Hello, I’m confused on what tubing size to pick. I’m looking for 1 inch stainless steel tubing. I just don’t know what the thickness of the steel wall has to be though.
Thank you.
0.065" or more for 1" stainless steel will cover almost any size of MPCNC you’ll want to try as 0.065" is recommended for the LowRider.
For 1" tube, 0.065" is pretty much a standard size, and the most common.0.100" exists, but is considered specialty and will probably cost much more than just the increase in mass would warrant.
As above, 0.065" is going to be adequate for the MPCNC. If you are exceeding the limits of the .065" wall, you’re probably out of the range that the MPCNC is intended for. (Remember, there’s also a build for conduit, which is considerably lower strength.)
I made the graph below to illustrate how thickness will play in to tolerances, according to basic beam theory (del = Fa^4/(3L^3EI). This is with the X and Y tubes supported on either end (not cantilevered), and a point load (core weight) acting in the middle (worst case scenario). I made some sort of middle of the road assumpions; 36" tube length w/ 5kg core weight. Without disassembling my Primo and weighing parts, that seemed like a fair approximation for the core/router/tubes etc. There is also some deflection due to the outer gantry tubes, which would equal roughly half of the deflection on the x/y tubes (so reality may better be represented multiplying Y by 1.5). I left that out of the chart since that can easily be fixed with supports like some ppl have added to their mpcnc rigs.
As you can see, with 0.06" thick stainless, the core deflects down a few thou. You get down below a thou at around 1/8" thick wall. I personally went with 1/8 wall DOM steel, since my local supplier had it in stock for a good price.
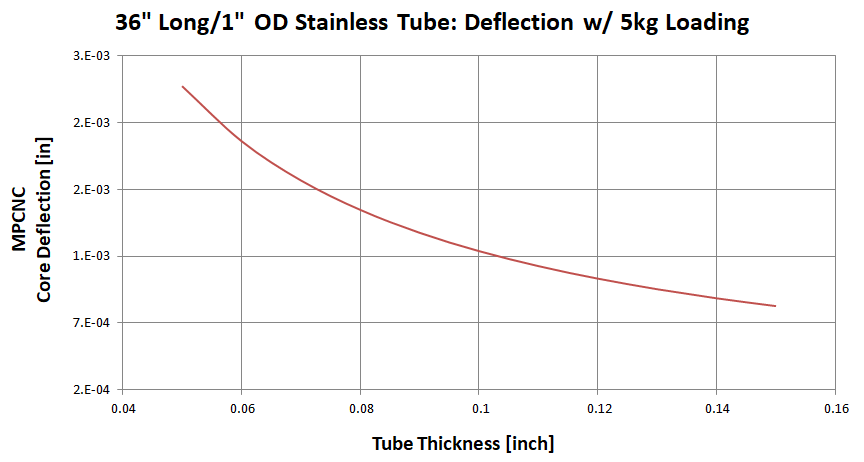
This is of course specific to the assumptions I made. If you’re Primo is an 18x18", then it will deflect a lot less, or if it is a 48x96 it will deflect a lot more.
So if I’m reading your graph right right (and converting deflection to metric), with .065 wall tubing I would see 0.05mm of deflection. That is more than I need. I know Ryan and probably some others have done some real world tests. It would be interesting to see if your graph agrees with their tests.
Welcome to a fun journey.
I started January 1 and have had a fun time. I did/am hitting some control issues but slowly bang through with this Forum.
A few comments from a very new user:
I used a local “Metals Supermarket” (location Villa Park, Illinois) and got an online quote for about $240 for my Stainless Steel 304 1" OD x 0.065" wall) with 6 35" rails cut to length
I called on the phone for a question and he offered a quote (I did not think to mention I had one from online) and he told me $110! Sweet! I did ask at pick-up if all franchises are same and he told me they are free to price as they see fit. So a $110 total cut seemed good to me. Ready in one day for in person pickup.
