What endmill and spindle are you using and what feeds and speeds, including rapids are you using?
To me this is now looking just like a CAM thing.
What endmill and spindle are you using and what feeds and speeds, including rapids are you using?
To me this is now looking just like a CAM thing.
Thanks Jeff, hi Ryan,
from back to front:
its a 1,5kw ER11 aircooled spindle plus 1,5kw inverter. Its sold by a company called Vevor, they have a lot of ratings and people seem to be quite satisfied with their products. It has a proper 4 pin grounded connector socket, which I hopefully wired properly. I checked the UVW pins not to have ground connection, and the spindle body is connected to the ground pin (has pass-through with a “multimeter”).
The speeds were 20mm/s, 6,2mm deep (in one cut) into 6mm birch ply, at 24.000 rpm, 3mm bit with diamond cut. Cut itself looks fine (the first at least, the later ones less, but still ok)
I was a bit surprised at first (but figured its normal, I guess) that the Z probe did not work when the plus clamp is at the bit and the probe plate (negative) did not trigger a Z stop. I then cut the probe plate negative cable and wired it to the plus pin of the Z probe, leaving negative at the bit. This closes the Z probe trigger when connected. Guess that should be of no matter to the described problem - still, adding it to the info.
I had this little success with the last miniature cut, but that does not prove things yet. But at least it did not cancel the Repetier connection when firing up the spindle.
I have to note, that when the spindle was running, SKR was on too, Repetier lost connection as well when I turned on the vac ^^. Even though I already had plugged the vac into some other socket - but maybe the whole room is one circuit. Its a somewhat old building and I dont know about the wires here.
Overall, it should not exceed the limits. The vac is 1kw max, the spindle is 1,5kw, the SKR is 0.06kw max plus a desktop computer with two screen. And all of them are max values, not permanent.
For now, the vac is powered from another room (as this is less likely an emergency to power off), the SKR is on one side socket (with the PC) and the spindle inverter is on the other.
…which is not ideal now, as if sth goes wrong I have to decide which to cut first, and thats bad. I’d prefer one single kill switch… 
Big giant heavy spindle.
20 is probably too fast for not having strut plates. More importantly what are ALL your numbers, including your rapids. Your Z axis should absolutely not be running at 20.
Single flute? Upcut?
Ah, ok, didnt know that, I’ll adjust the settings. The first, cleaner cut was with 15mm/s in 1mm steps, as I was not used to ESTLCAM yet (not that I am now  )
)
I’m not yet 100% familiar with the terminology, too.
What are rapids…? To add the missing numbers, its 90° angle, 3mm/s downwards movement. The tool is a 3mm 1/8" diamond cut, primarily for wood.
Is anything missing here?
The spindle is about 3,5kg, a Dewalt 611 is 4kg (from Google).
But can wrong speed setting cause the system to halt or disconnect?
Milling basics has the rapids settings to start with.
Those are actually typically grinding bits. You should get a single flute up cut bit. They will work for most everything you will want to cut. The grinders will not work for much.
Yes. Too fast and it will skip steps or just ignore them.
Be really careful here. The (+) should not be used, for any of the endstops. The (S) and the (-) should be used. The (-) is just tied straight to the negative DC voltage of your power supply. The S is the signal to the board. The S works better generally if it is on the spatula, and the (-) on the bit (because the bit is often grounded through the wall). This would be a separate issue to the other two-ish ones you’re having.
The spikes and ground problems causing a reset isn’t from overloading a circuit, it would be for a very momentary blip (milliseconds). A breaker won’t trip until you have exceeded the limit for a lot longer. This isn’t about overloading the circuit, it is about the appliances putting a lot of noise on the power lines, and that is causing the other appliance to momentarily reset.
I honestly don’t know exactly how it happens, but if you plugged it in somewhere else and that fixes it, then you’ve got power line issues. A different DC power supply for the CNC or the spindle might help, or there may be an issue in your house’s wiring. I’m not an electrician.
I believe repetier host lost connection because the SKR reset. I don’t know how else to explain that. (I am a creative person, I can explain a lot of stuff that is impossibly rare, but no simple solution).
I’m sure you are ![]()
Yes, sorry for the confusion, the Z probe is not on to the (+) pin on the board, its on the S pin, using the bit/tool ground as ground. So this is how it should be I guess.
Is it possible, that Marlin resets without turning off the steppers for a moment? Because if I use the reset switch, the Z axis will fall down. When Repetier loses connection the axis does not fall and I can reconnect immediately. But maybe its just enough to disturb the whole system and cause this break.
Do you think its the inverter itself or is it possible, that the spindle cable causes this spike to reach the SKR? Its a flex cable specifically for CNCs but not seperately shielded. Its a little longer than necessary, thats why its coiled up under the table. Not that I create some kind of sender antenna by that ^^ (just blind guessing)
UPDATE:
I really dont get it…
I changed the tool into a flute, lowered the speeds to 15mm/s.
