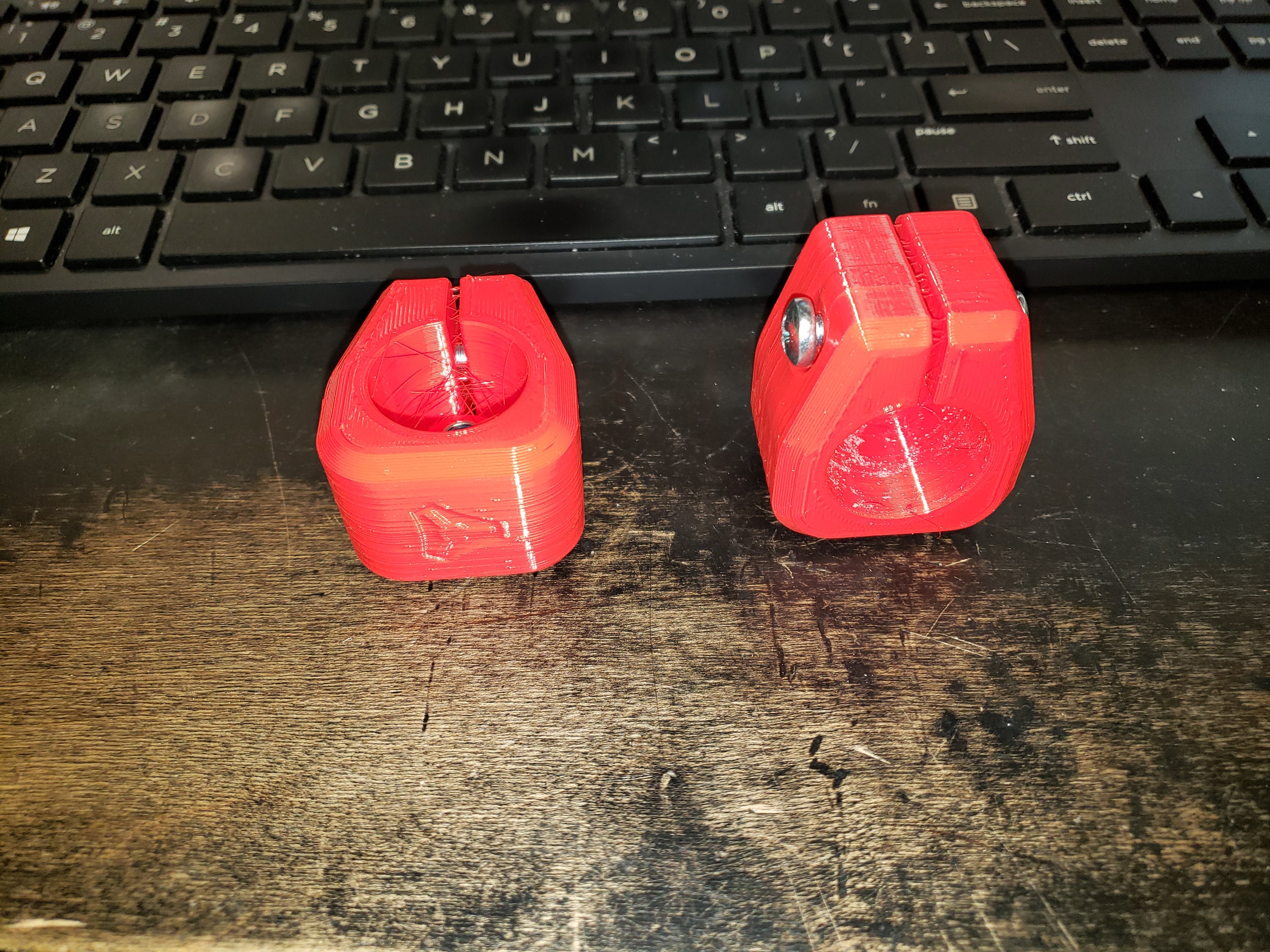
Starting my log off with screen prints from my slicer. My first two parts printed without issues. I’m happy with them. I’m sure they could be better, but they fit the EMT conduit and look pretty good.
Please feel free to murder my settings. I’m always happy to learn something new. Let me know if I’m overdoing the information.
