Hello everyone!
A problem appeared that neither felt nor solution. I hope you can help me.
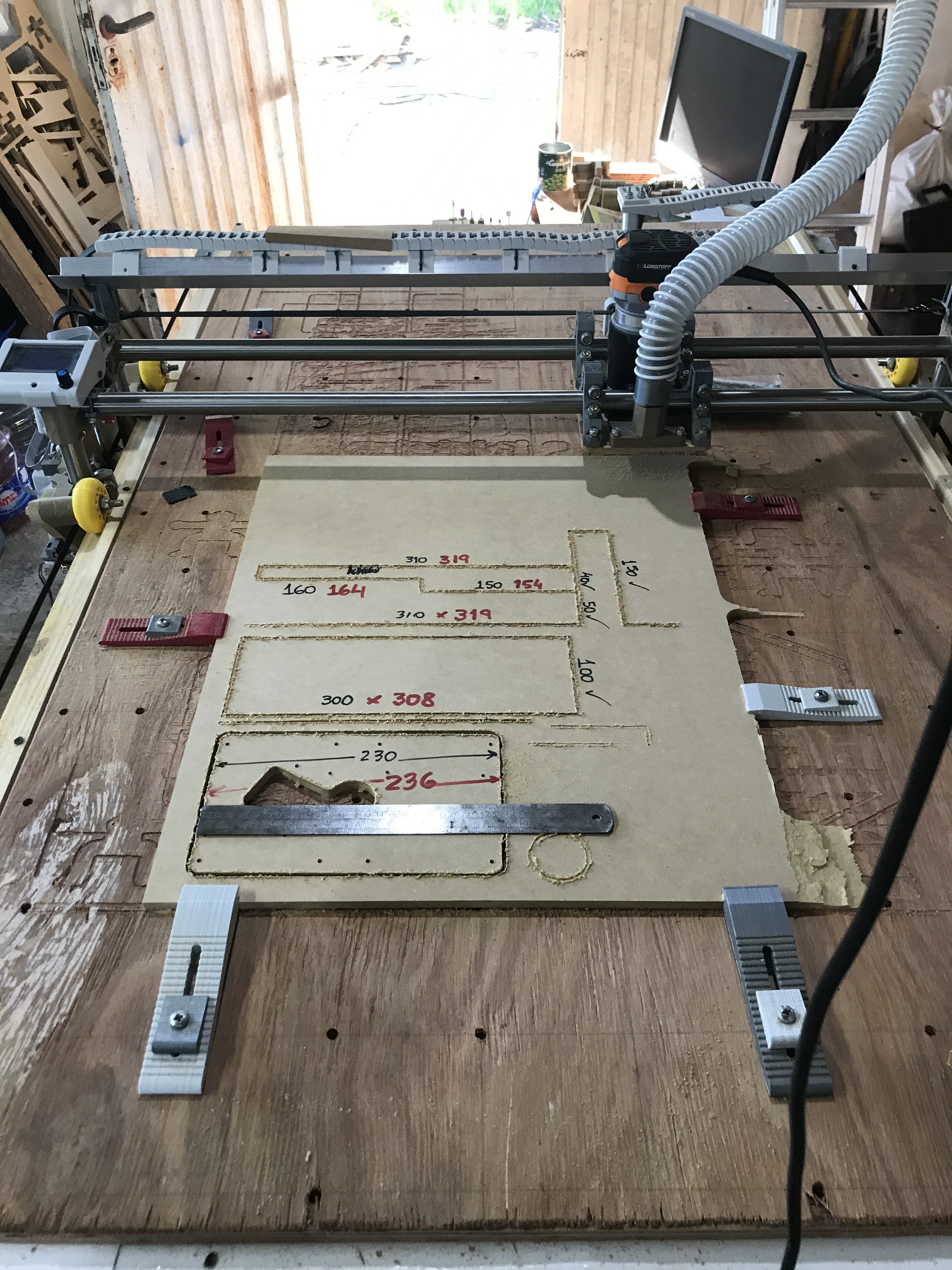
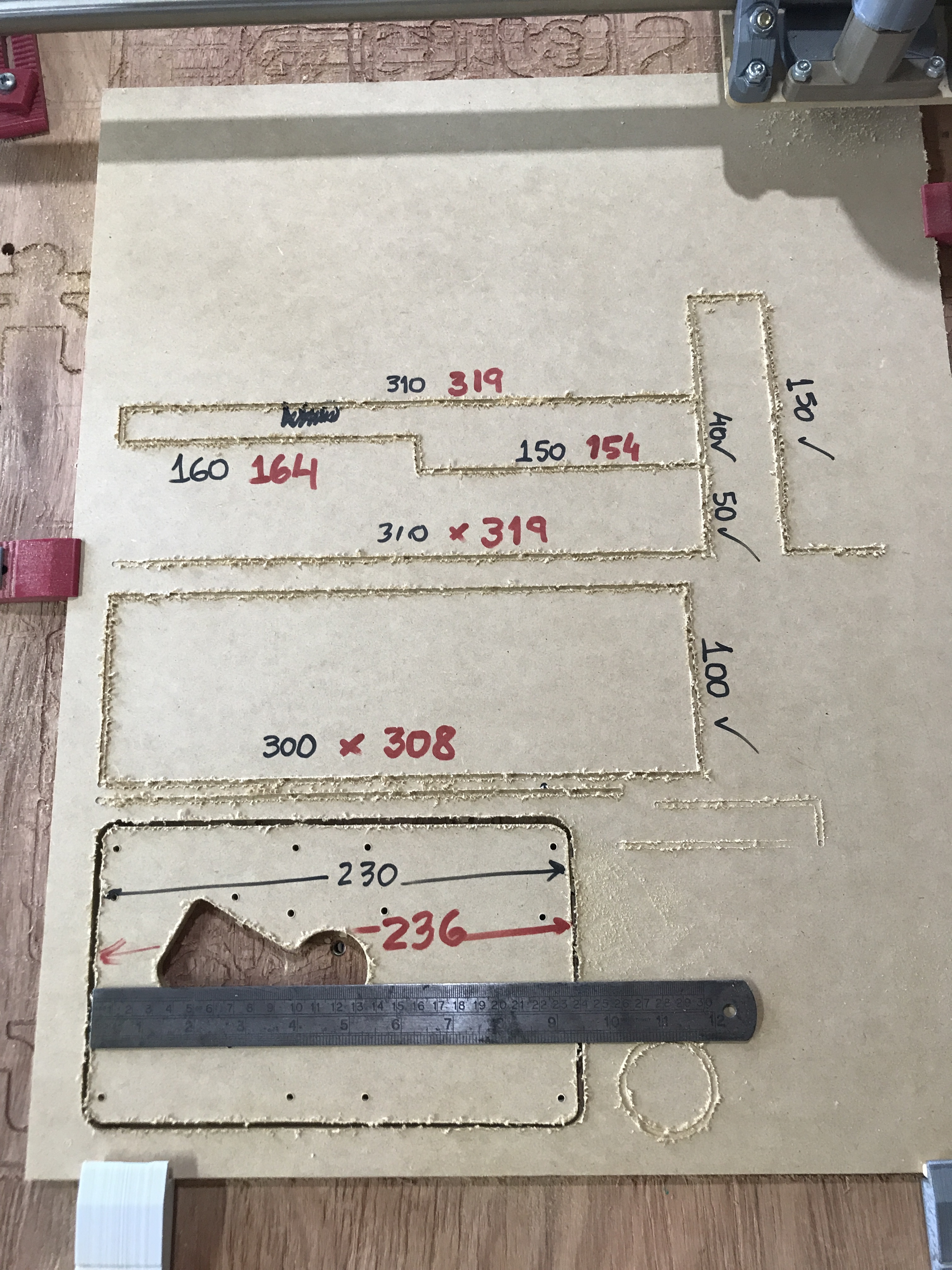
In the attached images you can see in black the distance that I indicate to travel to the x axis and in red what it really travels. It is very rare since I did not have this error.
