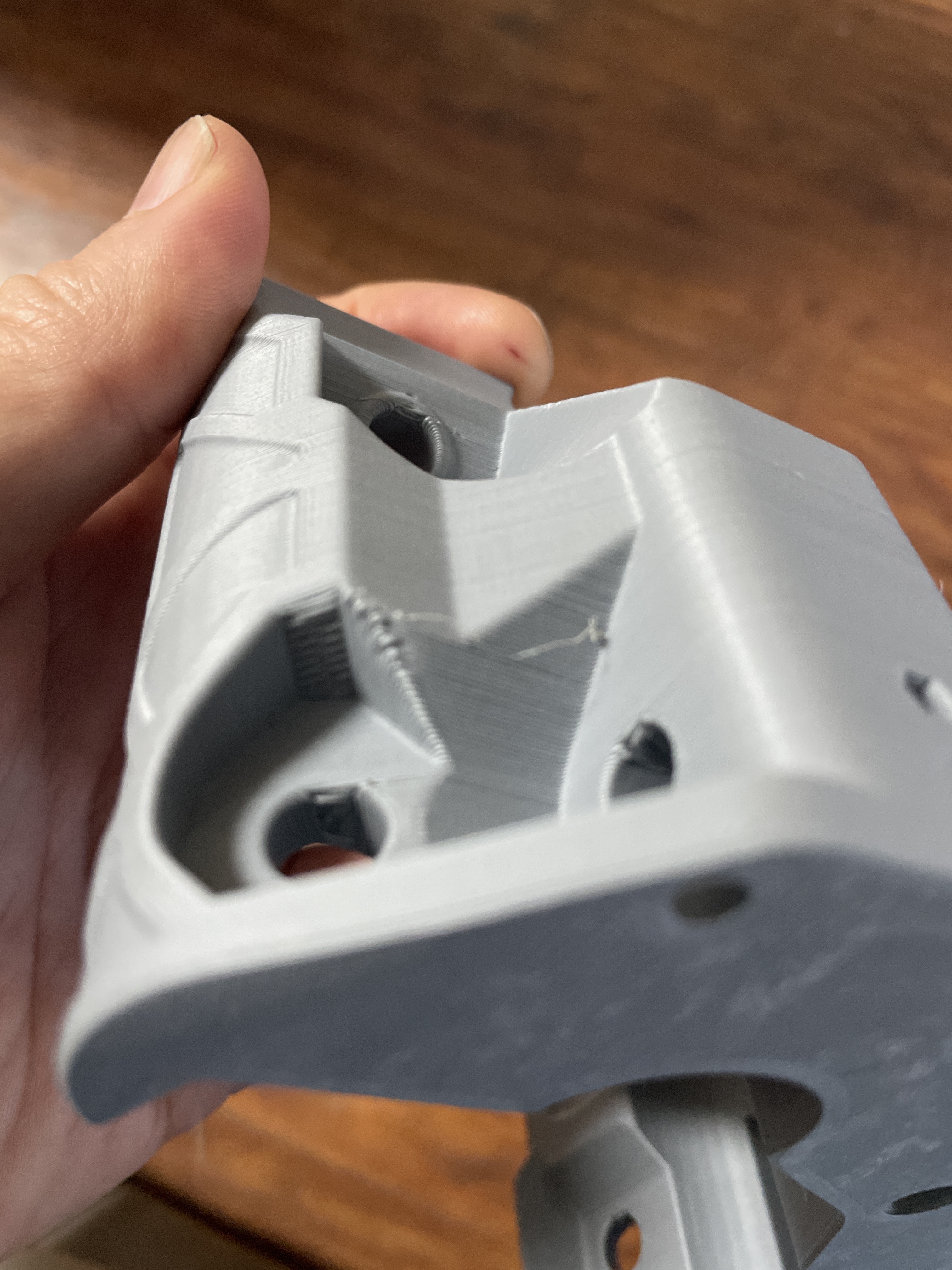
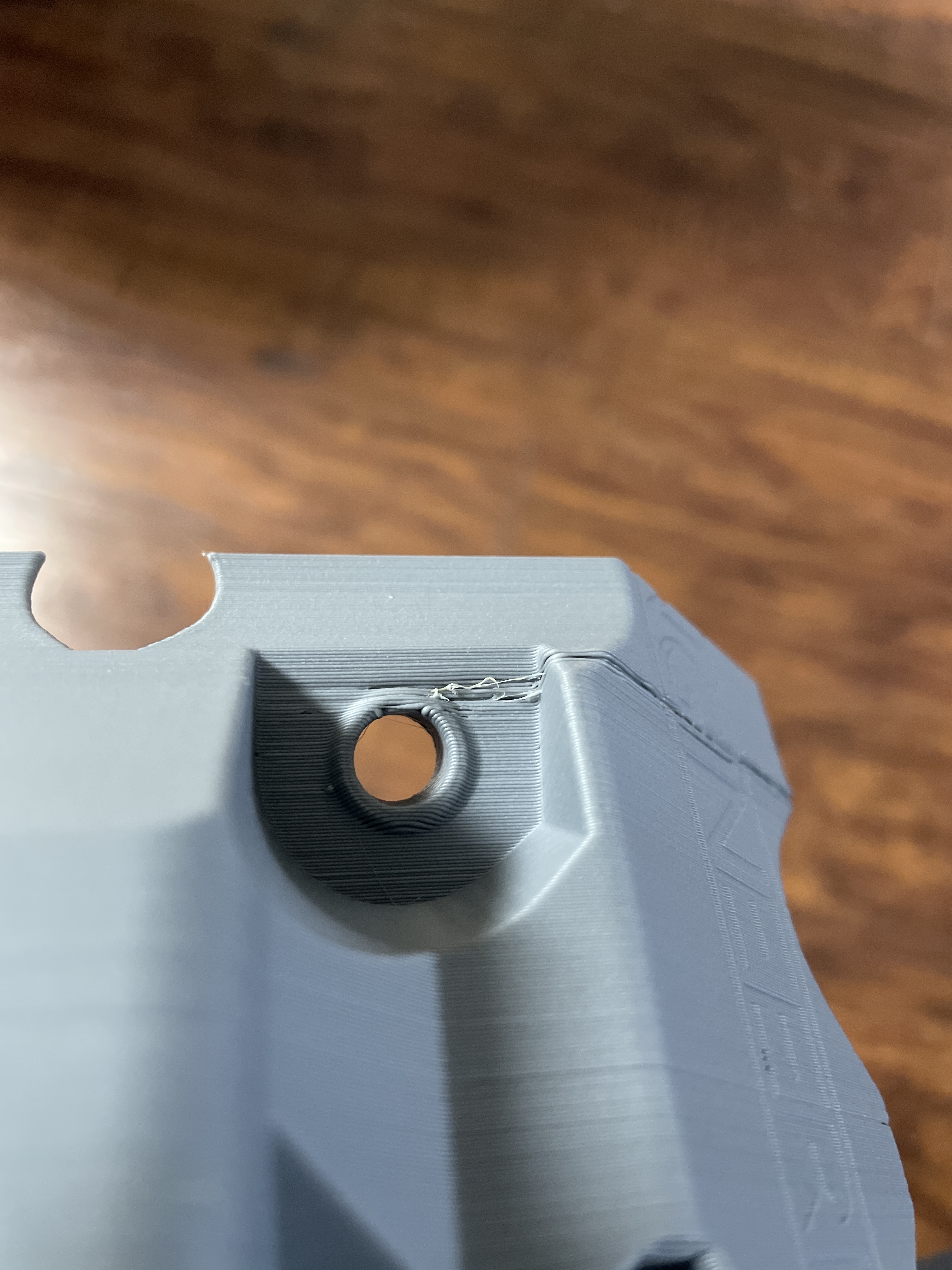
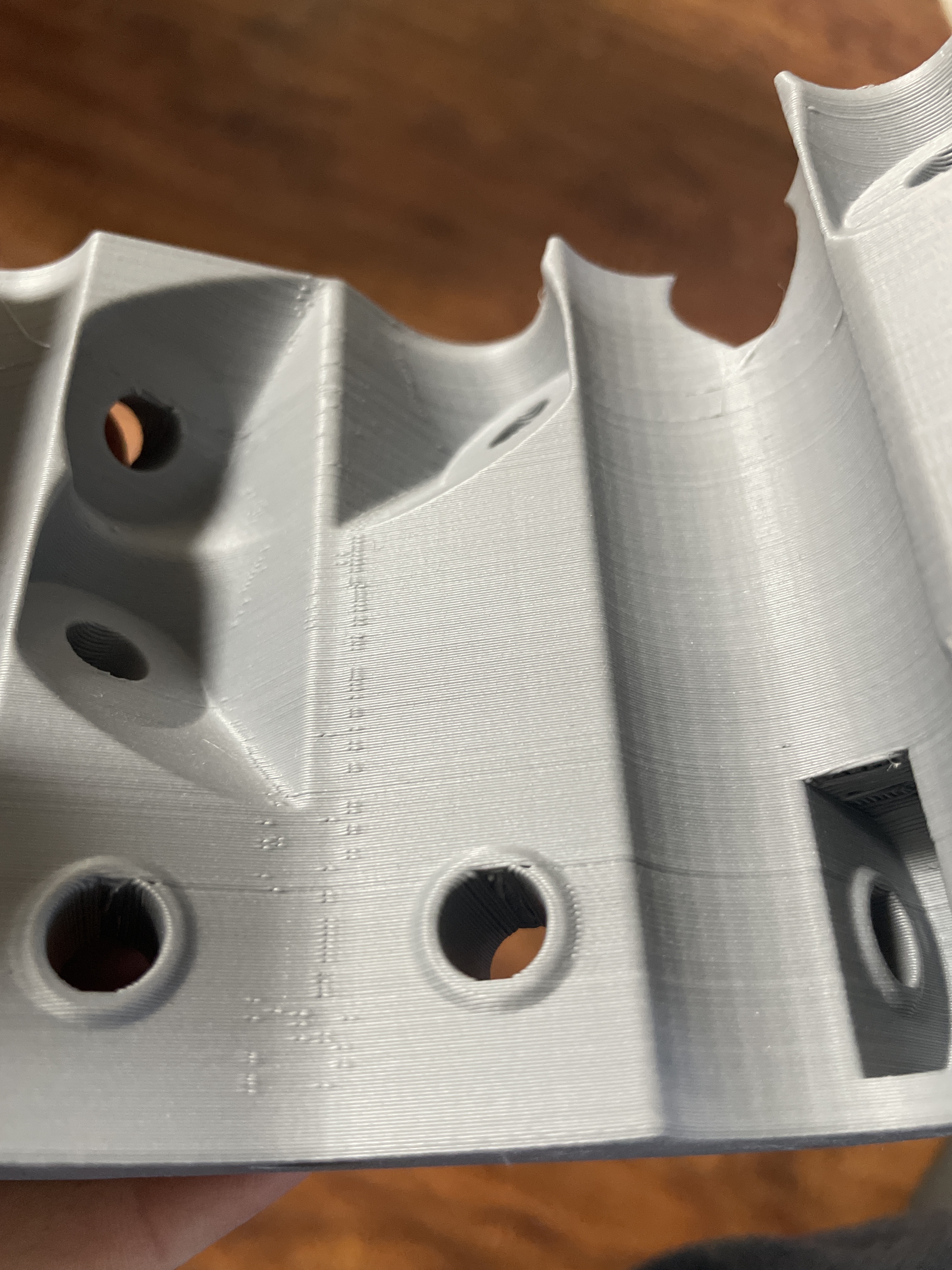
Woke up this morning to a crack in my core about 2/3 of the way through the core print.
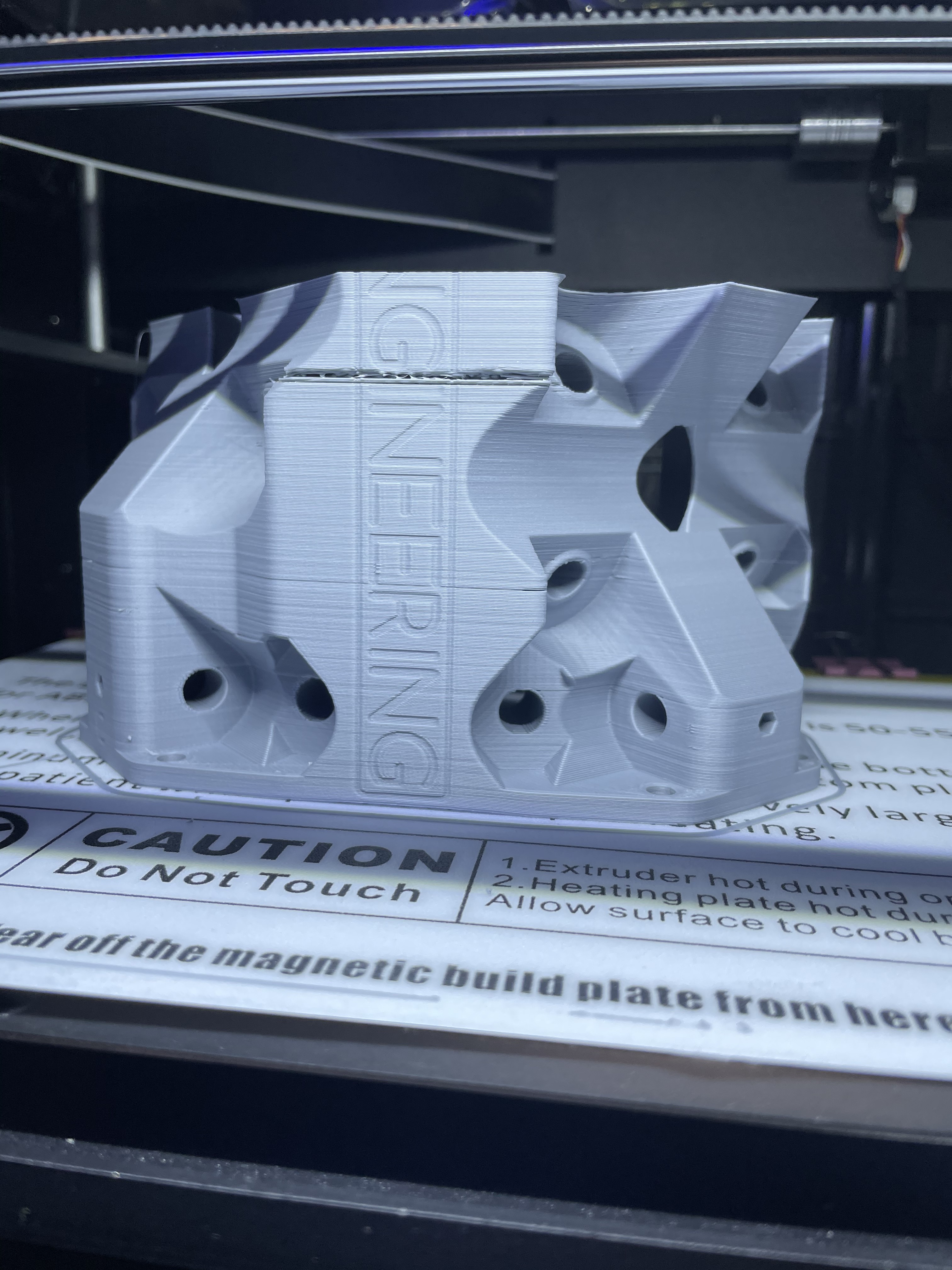
QIDI Plus
Overture Matte Grey PLA
0.5 Nozzle
0.25 layer height @70% hex infill 2 walls all the way around 60mm/s and a temp of 195 with the bridging settings on. I had everything closed up in the enclosure. A little over 18 hours total. Bed was 60 for the first layer and 50 from then on.
The 195 seems a little low but QIDI actually recommends 190 for PLA, 195 worked a little better for me on overhangs and bridging.
My thought is to try and up the nozzle temp a little at a time as I go up, (5 degrees in two places) and maybe drop the nozzle fan back a touch as I