Printer: Anycubic I3 Mega S
Slicer: Prusa
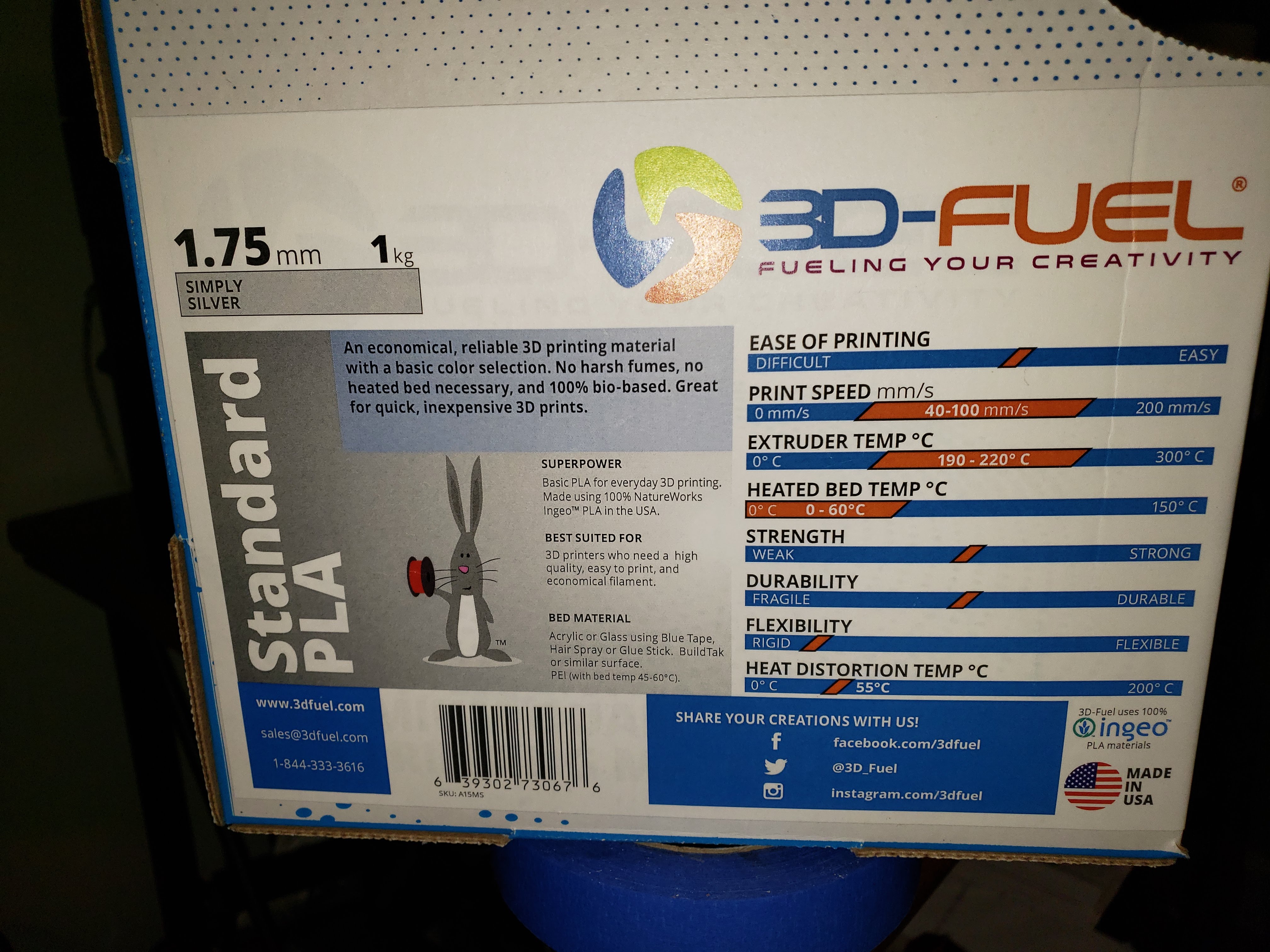
Filament: 3D Fuel (Fire-engine Red, Simply Silver)
Router: Bosch Colt
Controller: Rambo 1.4
Work Area: 24x36
EMT: 3/4 23.5mm (Lowes)
Here goes:
Prusu_Config_Export:
# generated by PrusaSlicer 2.2.0+linux-x64 on 2021-02-27 at 21:27:59 UTC
[print:PLA MPCNC Core]
avoid_crossing_perimeters = 0
bottom_fill_pattern = rectilinear
bottom_solid_layers = 4
bottom_solid_min_thickness = 0
bridge_acceleration = 0
bridge_angle = 0
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 0
clip_multipart_objects = 1
compatible_printers =
compatible_printers_condition =
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 0
draft_shield = 0
elefant_foot_compensation = 0.2
ensure_vertical_shell_thickness = 1
external_perimeter_extrusion_width = 0.45
external_perimeter_speed = 50%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 0.45
fill_angle = 45
fill_density = 70%
fill_pattern = rectilinear
first_layer_acceleration = 0
first_layer_extrusion_width = 0.42
first_layer_height = 0.35
first_layer_speed = 15
gap_fill_speed = 20
gcode_comments = 1
gcode_label_objects = 1
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0.45
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 25%
infill_speed = 70
inherits =
interface_shells = 0
layer_height = 0.2
max_print_speed = 80
max_volumetric_speed = 0
min_skirt_length = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0.45
perimeter_speed = 60
perimeters = 4
post_process =
print_settings_id =
raft_layers = 0
resolution = 0
seam_position = random
single_extruder_multi_material_priming = 1