I am using a 1/8 1 flute bit with a DOC of 3mm and 800mm/min feedrate. Likewise, the lines of the photos were made with a DOC of 1 mm at 1000 mm / min. I generally cut MDF at 1100mm / min with 3mm DOC and all goes well. But notice the mistake when I made a circle and it came out oval.
Im using ramps 1.4.
DVR8825
I made sure that the belts were tight but repeated the mistake.
Something interesting is that the error is repeated. Whenever I indicate 300, walk 308 for example.
Any suggestion would do me good. Thanks from Argentina !
The steps/mm in the firmware is 160 becouse I got 20 teeth pulley then with the 3 jumpers placed and according to the formula the steps/mm are 160.
(200x32)/2x20 = 160
If Marlin says 160 should be ok.
Maybe if I I take out the jumpers, I dont know.
Yes, confirmed. I just solved the problem that I still don’t quite understand what was wrong. I disassembled the X motor and I did not find any loose bolt and the pulley was not loose. Loose and adjust everything again with the pulleys properly aligned and reversed the belt (just to test) and mounted everything again. Incredibly I put 300 in X and it was 300 in X. Maybe there was something misaligned or loose in the pulley or maybe the belt has some defect. For now I don’t know. Thanks for giving me advice.
You are always attentive to solving problems. What’s more, looking at my problem notes I read “Jeff recommends …” hahaha
I am glad it is working. Just to clear my thoughts on this:
If something was loose, then I would expect it to be smaller, not larger. It is possible you were doing climb milling, which pushes away from the part, but your results look pretty consistent, and 9mm is a lot to lose to a loose grub screw or something.
The belt may be at fault. They are made of rubber, and they have fiber (string) molded inside. If the string was broken, then the rubber can stretch, which would cause this problem. But it seems odd that it would stretch 3% and in multiple places. It seems more likely the belt is just made to poor tolerances. If you want to go into “research mode”, you could try to take a picture next to a ruler, and count the teeth in some large distance, like 100mm. There should be very close to 1 tooth per 2mm, or 50 teeth in 100mm. On a well built belt, this will be nearly exact (within a fraction of 1%).
I suppose it is also possible that you just had an enormous tension on the belt, and it was actually stretching too much. 3% feels a little too large of an error for that though.
The other possibility is that the wheels are translating side to side. But I see your wheels are inside tracks, so that probably isn’t possible (for up to 9mm).
Yes, I turn over for the belt. I will go into research mode because I feel like I’m going to have the same problem shortly because I just twisted the belt. I will buy another one.
If the problem appears, the first thing I am going to do is change the belt to see if that solves it.
I dont think that wheels are translating side to side because I was only performing X movements with the fixed wheels and I had the problem.
After 1 custom job the error returned. I’m going to change the belt but here in Argentina I only get a 10mm GT3. Changing the pulley and the steps/mm in Marlin should not have problems right?
I haven’t used a GT3, but it should be ok. Try to find a small tooth count gear. A 16T pulley would make it go 33% faster and lose 33% of the torque (32mm vs 48mm for one rev.). A 20T would be closer to 50% (32mm vs 60mm). If you found a 12T, that would be closer (32mm vs 36mm).
Most machines work fine without the second X motor. I haven’t seen any issues in the forums where people were worried about the torque in the X.
If you’ve got a working ramps, you won’t find any functional difference to an skr, at least until you add a laser and want fine detail at high speeds. The skr pro is a better choice, just because we have tested configurations for it.
Thanks again, maybe take the test, I really liked the aspiration channel of that video. In Ramps 1.4 I have 5 DVR8825s connected for my 5 steppers (it is DUAL ENDSTOP). If I put a second stepper, I should connect the current stepper together with the new motor without problems, right?
And the last one, I’m thinking of buying some linear guides here in Argentina and mounting them. What do you think about the idea?
You’re right, I imagined the sliding would be much better and the table framing would be better. But I will continue with the wheels, but they are currently printed. I’m going to buy better ones. I have these two options, one is wider with a greater support surface which I do not know if it hurts or improves. And the other is finer. Which one do you think is better?





")

