Hey could someone point me in the right direction for a PP for the low rider 2. also running V1pi. idk if i need to make any changes for that. Thanks in advance.
so i gave that a try. when i start the cut the machine immediately starts plunging down into the work surface instead of moving over to the start of the cut. any ideas?
That will probably depend on some of your settings in Vcarve (such as Safe Z height).
You can edit the post processor file in a regular text editor and custom-tailor settings to suit your build/match your workflow.
Can you share the first 10 or so lines of gcode and maybe a few screenshots of Vcarve?
1 Like
Here are some lines of gcode. what screenshots of vcarve would you like? I havent purchased the software yet, im still just trying to see if i like it before taking the plunge.
; avalon test
; Safe Z height: 5.080
; Tools: 1 = End Mill (1/8")
; Notes:
; Generated Saturday November 20 2021 12:28 PM
G90
M84 S0
M03 S16000
G21
G00 X0.000 Y0.000 Z0.000
G1 Z5.080 F500
G1 X0.000 Y0.000 F889.0
; Tool 1: End Mill (1/8")
; Path: Pocket 1 G:\avalon test.gcode
;
G0 X29.009 Y23.448 Z5.080 F1778.0
G1 Z-0.250 F254.0
Have you set the zero position for XY before running the gcode and zeroed out the Z height (not sure if you are using a probe or just eyeballing it with a piece of paper)?
And just to ask where you are coming from - have you followed the tutorials and successfully run the test crown? Wasn’t sure if you were diving right in to trying out Vcarve or stepping up from something like Estlcam.
right now just eyeballing with paper. i do have the prob as well. i have sucesfully made cuts designed in fusion 360 and etslcam.