skirt_distance = 6
skirt_height = 1
skirts = 0
slice_closing_radius = 0.049
small_perimeter_speed = 15
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0.45
solid_infill_speed = 30
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_auto = 1
support_material_buildplate_only = 0
support_material_contact_distance = 0.25
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0.35
support_material_interface_contact_loops = 0
support_material_interface_extruder = 1
support_material_interface_layers = 4
support_material_interface_spacing = 0.4
support_material_interface_speed = 100%
support_material_pattern = rectilinear-grid
support_material_spacing = 1
support_material_speed = 60
support_material_synchronize_layers = 0
support_material_threshold = 60
support_material_with_sheath = 1
support_material_xy_spacing = 0.4
thin_walls = 1
threads = 4
top_fill_pattern = rectilinear
top_infill_extrusion_width = 0.4
top_solid_infill_speed = 20
top_solid_layers = 4
top_solid_min_thickness = 0
travel_speed = 130
wipe_tower = 0
wipe_tower_bridging = 10
wipe_tower_no_sparse_layers = 0
wipe_tower_rotation_angle = 0
wipe_tower_width = 60
wipe_tower_x = 180
wipe_tower_y = 140
xy_size_compensation = 0
[print:PLA MPCNC parts]
avoid_crossing_perimeters = 1
bottom_fill_pattern = rectilinear
bottom_solid_layers = 4
bottom_solid_min_thickness = 0
bridge_acceleration = 0
bridge_angle = 0
bridge_flow_ratio = 1
bridge_speed = 40
brim_width = 0
clip_multipart_objects = 1
compatible_printers =
compatible_printers_condition =
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 0
draft_shield = 0
elefant_foot_compensation = 0.2
