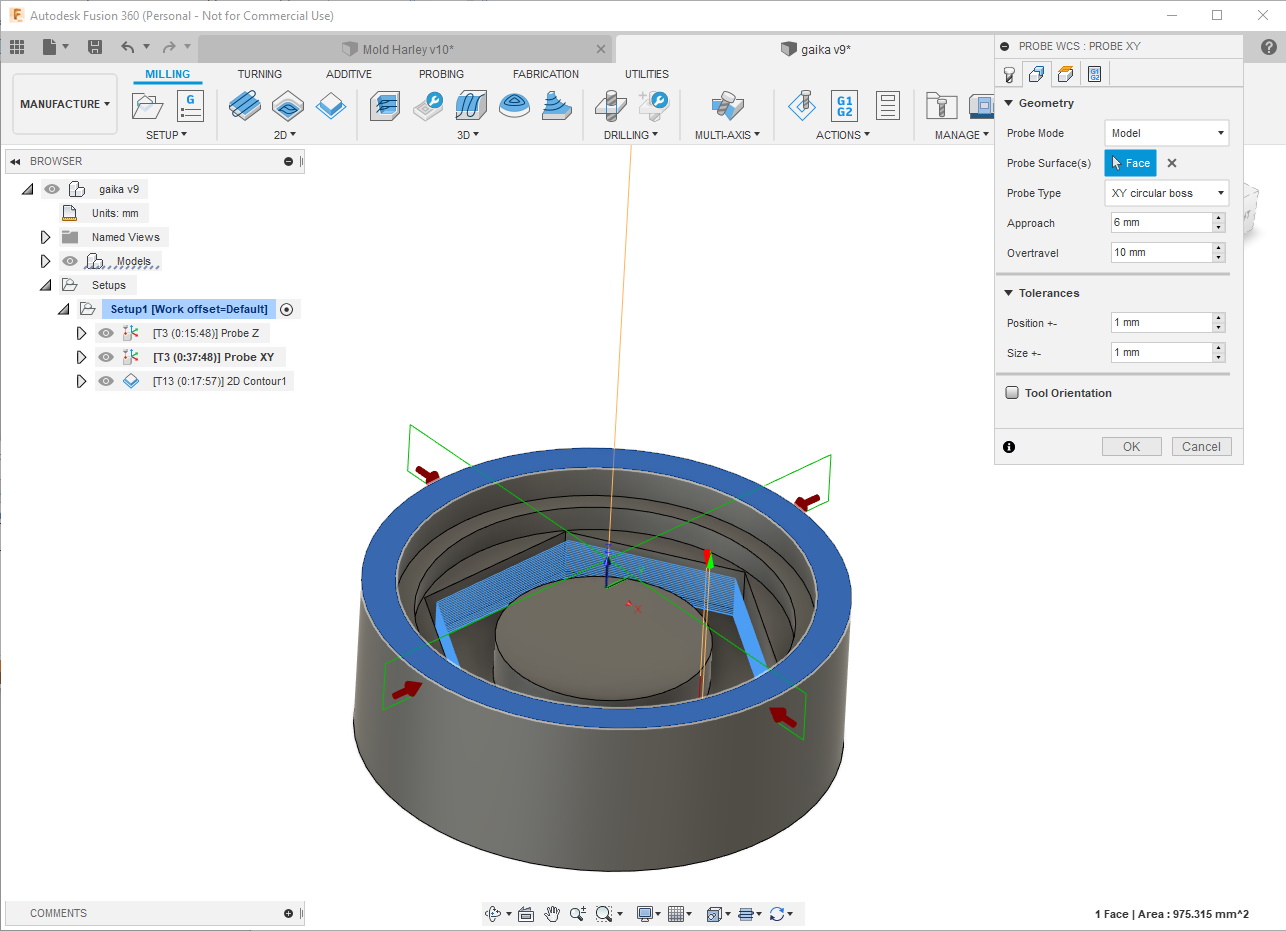
If I make a fusion operation to probe the stock I get this error from the post processor:
I’m guessing the post processor needs to get updated to handle this just wanted to know if anyone knows that for sure before I wind up diving into it.
