I have a tricky problem i have been working with estlcam for a while for both milling and plasma cutting now i have a problem with the plasma cutting and this is the first lines of the code … my plasma code also responds to the s command from spindle so not all M03 I only have this problem with the first line my question is how do I get the s command out without having to adjust the code
Not too sure I understand your problem but isn’t the highlighted G01 line part of your post processor start up sequence? Can you not add a line to that setting the power at the right point in the code?
thanks for the response but it is not the G01 code that causes the problem but the S0 this means that the spindle speed is 0 this setting comes from the material list of estelcam this line only occurs once in the entire code through the S0 turns on my plasma cutter and not with the M03 code
I suggest you read this for a better understanding of how to control PWM function.
I suspect the value of S0 comes from your tool list setup for your 1mm endmill selection. If that were set to a higher value then the code looks like it will work correctly.
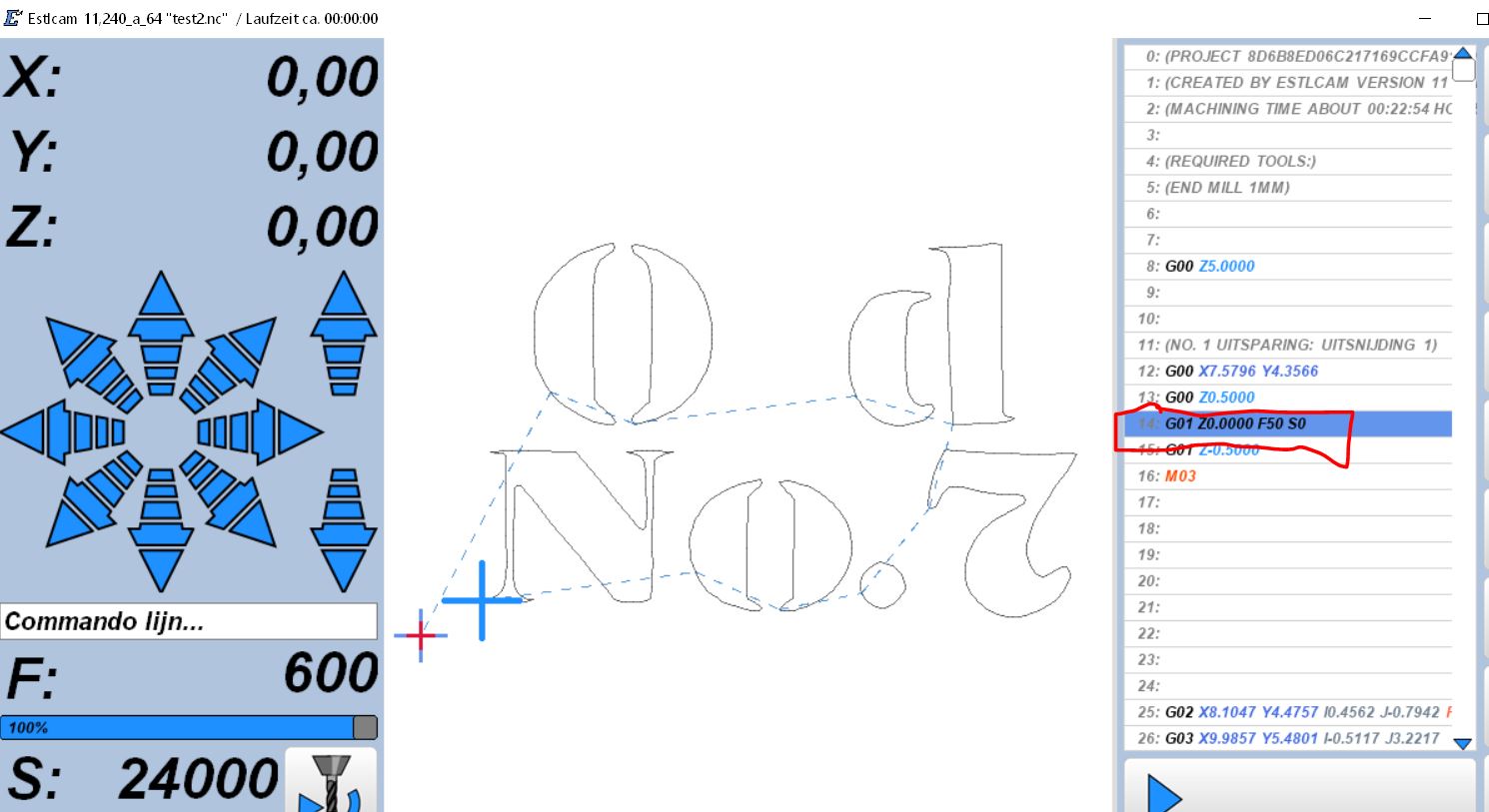
The line - G01 Z0.0000 F50 S0 is a preparatory instruction. It is telling your machine this is a working move and the Z axis should move from +5 to Zero at a speed of 50 and the plasma cutter power should be set to zero. If your plasma is firing then you have a problem with your wiring or control pin selection. How are you wiring up your plasma control? What board are you using and which controller pin are you using? Are you employing PWM to control plasma power or just on/off?
The next line G01 Z-0.5000 tells the carriage to move down half a mm and the next line - M03 tells the plasma to power on, at a level that was last set (i.e. zero - so it still won’t fire), then the instructions start moving the carriage - still without powering up the cutter (there is no Sxx command raising the power from zero)
In Estlcam you can set commands in setup/cnc programs/texts/program start.
Remove the M03 S<s> line to remove your troublesome line from your compiled program.
You can also add specific plasma cutter command strings in setup/cnc commands/texts/laser,plasma,waterjet etc.
Ahhh… I suspect you are using a relay board driven off the pwm_enable pin to take the place of the trigger switch on a plasma cutter, in which case just delete the
S<s>
part of the M03 line in your program start code - that should work, you are not actually using PWM, just on/off
I work with an arduino uno board and a relay to control the plasma … furthermore i have grbl 9 11 pwm as setting in estlecam i know from previous settings such as laser control that M03 S 255 is used but indeed need this setting I only use M03 and then it works but can also replace M03 with S and then it also works I find it strange that the setting is grbl
I also used estlcam before to make the code this was with version 10 here was no S command at the beginning of the code so no problem the reason I switched to version 11 is the functions in this are something more extensive
GRBL is currently at 1.1h. There are changes to pwm_enable between v1.1f and 1.1h. I suspect this is where your problem lies. See https://github.com/gnea/grbl/releases for the changes.As previously stated, I suspect your relay is attached to the PWM_Enable output and -
[new] Spindle enable pin configuration option to alter its behavior based on how certain lasers work. By default, Grbl treats the enable pin separately and leaves it on when S is 0. The new option turns the
enable pin on and off with S>0 and S=0. This only is in effect when a user enables the USE_SPINDLE_DIR_AS_ENABLE_PIN option. (from the above site for v1.1f)
have now tried all versions of grbl from 8 to 11 but still no succes i’m starting to think it’s a conflict grbl settings and estlcam will give another try tomorrow. or else i’ll just have to learn to live with it… problem that my plasma cutter has a pilot arc of 2 seconds and now all with all 3 seconds including 1 sec delay because it is a blowback torch