ensure_vertical_shell_thickness = 1
external_perimeter_extrusion_width = 0.45
external_perimeter_speed = 50%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 0.45
fill_angle = 45
fill_density = 45%
fill_pattern = rectilinear
first_layer_acceleration = 0
first_layer_extrusion_width = 0.42
first_layer_height = 0.35
first_layer_speed = 15
gap_fill_speed = 20
gcode_comments = 1
gcode_label_objects = 1
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0.45
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 25%
infill_speed = 50
inherits =
interface_shells = 0
layer_height = 0.3
max_print_speed = 50
max_volumetric_speed = 0
min_skirt_length = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0.45
perimeter_speed = 50
perimeters = 4
post_process =
print_settings_id =
raft_layers = 0
resolution = 0
seam_position = random
single_extruder_multi_material_priming = 1
skirt_distance = 6
skirt_height = 1
skirts = 0
slice_closing_radius = 0.049
small_perimeter_speed = 15
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0.45
solid_infill_speed = 30
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_auto = 1
support_material_buildplate_only = 0
support_material_contact_distance = 0.25
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0.35
support_material_interface_contact_loops = 0
support_material_interface_extruder = 1
support_material_interface_layers = 4
support_material_interface_spacing = 0.4
support_material_interface_speed = 100%
support_material_pattern = rectilinear-grid
support_material_spacing = 1
support_material_speed = 60
support_material_synchronize_layers = 0
support_material_threshold = 60