Stiffness of steel:
Stiffness of materials is affected by “Youngs Modulus”
Basically all steels are 30,000,000 psi and includes mild, low carbon, high carbon, hot drawn, cold drawn, tool steel, and stainless
Deflection of a tubular member supported on the ends.
The maximum deflection is at the middle of the span and dramatically reduces as the load get’s closer to either end. So 0.065" wall at let’s assume 0.05mm sure is not bad in my book. Especially it is much less elsewhere. Note: The actual machine deflection is a combination of many things, not just the tubing.
Finally a fact, that you can win many bar bets on, is that the modulus DOES NOT CHANGE with the temper increase (Yield Strength, Max Tensile Strength, Hardness)
Stronger steels are not “stiffer” they just do not yield (permanent bend) so early under load.
My major was BSME but my minor was metallurgy for what it’s worth
Probably more infor than anyone cares and this is coming from a guy that can’t get his motors under control ![]()
Basically all steels are 30,000,000 psi and includes mild, low carbon, high carbon, hot drawn, cold drawn, tool steel, and stainless
In a post on this forum (that I cannot seem to find at the moment), I believe Ryan mentioned that he was getting half the deflection out of DOM tubing that he was getting out stainless steel tubing. I assumed at the time the wall thicknesses were the same. So if I remember his post correctly, based your your metallurgy schooling, something else was at play besides just how the tubing is processed?
Yep could be something geometry… never forget we had a homework assignment in a metallurgy class. Before internet. And I struggled to find Youngs Modulus (E) for a particular alloy. So
I used 30 million.
Next day I asked about where to go. Got my head handed to me. Anyway lucky I assumed 30.
William Rostoker. Was head of metallurgy department. Gave weekly 2 question quiz/test. First week he tore up some papers during the test. Loudly pointed out all of his questions can be answered in two paragraphs always on a single sheet. Otherwise you are Laying crap.
Anyway I ended up in his lab working on doing all types of tests. Actually nice guy was on PBS doing a great show on metallurgy in the 14th century.
Sorry memory lane…
1 Like
I loved matsci classes, and took a lot of that knowledge with me (compared to say, english class anyways). You do increase deflection about 6% going from carbon steel to stainless, but that’s worth it when you consider the maintenance of carbon steel (price is the design driver here). Also stainless workhardens a lot more than carbon steel… that’s a good thing for the bearing contact surfaces.
Also, the deflection at the middle is of course larger, which in the end creates a bowl shaped error in the cutting plane. The depth of that bowl in the middle is what my chart above represents.
Along these lines, I have noticed that belt tension asymmetry plays a role near the extremes of xy range. One direction has very little flex and the other direction a ton, as you get close to the end of your x and y range. When cutting near the middle, the belt tensions are balanced and (from my little experience anyways) the cuts tend to turn out better.
1 Like
Thanks something I’ll watch for as I am a rank novice and my experience was limited to one session on a massive ShopBot before the state was shut down (Illinois) by COVID and the maker space went out of business. Serious while I did my first project. My other very limited experience was for the local library Carvy and little desktop CNC. Well that it.
But I am so happy to say I successfully drew my first Crown on my MPCNC couple day ago…so yea!
Yeah the whole COVID thing has kept my kids out of school and shut down a lot of the normal activities that fill our lives. Making, tuning, and adding to my mpcnc has been an great way to fill some of that time at home.
Tbh I also came into this with very little Cnc experience. I have tinkered my whole life, but wrt machining only worked a few years at a fab shop and had little to do with the Cnc stuff they did. My boss and coworkers were stunned I didn’t know Cnc with all the other robotics stuff I was doing at the time… but try to stay in my lane and the business closed doors before I managed to learn anything helpful. So the mpcnc project for me is partly satisfying that curiosity about what my coworkers saw in me. So far… meh I feel pretty much no different than any other newb given what I knew going into it lol.
The cool part is the mpcnc community is active and helpful no matter what your skill level. Good times are ahead for you I think… the crown is just the start.
1 Like