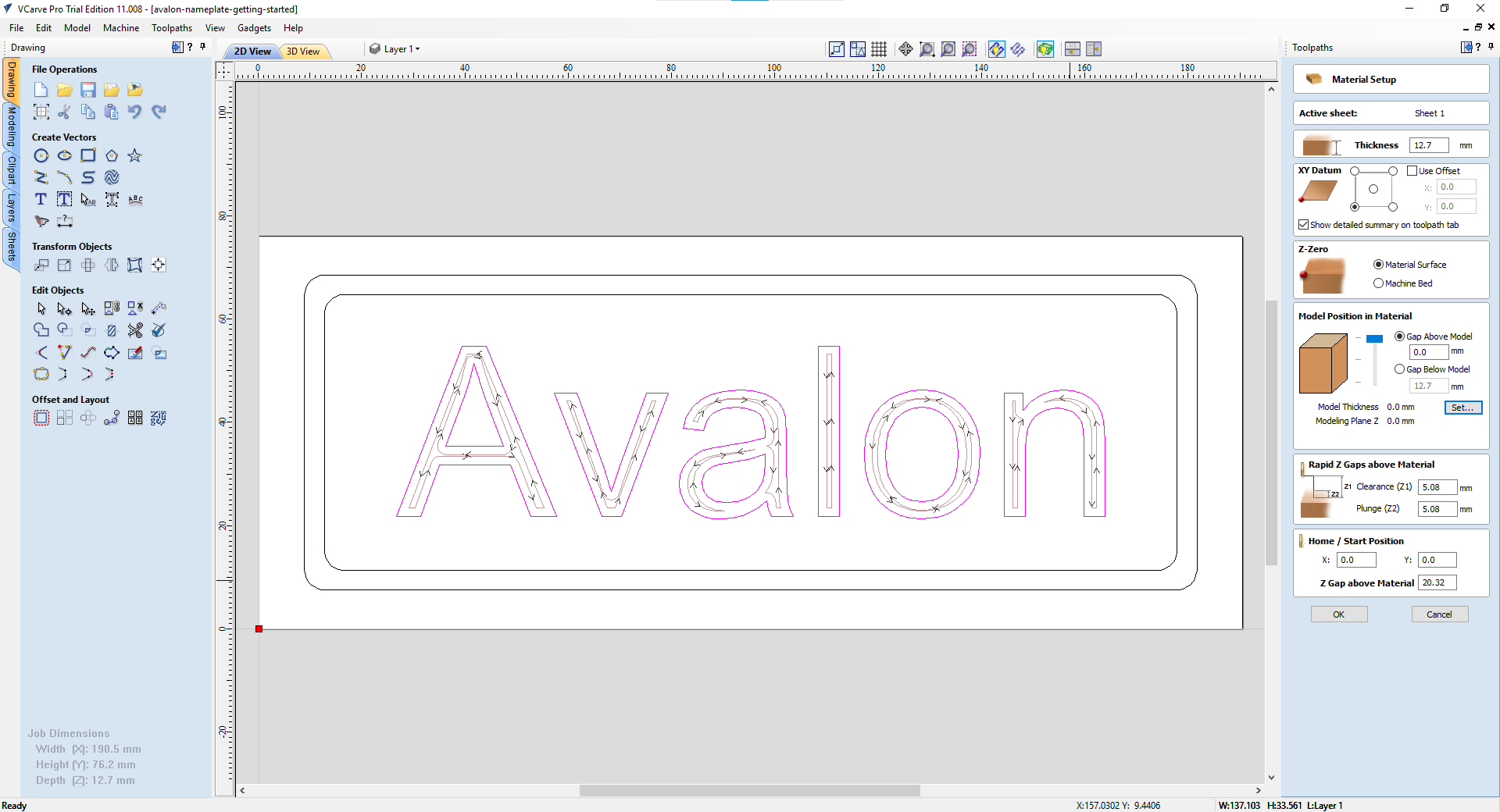
What is your Vcarve job setup like? For example, have you zeroed your Z in the center but expected the cut to start at the bottom-left? If that is the case, is your XY Datum set to the bottom left?
If you manually job the tool bit to the expected start of the cut, does the gcode then run correctly?
it doesnt look like it runs properly. When i start the cut the machine is just plunging down into the piece as if its not there. the X and Y does not move at the start of the cut either.
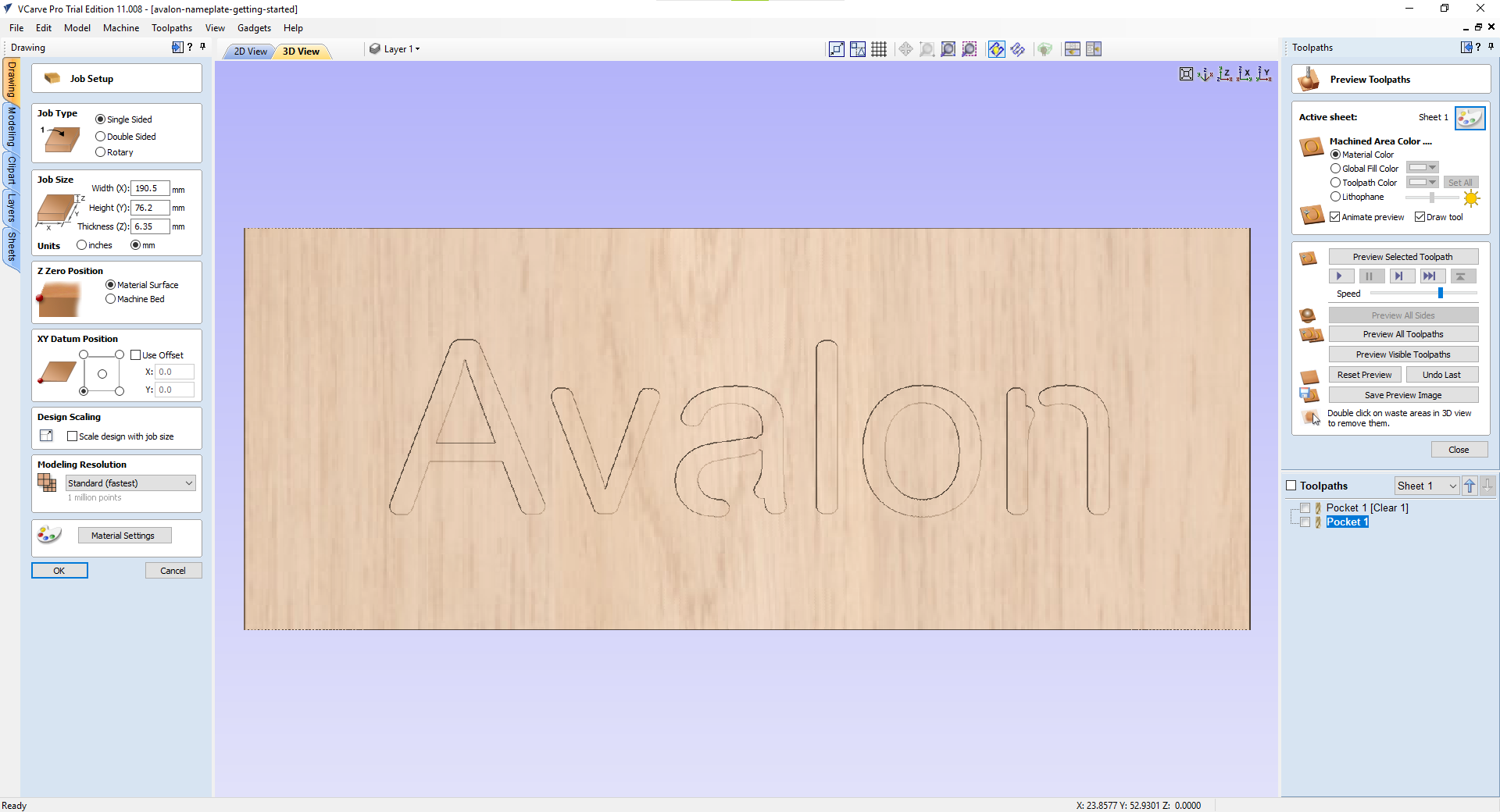
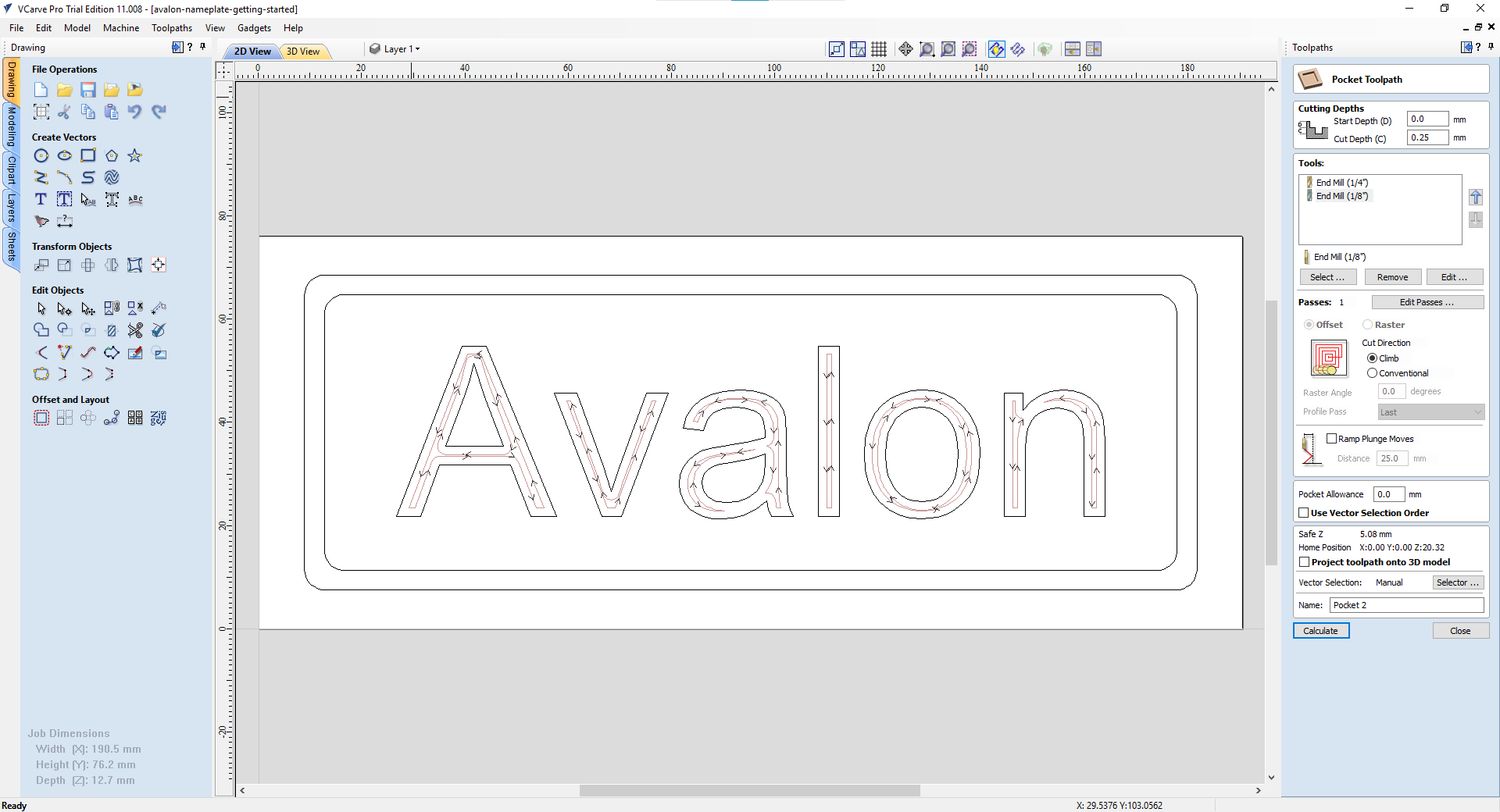
What are the settings of the first toolpath as well as the material setup?
1 Like
I am by no means an expert in Vcarve, but have not had any issues with it.
The only setting that sticks out to me is your Z Gap Above Material. I have mine set to the same as my Z1/Z2.
