It’s really hard on the wood spoil boards. The router is designed for wood, metal is just a happy accident.
I am still new to cnc milling/routing so I could be wrong but as I understand it we can get away with using a strong air flow onto the bit. From the V1 home page there is the Aluminum guide. Reading that he says that from his experience the strong air flow (compressed air) is enough to keep the bit cool enough to prevent it from burning up. If that works for aluminum then we don’t need lubricant.
On similar thought to that I have been toying with the idea of designing a piece of printable plastic that would redirect some of the air that shoots out the sides of the DW660. I would redirect it down and point it toward the bit. That would help move dust and chips as well as keep the bit cooler.
Slowing down that cooling air in anyway is probably not a good idea. I wouldn’t think it has enough pressure to move chips either.
Air or liquid are nice and can help with small areas but if you have larger pocket that are peeled or tricoidal milling there should be enough room not to really worry about it too much. At least not at first. Kevin is/was moving into a production point of view trying to minimize time in the CNC as much as possible. If you have a compressor nearby go for it, it can’t hurt (as long as you properly support the hose).
1 Like
Air blast was a great step towards not needing to babysit my machine, but I still get some built up edge over time… I have all the parts for my DIY mister/air blast, just need to put it together and run it now. I am hoping to keep enough air/little enough coolant going to avoid the buildup but be OK just running a big cutting board over my wooden base as the spoilboard.
First iteration didn’t work out very well, inconsistently spattered the coolant out. I’ve revamped the mixing block, printed it on a Form 2 SLA printer.

New block looks cool, I’d love to polish it up nicely so you can see into it better. I’m going to run a hose through my line-loc tubing to keep the flow nicer.

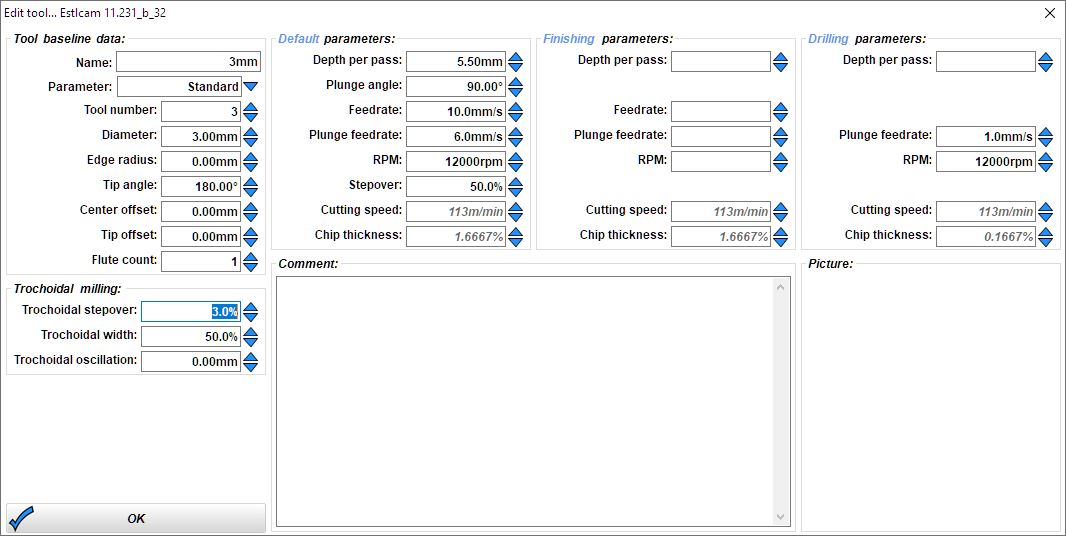
These settings worked great for my first attempt at aluminum, thank you! Is the 0.2 plunge rate a typo, though? I haven’t been able to find much info on tuning plunge rates with trochoidal milling, but this seems awfully slow.
It’s a good start. If your machine and endmills can handle it, slowly up the speed. There’s a fine line between “this is too slow” and “damn it!”.
1 Like
Fair enough! I just noticed that my actual plunge rate is an order of magnitude slower than the specified value, taking several minutes to complete a 3mm plunge. Maybe it’s something with how estlcam handles plunges during trochoidal milling, will investigate. Lateral movements seem to obey the feed rate commands until they hit accel limits.
Trochoidal plunging always takes forever. I noticed that too.
In f360 I think the same thing is called helical plunge, and I observed some dodgy definitions for controlling the speed of it. In f360 A pure plunge is defined as vertical speed, where as helical plunge speed controls the speed along the path. So if I set a helical plunge the same value as a normal plunge, the helical will take forever to complete.
In the end most helical paths (<10degree incline) are so conservative that I keep the helical speed the same as cut speed, and even then it could go like 10x faster without stressing things. The limit here will be how much centripetal acceleration the gantry can handle before skipping steps or getting out of shape to break a bit. For the recent drag race I cut my helical plunge times to 1/10 what you normally see, and the router was still yawning for more. Gantry shook a bit, but no miscuts due to the plunging.
Maybe estlcam is behaving similarly?
Yep, I confirmed Estlcam isn’t doing anything special with the plunge rate when trochoidal milling is active; it’s just the feed rate for that operation. Makes sense, as long as you know how it’s interpreted. I ended up increasing it until the actual plunge speed is close to 0.2, which ended up with a plunge feed close to my forward feed rate.
1 Like
What is the recommendation for vertical oscillation in Estlcam for trochordial cutting with a 1/8" single flute end-mill bit?