###############################################################################
Error: The probe cycle ‘probing-xy-outer-corner’ is machine specific and must always be handled in the post configuration.
Error in operation: ‘Probe WCS2’
Failed while processing onCycle() for record 308.
###############################################################################
Error: Failed to execute configuration.
Stop time: Friday, March 13, 2020 4:39:54 AM
Post processing failed.
Current pp doesn’t support probing cycles.
Most people here don’t need it because homing Z for tool measuring is enough.
Personally I need something like that time by time. But when I tried to do this marlin wasn’t in enough conditions to support required commands. Now it seems marlin has properly implemented g38, but i still not restart the task.
By the way you need to understand that X and Y probing on simple diy cnc easily possible only for metal stocks.
Hi Guffy thanks for the reply… yes I’m interested in this for metal… actually the first thing I plan to mill is a metal corner that I can place on top of wood to find the corner of wood as well
I already added XY probing and Z probing going to test tomorrow. Biggest problem is I am not sure how it is supposed to ‘properly’ work… I know you are supposed to have two WCS systems both zeroed to the same and use one to probe and keep one with your ‘original’ coordinates… I am just cheating and applying the probe to the current WCS. I am tired of programming all day long at my job so my hobby programming can be sometimes messy sorry.
The problem with marlin at the times when I had played with that was the command g38 didn’t stop for side (X or Y) probing. Nowadays, I guess, it is fixed.
The general problem with Marlin, stock probing and post processor is that I primarily targeted the PP to use for milling from gcode file located on SD card with help of LCD screen controller. That’s means no help from any external host software like CNCJS, etc.
Unfortunately, Marlin hasn’t ariphmetic operations. Why we need them? Imaginate a case:
You have cylindrical stock and you need to find exact center of the stock to set here zero XY point of the job. You manually moved the tool (lets say it’s just 3mm diameter metal pin) to approximate center of the stock, set zero to XY, measure and set zero for Z, move up to safe plane and then you are ready for XY probing. You perform two G38 probes - X min and X max. The firmware has to somehow save both values and then calculate center point, move to it and reset X to zero (same procedure for Y).
I have no idea how to imlement this with marlin.
Especially important this procedure can became when real diameter of the stock is a bit different then defianed in Fusion.
Only solution that I see at the moment is to issue to gcode half of full “XY circular boss” probing cycle that Fusion tries to do. I mean that if you preciselly set diameter of the stock in the Fusion corresponding to real size (lets say it’s 70mm) - you can issue gcore that try to find Xmin point and then move the tool to +35mm from this Xmin and the reset X. Same for Y.
Yes… I ran into the same problem. If marlin has a way to do math on those probes I am not aware of it. Fortunately I don’t need cylindrical stock at this time and it’s possible to just implement some of the probing styles… so for square stock I was able to get away with just adding support for "“probing-xy-outer-corner” and “probing-z”… I wound up looking at the HAAS.cps post processor since they implement that. I just probe the edges and top and reset the coordinates to the correct values not sure how more complicated probing can be done.
The big advantage like you mentioned is that fusion knows the tool diameter so you can calculate the center of the probe easily where if I put this as a gcode file to run before milling I would need a different one for each tool diameter plus tool changes would be a problem.
I can confirm that 38.2 and 38.4 are working well in the latest marlin I have been playing with it extensively.
Made a few tweaks and outside corner probing and z probing are working ok on the single project I am currently cutting. Probably has some bugs and I mangled the code pretty bad but you might find it useful to copy and paste some things in the future. Things to remember are 38.3 for ‘safe’ moving when probe is connected but to still use G0 when moving away after probing with 38.2 since somtimes the contact is still triggered and will stop on 38.3.