Can you upload your full gcode file, i’d like to try running it and see if I get the same results as you.
Yes, both an MPCNC with a Ramps board as well as an LR2 with SKR 1.2 - both with cncjs
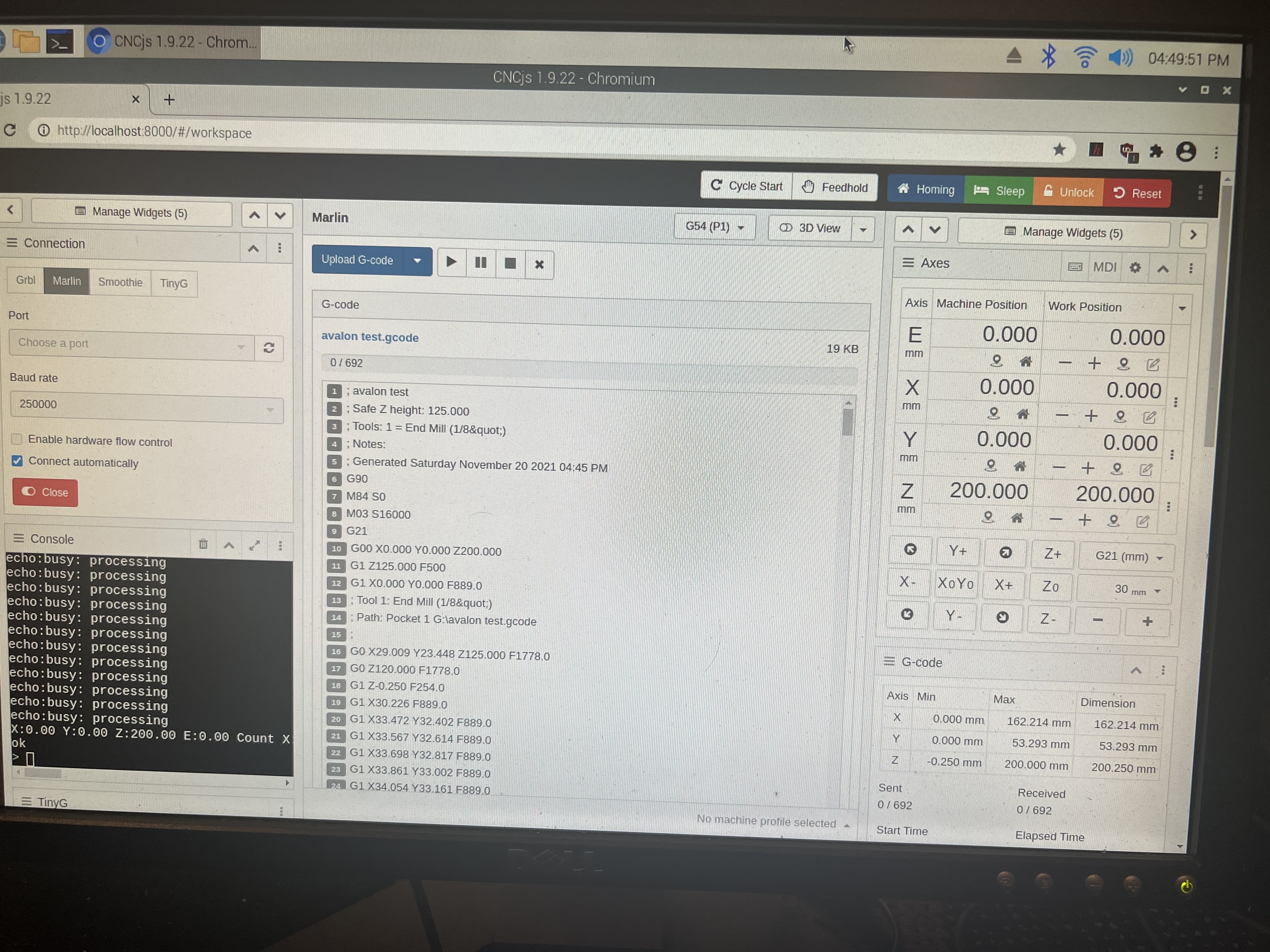
oh nice! ok. when you home your z does yours home to the table to max height?. mine goes to max height. i think thats part of my problem.
OK yeah that’s why it’s behaving like it is - it thinks your Z is all the way up so it is lowering it. It looks like you changed the gcode file from the original one since your Safe Z height is now 125?
(I am running the dual end stop code.) Z homes up to max height (until it hits the limit switches). Touch plate probe homes down.
1 Like
it sounds like we have the same setup. i did change the Z safe height to see if thats what was causing the machine to freak out. so what should i be doing differently? or how should my post processor be setup?
Set your Z1/Z2/Z gap back down to a reasonable number for testing things out (say 5mm) and then save the gcode.
Using cncjs:
Jog the bit to the lower left start position and give it a G92 X0 Y0
Zero out your bit using the paper method and then raise it up 10mm
Give a G92 Z10.1
Run the gcode - it should now cutting in the air and you can watch it go for a little while
Edit: Send me the revised gcode too and I can take a look
Pocket 1.gcode (18.6 KB)
So that time it acted a little different. after giving it the commands you listed. i started the gcode and the machine when to it max height but continued to try and push past the sensors.
Edit: i ran what you said again and that seemed to work fine. not sure what happened the first go round.