go. Before I throw another chunk of PLA in the can, anyone have any alternative ideas? Or am I on track? Everything else looks good about the print so far, no warping, etc.
This exact thing happened to me and what Brian is saying is correct. There were two main things that fixed the issue for me.
Make sure your nozzle is clean. I ended up just putting a brand new nozzle in because after you have the core print fail 2-3 times in a row its not fun.
I actually had a problem with my filament holder. There was too much friction where the roll of filament was actually sitting and it was a little too hard for the extruder motors to pull filament into the nozzle. If I had to guess I would bet that the filament was getting stripped a microscopic amount because it was too hard to pull into the nozzle and over 20 hours this built up into enough to clog it. I ended up putting my filament on a paper towel holder I had that had ball bearings in the base so it would spin freely.
The core print will bring out any small flaws you have in your setup. I had to tinker a lot to get it to work but once I got the core to work I have never had a problem printing any other part since.
So I feel a little bit stupid, but that’s how we learn right? Right?
The nozzle was a brand new 0.5 in a barely used extruder that I had installed the day before and worked great on two smaller prints, so I went instead to see if I had any better roller options for the filament spool than the stock QIDI setup. That’s of course when I realized it.
To sum it up, the stock QIDI setup has a bar and two large plastic washers that slide on to hold the spool, with a flat side and a cone shaped side. I had installed the spool (and probably all of them before this) with the flat side in rather than the cone, so the spool was riding on the (rather gritty) bar rather than up on the cone with much less friction. The difference in friction is significant.
Additionally found the Teflon pass through/feed tube had been dragging on the filament so that was changed as well and is now part of routine maintenance. .
Second print failed fairly early due to a careless tangle…my fault for not paying enough attention to it. It was telling me…I just wasn’t listening. Same thing my wife says.
Cold end is getting a complete redo before I attempt the core again…I went and looked at some of my previous prints and found a lot of small flaws that I can relate to feed issues. I will update.