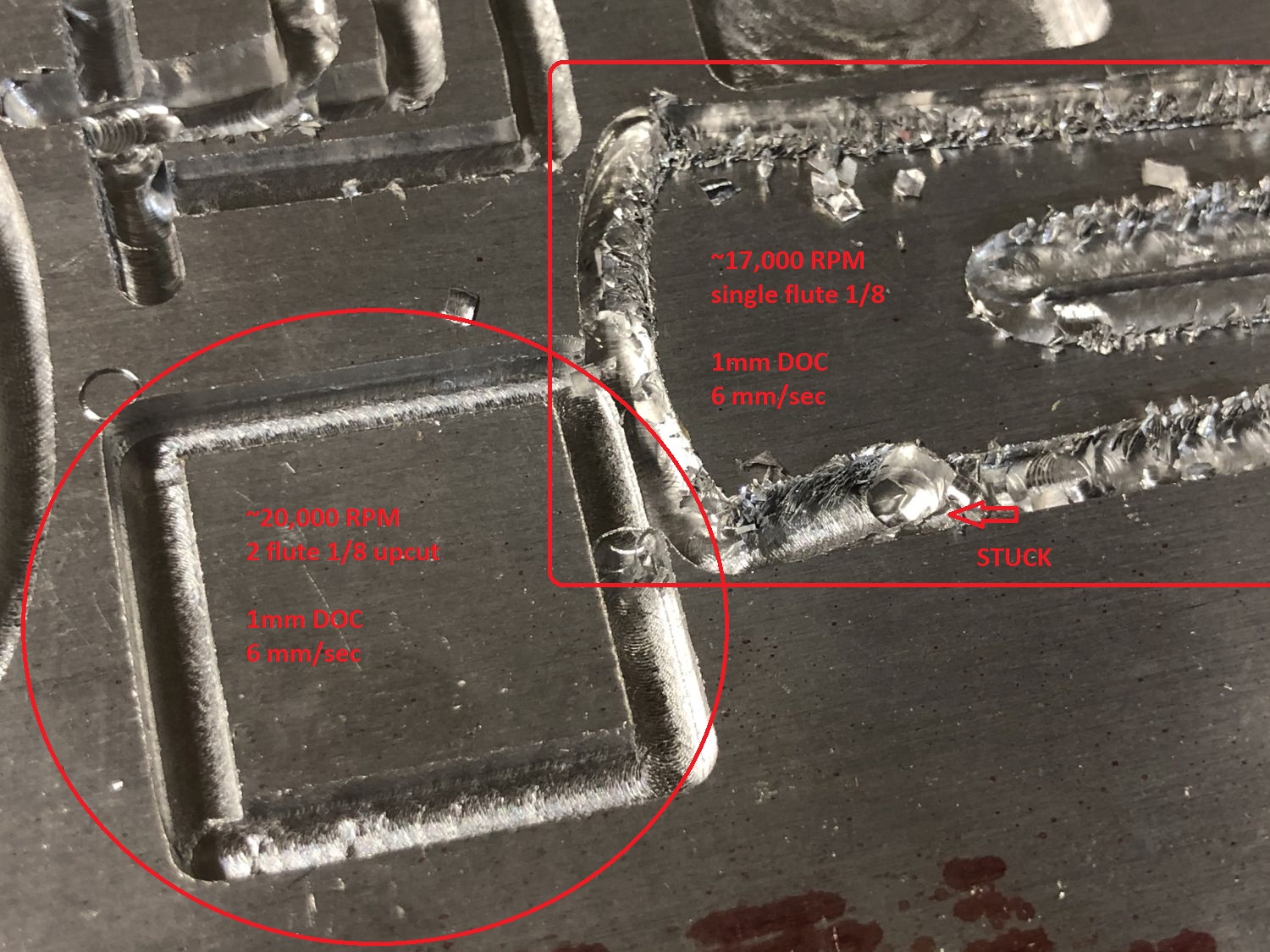
I don’t know the cause for sure but there’s a huge difference between the number cuts /distance-time between 2 flutes @20,000 RPM and 1 flute @17,000 RPM. To try and equate their cutting action it seems like you’d need more RPM with the single flute, not less.
Assuming you’ve followed the build instructions to the letter and purchased all of the recommended items and stuck the landing on the build too…
Plunging is difficult. Lead in from the side, Ramp, or Trochoidal milling only. Brauns CNC
I’ve never used HSS bits in aluminum. Too many reasons to go into, but suffice it to say that Carbide and Ti coated carbide are the endmills to use. Start with a single flute if you can. Try 6061 aluminum. It machines far better than the big box store extruded stuff. Al Machinability Quicky
I’ve only had luck with High Speed Machining tool paths in Aluminum. I remember sweating rather profusely while questioning my sanity running high feed rates I normally reserved for plywood.
Keep at it. Unfortunately, this isn’t a one size fits all effort.
Nothing to add for strategy, but I think the reason you ran into problems with the single flute is the material. 17k puts you over 550 sfm, which is nearly double what you want for a hss mill. Heat builds up, things get sticky.
We usually skip the 2 flute for aluminum because they tend to have trouble moving chips. You probably got away with it thanks to the really small chip-per-tooth (~0.01mm) and the short cut. If I had to guess, the mill was probably pretty new, too. If it is a working strategy, use it, but don’t be surprised if you start to getting rubbing as soon as the tool loses just a little bit of its edge, builds up heat, gets sticky, then stops cutting.
I wouldn’t go that fast. I think aluminum with carbide range is something like 400-900 sfm, so maybe 27k. I could be wrong and some tools might be ok way past that - especially if you get a coated tool- but then you’ll have to bump your feed rate up significantly to keep your chip size up. I would prefer the slower speed for reliability/heat management. MAYBE a slightly faster feed, since it looks like you’re just under the 0.001" chip/tooth that works well for me.