support_material_with_sheath = 1
support_material_xy_spacing = 0.4
thin_walls = 1
threads = 4
top_fill_pattern = rectilinear
top_infill_extrusion_width = 0.4
top_solid_infill_speed = 20
top_solid_layers = 4
top_solid_min_thickness = 0
travel_speed = 130
wipe_tower = 0
wipe_tower_bridging = 10
wipe_tower_no_sparse_layers = 0
wipe_tower_rotation_angle = 0
wipe_tower_width = 60
wipe_tower_x = 180
wipe_tower_y = 140
xy_size_compensation = 0
[filament:PLA for MPCNC]
bed_temperature = 60
bridge_fan_speed = 100
compatible_printers =
compatible_printers_condition =
compatible_prints =
compatible_prints_condition =
cooling = 1
disable_fan_first_layers = 3
end_filament_gcode = “; Filament-specific end gcode \n;END gcode for filament\n”
extrusion_multiplier = 1
fan_always_on = 0
fan_below_layer_time = 60
filament_colour = #000000
filament_cooling_final_speed = 3.4
filament_cooling_initial_speed = 2.2
filament_cooling_moves = 4
filament_cost = 24
filament_density = 0
filament_deretract_speed = nil
filament_diameter = 1.72
filament_load_time = 0
filament_loading_speed = 28
filament_loading_speed_start = 3
filament_max_volumetric_speed = 0
filament_minimal_purge_on_wipe_tower = 15
filament_notes = “”
filament_ramming_parameters = “120 100 6.6 6.8 7.2 7.6 7.9 8.2 8.7 9.4 9.9 10.0| 0.05 6.6 0.45 6.8 0.95 7.8 1.45 8.3 1.95 9.7 2.45 10 2.95 7.6 3.45 7.6 3.95 7.6 4.45 7.6 4.95 7.6”
filament_retract_before_travel = nil
filament_retract_before_wipe = 1%
filament_retract_layer_change = 1
filament_retract_length = 2
filament_retract_lift = nil
filament_retract_lift_above = nil
filament_retract_lift_below = nil
