Greetings all!
I know Estlcam gcode optimization has been discussed before but this is slightly different.
If I set up a complicated carve and define a different tool for carve and carve pocketing (e.g 60-deg V-bit for carve and 1/8" End Mill for pocket) any Machining Order I do other than Automatic (As Created, Optimized, or manually setting the order) will alternate the carve and pocket tool in the gcode instead of bulking all moves with the same tool together. This isn’t useable, unfortunately.
Am I missing a setting?
Is there a way to post process this to clean up?
Should I be doing the carve pocket in a different way?
There are lots of tiny nooks and crannies in the design. Even the carve by itself has a lot of travel as clearout is done independent of the outline.
This may or may not be helpful, but can you consider putting a screenshot of your drawing? I am not sure if anyone will need it or not, but it seems like it may help.
Good call.
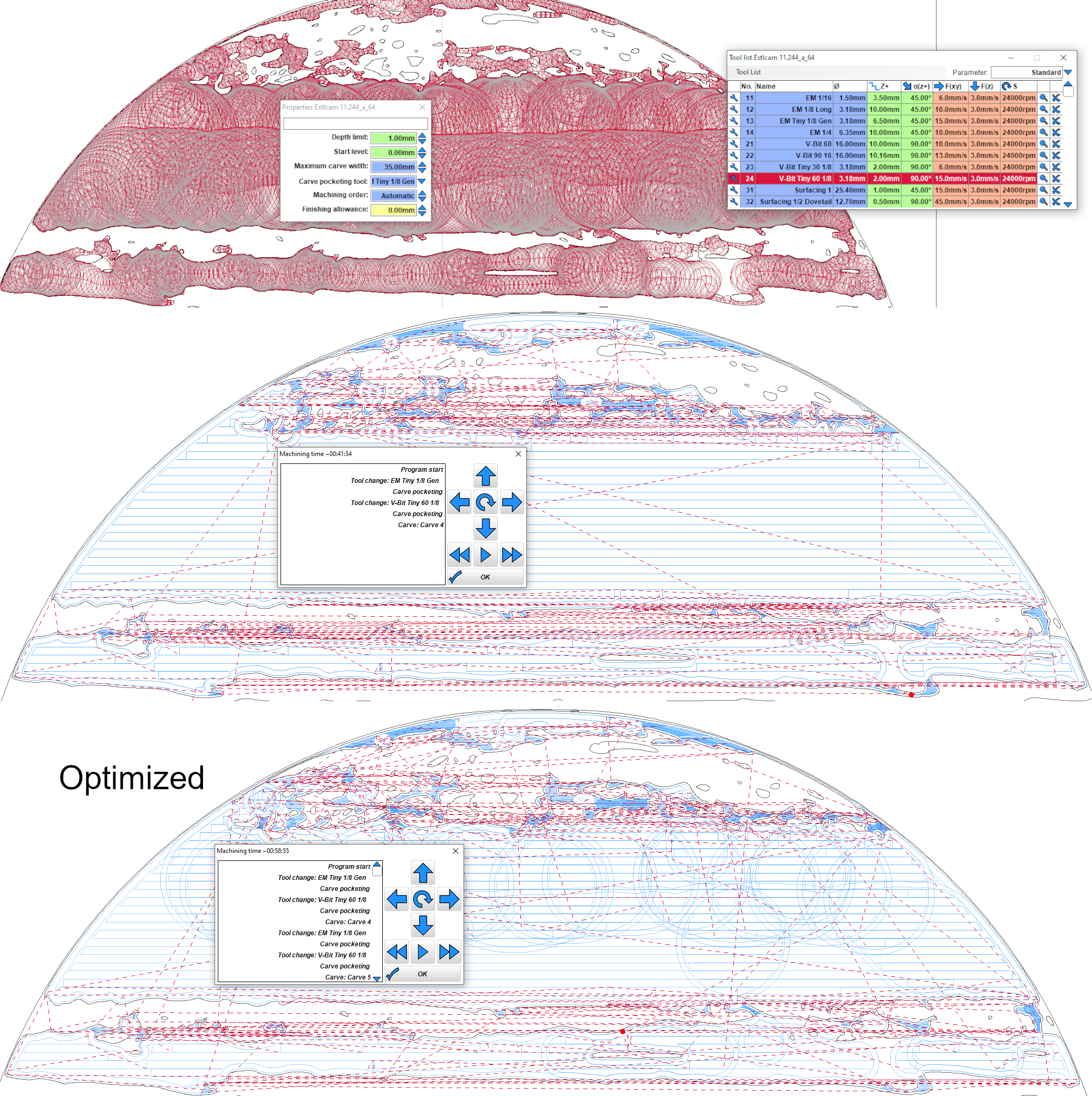
The first image are the paths.
The second is how Estlcam first calculates the gcode.
The third shows the results after Optimization.
In the Simulation list you can see how the active tool is alternating now.
I’m not sure this is the route to go. An alternative is to make a 3d stl and run it with a ballnose bit. Estlcam actually warns me that the piece is too flat for this to make sense when I try that.
Clicking a tool’s magnifying glass icon (tool list) will select all the paths that use that tool. Edit Properties : Machining order to machine them as a group.
Thanks @dalrun but I think that resets the order so you lose whatever optimization was done. Grouping the post-optimized carve and carve-pocket commands separately doesn’t seem to happen.
I may still be missing something.
My bad, group ordering is probably very similar to Automatic and it makes sense that it would undo any optimization. Like your 40 VS 59 minutes for automatic VS optimized toolpaths, I haven’t seen any gains with optimization. You could try optimization on separate carve and pocket project files (delete the respective pocket and carve paths).