring.
There are at least 2 heights of ER16 collet nut and the taller one let’s mills slip for my setup. So did a wood chip stick between the slots in the collet after sitting on my table cleaned it with a .2mm gap shim and back in business
I’ve never had a slipping collet (knock on wood) but the others that have in the forums have all said the same thing. Once it slips, it grinds itself up enough to ruin it.
In my case i couldn’t see the damage if there was any to point at but I tried cleaning out the flutes, alcohol (for me and the collet😄), white knuckle tightening, and it continued to drop bits. My trouble started after a crashed program where the bit buried deep and ran in the router just a few seconds before I could hit the stop. It didn’t take much.
I swapped back to the stock 1/4" collet and no problems then I grabbed a new 1/8" collet and no problems since for a year?
I think the collet piece is by design a hair softer than the socket it fits in. If something has to give, I’d rather it were the collet than the shaft of the router. I consider them long-lasting consumables.
Hi Brent and others,
31 shapes, with duplicates for left/right.
I’ve ditched the collet, and ordered another (both 3.175 and 6.35). Based on what you guys have said, my collet is more than likely buggered, since it has twice now let go of the bit and continued spinning with the bit jammed in the wood, and the stepper motors slipping like crazy.
Your suggestion of splitting the sheet is great for most of the parts - but a few of the pieces run the full 2480mm length. HOWEVER, you’ve given me an idea. There is no reason they all need to be cut in one sitting. I could easily split the job into two or three mini-jobs (easy enough to do in Estlcam). Now that is a great compromise.
Hi,
This is my fault - imprecise data. We have the standard 3.175 and 6.35 collets/bits here. We also have exactly 3mm and 6mm collets and bits. I am trying to decide on the true metric and the metric equivalent as my preferred config. It basically comes down to suppliers and availability - but I think I’ve decided to get my bits etc from “Adam’s Bits” which is a one-man operation and provides extremely good service, communication etc.
(https://www.endmill.com.au/)