filament_retract_restart_extra = nil
filament_retract_speed = 70
filament_settings_id = “”
filament_soluble = 0
filament_toolchange_delay = 0
filament_type = PLA
filament_unload_time = 0
filament_unloading_speed = 90
filament_unloading_speed_start = 100
filament_vendor = (Unknown)
filament_wipe = nil
first_layer_bed_temperature = 60
first_layer_temperature = 200
inherits =
max_fan_speed = 100
min_fan_speed = 35
min_print_speed = 10
slowdown_below_layer_time = 5
start_filament_gcode = “; Filament gcode\n”
temperature = 200
[printer:anycubic]
bed_custom_model =
bed_custom_texture =
bed_shape = 0x0,210x0,210x210,0x210
before_layer_gcode =
between_objects_gcode =
cooling_tube_length = 5
cooling_tube_retraction = 91.5
default_filament_profile = “”
default_print_profile =
deretract_speed = 0
end_gcode = M104 S0 ; turn off temperature\nM84 ; disable motors\nM204 S4000\nM205 X20 Y20\nM107\nM104 S0 ; turn off extruder\nM140 S0 ; turn off bed\nM84 ; disable motors\nM107\nG91 ;relative positioning\nG1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure\nG1 Z+0.5 E-5 ;X-20 Y-20 F100 ;move Z up a bit and retract filament even more\nG28 X0 ;Y0 ;move X/Y to min endstops, so the head is out of the way\nG1 Y180 F2000\nG90\nM300 P300 S4000\nM82 ;absolute extrusion mode\nM104 S0
extra_loading_move = -2
extruder_colour = “”
extruder_offset = 0x0
gcode_flavor = marlin
high_current_on_filament_swap = 0
host_type = octoprint
inherits =
layer_gcode =
machine_max_acceleration_e = 10000,5000
machine_max_acceleration_extruding = 1500,1250
machine_max_acceleration_retracting = 1500,1250
machine_max_acceleration_x = 9000,1000