Made a little test, worked.
Not perfect but ok.
Started the strut plate cut, worked for about 5 min, stalled, Repetier lost connection again, timeout.
The machine did not reset, all motors stayed engaged.
I did stopped the spindle motor (inverter was left still on), tried to reconnect and resume the cut, which did not work. I pressed the Z-up button 10mm in Repetier - but the machine did move downwards…!
Emergency turned the machine off. Restarted, homed it to Z, clicked Z-down 10mm - and it countinued moving down without stopping. Had to emergency cut it again!
I seriously dont know WHATS going on here, its hard to work on sth if its so inconsistent and confusing.
How should I tackle this?
…I will try another cut in the air now (with spindle running) to see if it goes through.
…mid-air cut is still going, looks like its passing through, at least went way further than before.
What does that tell?
I might try to lower the cut depth to eg 3mm, in two passes, and maybe the speed even more…
The first cut overall (with the other bit, 15mm/s) showed really precise cutting, todays cut does not.
What can that tell (dont know if you already told me)
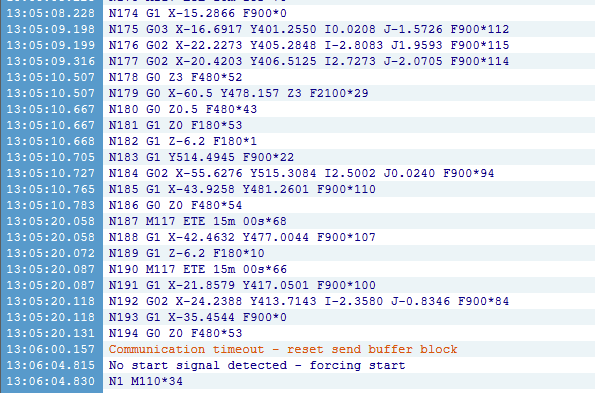
Positioned the drill to restart the cut from the original position, moved over the probe, used G38.2 Z0 to probe - and the machine would go up Z straight… confusing
Well crud. Nope. The steppers would be turned off.
The current is going to the spindle and then back down the cable. So the net magnetic field should be zero. But I hate predicting this stuff.
RH has a quirk. It doesn’t send commands like, “Go 10mm down”. It computes where it thinks the machine is, subtracts 10mm and then sends, “Go to Z=16.56764”. If it is wrong, the machine can go the wrong direction. You wouldn’t notice it most of the time. But when things break, this can get broken.
Dull bit, or something cracked/came loose.
Tadaa.
6mm birch in two passes at 10mm/s walking behind it with a vac.
But- IT DID IT.
So I guess Ryan was pretty much on the right track, even though the disconnection of Repetier when firing up the spindle should not correlate with the speed. Or it was just luck this time, we’ll see for the next cut.
I read the settings 6mm in one pass with 20mm/s in some thread, is it realistic to achieve that?
I guess I’d try the next strut plate with one pass of 6,2mm with 10mm/s, fingers crossed…!
Probably. But the machine needs strut plates, and things like size, spindle weight, bit type, and operator skill can all have an effect. There are a lot of users who have been on the forums for years and know a ton. Their machines have been built and measured by experts (themselves). Take numbers from the forum with a grain of salt. And be ready to test and learn. Also, those numbers don’t tell the whole story. If you were to do a pocket with 50% stepover, that is half the load of a slot cut. There are also roughing passes and finishing passes, which have different loads.
Jeffeb3 has it right on the head. Your machine will be different. Will you be able to hit those numbers, certainly, right now…don’t experiment, just get your plates done.
I highly suggest you follow the milling basics numbers. 15 is still very fast. There is a lot to learn before you start pushing speed.
Repeater host going out on you though, that could be your computer falling asleep?
I highly recommend you use an SD card to run your gcode from without using the computer. That eliminates all sorts of issues.
I will definitely go slow for cutting the strut plates and make my way forward to some adjustments later.
Did read the milling basics ahead of the whole build, but now it makes more sense to give it a closer look, thanks for reminding.
Repeater host going out on you though, that could be your computer falling asleep?
No, the computer was not going asleep. The machine stopped moving while Repetier still showed being connected. But from experience I can tell it was gone already, and giving the timeout error soon after.
Strange enough one cut showed the same behaviour (halting mid cut) when using a SD card.
I will try one risky 10mm/s in one cut (birch is a pretty soft wood) and see if it works. If not, I will go for the two passes at 10mm/s (even though I remember the milling basics advises to go very little stepping down.
I just figured: the best thing in failure, is to learn why.


