But when I moved into plywood something bwent amiss… After it cut the middle out it seemed to miss steps or something because bit didn’t raise up high enough to clear the top of the part as you can see here and cut a path about 2-3 mill through the top of the piece.
I know(or at least suspect) that it’s some something in the code or settings because the middle part of the piece is perfect down to a fraction of a mm as I set the tool to cut through just the perfect thickness of the material but on the outside layer it’s dug right into the spoil board. Additionally after finishing the piece I measured the height of the gantry and X- is about 15mm lower than X+
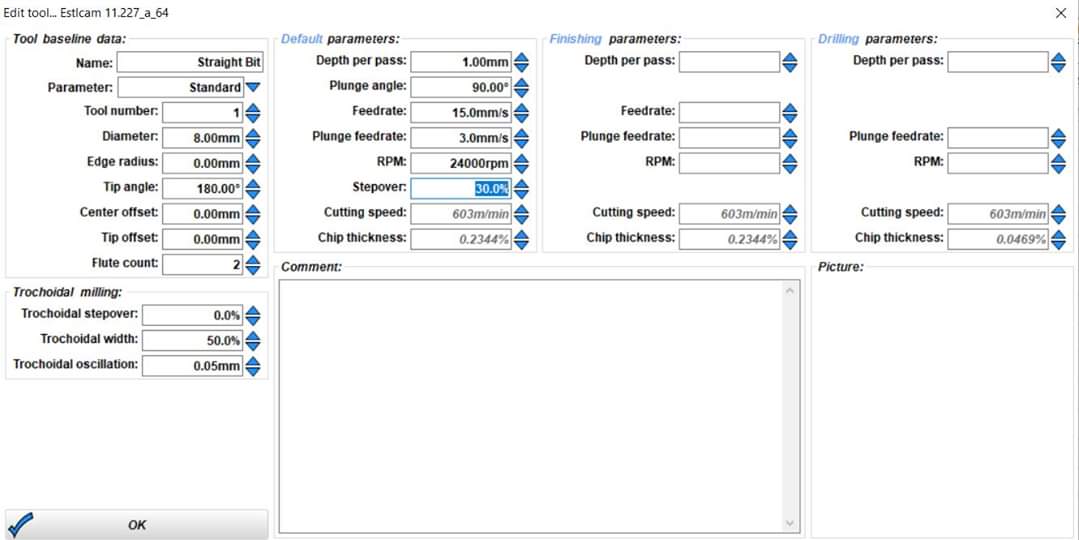
Your Plunge rate is 3mm/s your feed rate is 15mm/s
Drop your feed rate, start at 6mm/s and go up from there.
Your plunge rate can be higher, when I use Estlcam my plunge rate is 10mm/s
Also, which steppers are you using?.. some of the smaller versions will be sorely lacking in ‘umph’ . You have lost steps in one of the Z motors, either through trying to move too fast, the motor not having enough power to lift the gantry or too much friction in the Z axis…all 3 will require tuning for maximum output!
@timonjkl I assume if its left blank its the same for both?
@dart1280 using the steppers that came with the kit. I lubed up the lead screws better and changed the feed rate to 6mm/s and I got a successful cut.
On a side note. Does anyone have any tips for an end code for the work to raise the bit back to Z starting point + a few mm as I really dont like it being left running inside the part when it’s done.
Hmm. Having same issues, If I cut the entire job at 20 in/min, no problem, but if I want to go faster with X Y Z Moves, Z always fails I am talking in 3D. Is the Nema 23 the way to go so that I can cut in all 3 axis at the same time? at least at 40 or 60 in/min without losing steps?
I would start with a 24V psu. You’re probably reaching the current limit at that speed and losing torque. You can also get a little more by setting a Z max Z feedrate in the firmware to a safe value (like 20 in/min) and most moves will be able to move quick, but compound moves that include Z will be throttled to not max out your Z.