machine_max_acceleration_y = 9000,1000
machine_max_acceleration_z = 500,200
machine_max_feedrate_e = 120,120
machine_max_feedrate_x = 500,200
machine_max_feedrate_y = 500,200
machine_max_feedrate_z = 12,12
machine_max_jerk_e = 2.5,2.5
machine_max_jerk_x = 10,10
machine_max_jerk_y = 10,10
machine_max_jerk_z = 0.2,0.4
machine_min_extruding_rate = 0,0
machine_min_travel_rate = 0,0
max_layer_height = 0
max_print_height = 200
min_layer_height = 0.07
nozzle_diameter = 0.4
parking_pos_retraction = 92
print_host = http://192.168.10.4:5000
printer_model =
printer_notes =
printer_settings_id =
printer_technology = FFF
printer_variant =
printer_vendor =
printhost_apikey = xxxxx
printhost_cafile =
remaining_times = 1
retract_before_travel = 1
retract_before_wipe = 0%
retract_layer_change = 1
retract_length = 3.2
retract_length_toolchange = 10
retract_lift = 0.6
retract_lift_above = 0
retract_lift_below = 209
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 40
serial_port =
serial_speed = 250000
silent_mode = 0
single_extruder_multi_material = 0
start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\n
thumbnails =
toolchange_gcode =
use_firmware_retraction = 0
use_relative_e_distances = 0
use_volumetric_e = 0
variable_layer_height = 1
wipe = 1
z_offset = 0.15
[presets]
print = PLA MPCNC parts
sla_print =
sla_material =
printer = anycubic
filament = PLA for MPCNC
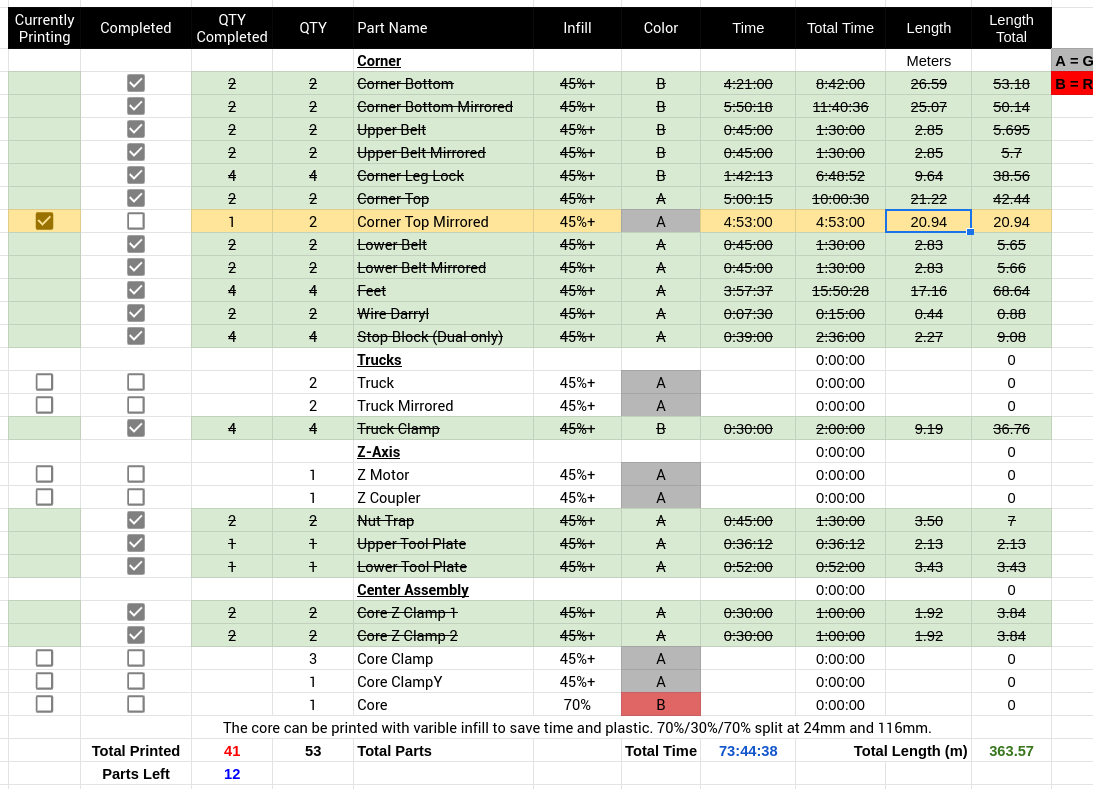
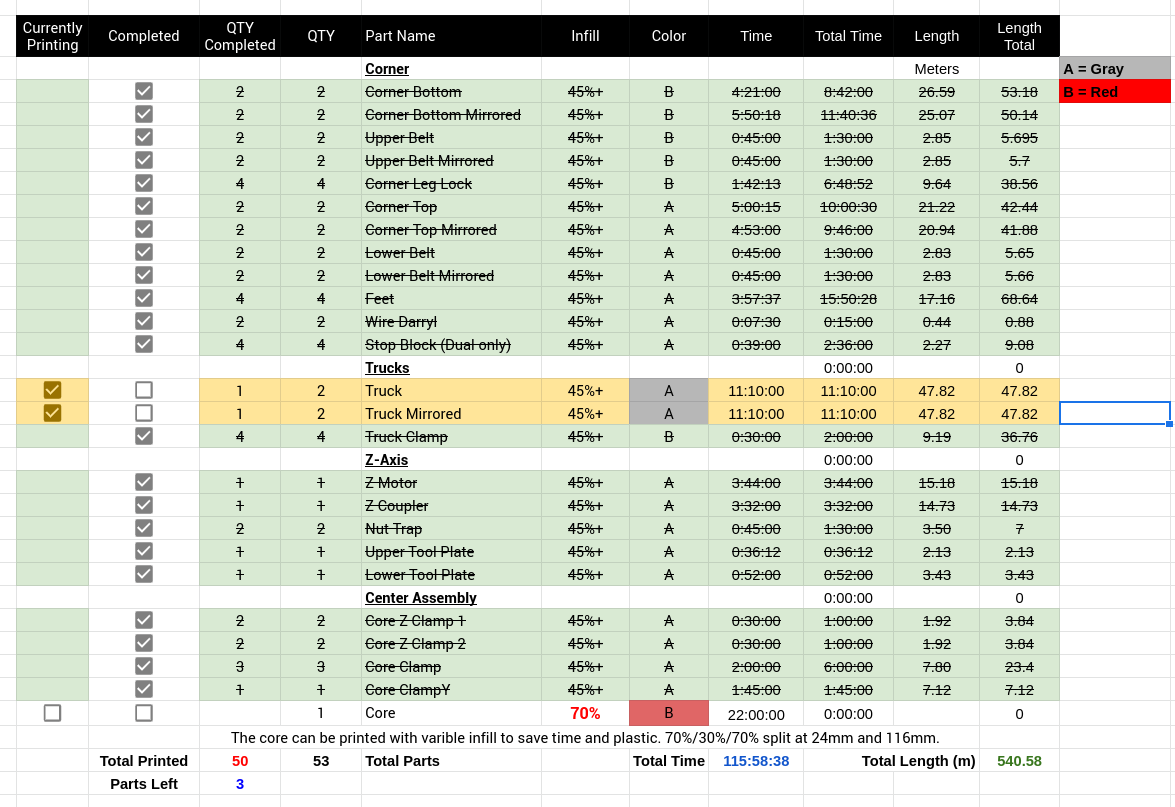
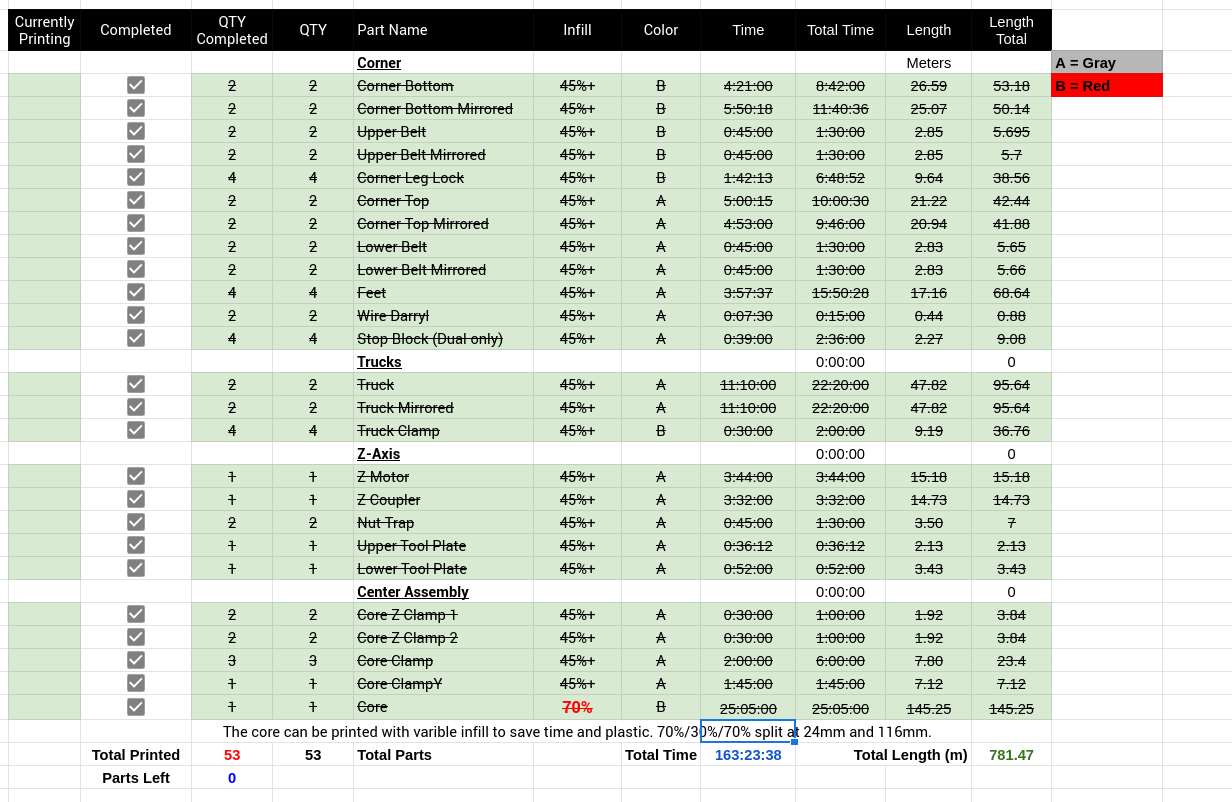
Keeping track of things:
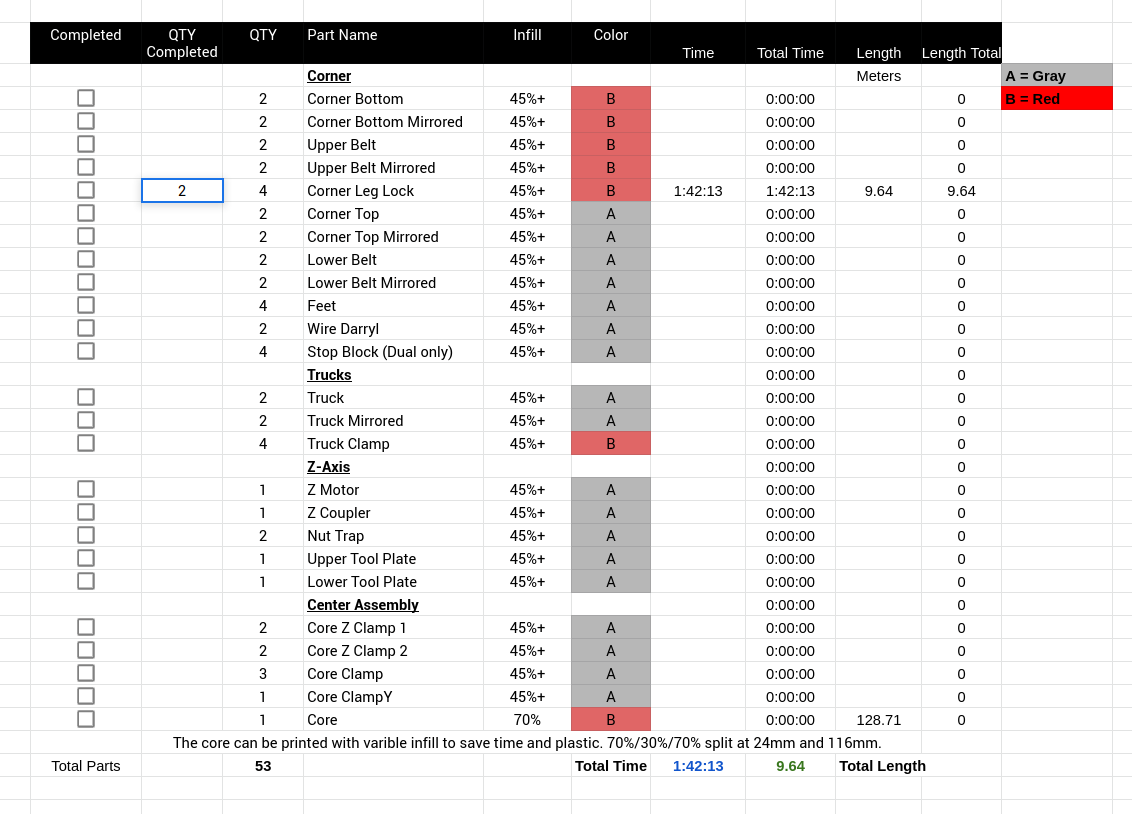
Printer and Filament:

Printed Parts (I’ll keep adding some here as I go).

