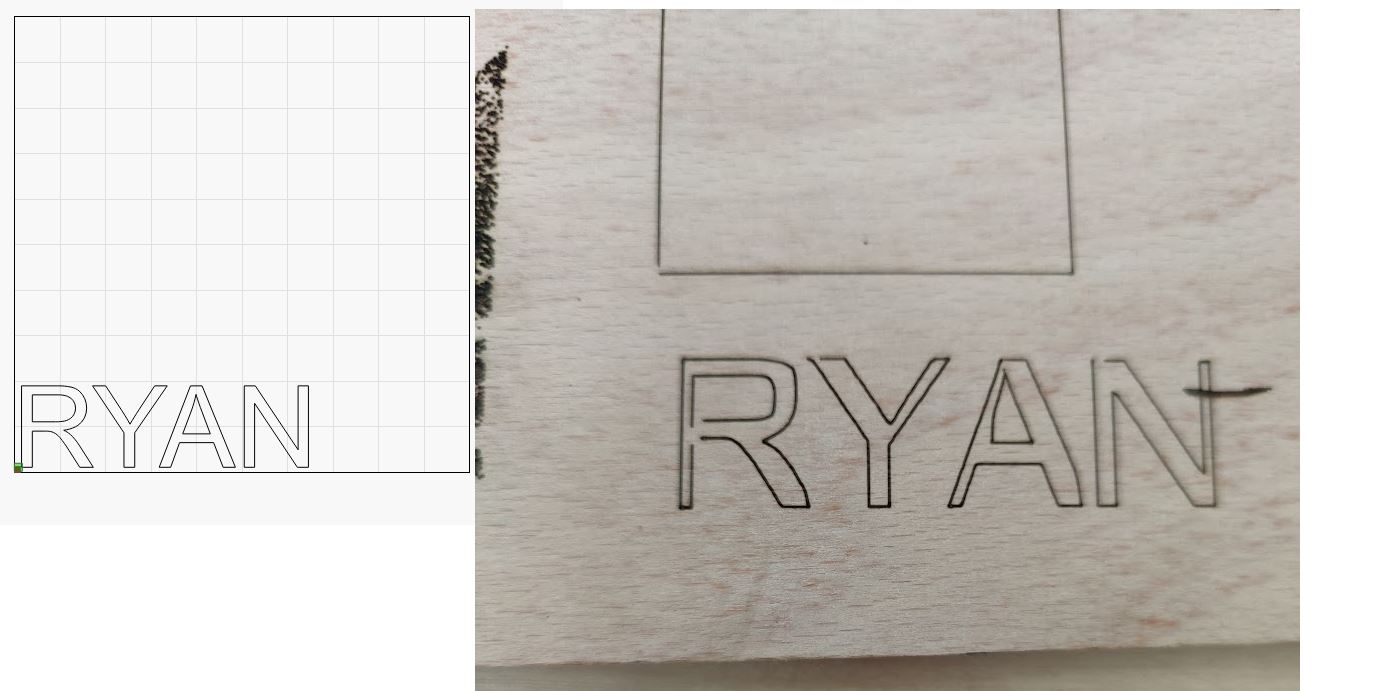
I’ve had a lot of fun building the mpcnc for small projects but have been stuck for a few days trying to work out why this issue is occurring. When laser engraving letters, the letters have come out weird. The letters aren’t uniform. I’ve uploaded what Im expecting to see to what I actually get.
This could be something flexing. It isn’t skipped steps (I’m pretty sure). There was a specific problem in the past with Marlin, when we were using M106/M107 to start the lasers on the fan pin where it would start early or late, but I don’t think that’s your issue here.
My guess is backlash. Grub screws was a good guess. Maybe the belts aren’t tight enough?
Any chance that your’e cutting inside of one line and outside of another, or using a tool definition that’s much wider than the laser’s actual kerf?
Lightburn does have a compensation setting for under- and over-scan (I think that’s what they call it, not at my Lightburn PC at the moment), but I believe it’s primarily used in raster engraving rather then vector, and these look like vector paths to me.
There’s also an issue with some lasers where they take a bit longer to get from “off” to “burn” so if the head is moving at full speed and the laser is toggling off and back on you get gaps similar to what you’re seeing, and the faster the machine moves, the longer the gaps are. As I recall (it was quite a while ago I worked through this), the fix is to find the highest power at which your laser will not fire, and have Lightburn use that as the intensity value for non-cutting moves. Again, I’m sure there’s a Lightburn knowledge-base article about this.
I’ve seen some issues when the laser is driven by the fan pin and fan g-codes rather than inline commands. You can use a g-code simulator to verify that the g-code is walking the right path. Are you burning this text as vector or as raster?
I’ve also seen (on the forum) skewed, but consistent results when steel reinforced timing belts are used, and the metal breaks in the belts.
That looks like backlash in the X axis to me. Like the first few mm after a change in direction on the X axis (It stops going left and starts going right) the laser head doesn’t move, because the machine only takes up the backlash. Then it starts to move. You can see this in say the bottom right hand corner of the “R” and the “A” where the angle is flattened to nearly vertical for the first bit. Also the lower right hand corner of the triangle inside the “A” showing the same symptoms. I see a small gap at the top left of the “Y”. I would bet that the laser head is moving clockwise doing that triangle, and counter clockwise doing the outline of the letter. I also bet that the “Y” started at the top right and went coutner clockwise around.
The first thing I’d check is a loose belt, and see if I can wiggle the machine back and forth in the X direction with the motors engaged. The amount of wiggle will be approximately equal to the size of the gap in the top right of the “Y”
Double tripple check the grub screws. That is exactly what i see when on is loose. With the motor powered twist them back and forth both directions. Also a wire caught on the edge of the table but then a skipped step usually happens