Electronics Tested good:
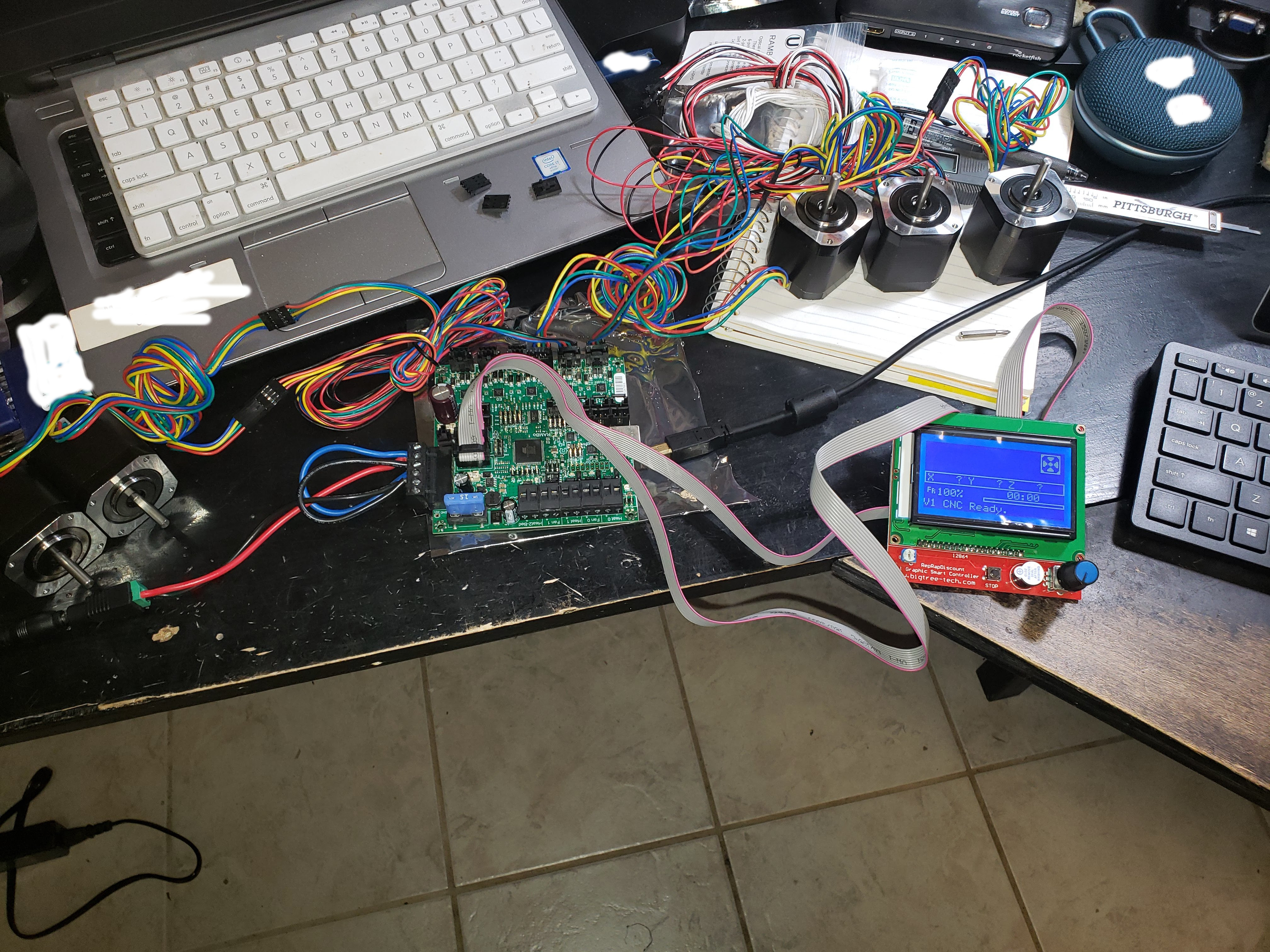


{kind=link}