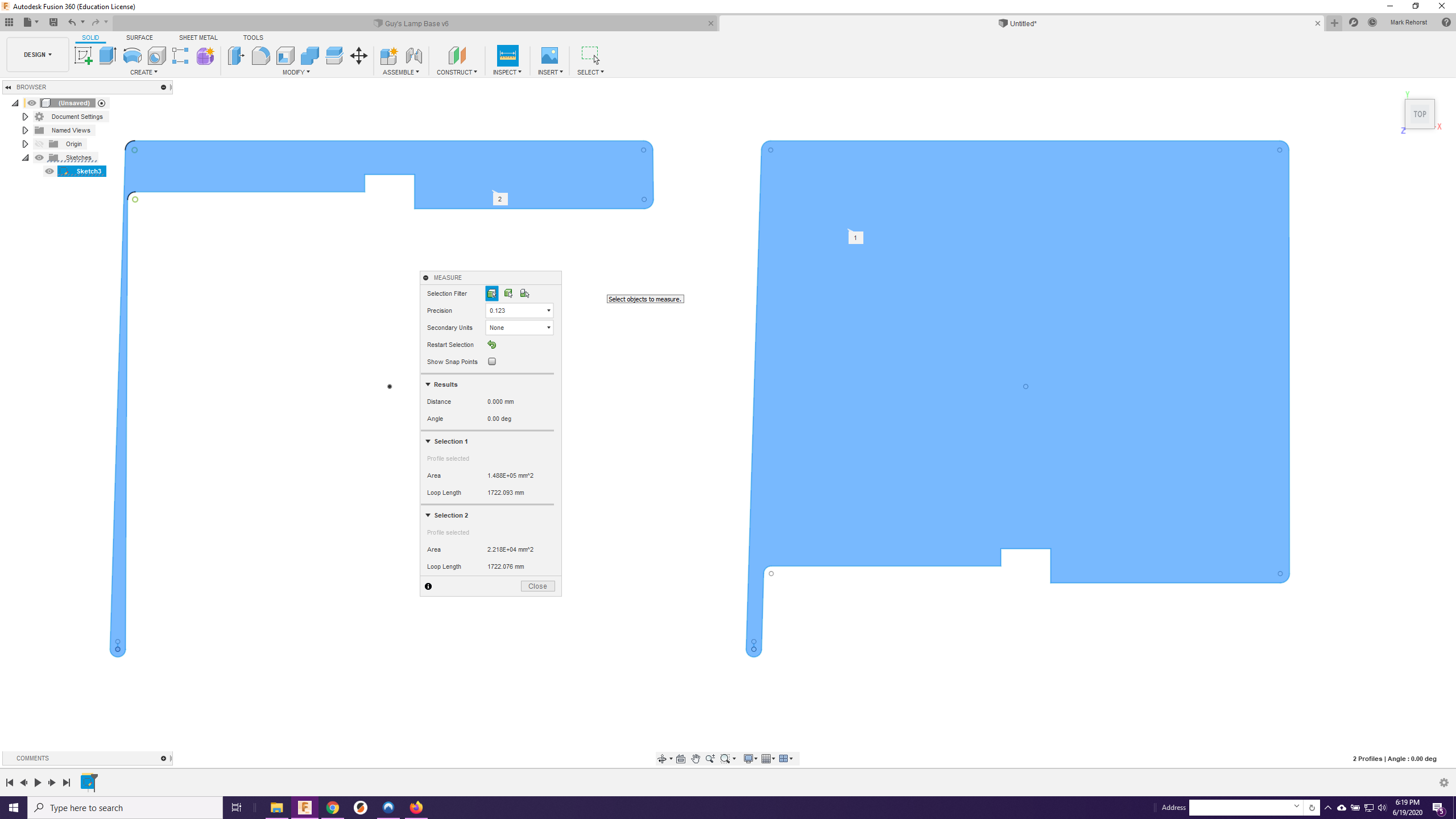
I grabbed the pulley radii and centers from the on-shape model and made a fusion360 drawing to check the perimeters defined by the smooth side of the belt going around the pulleys. I assumed that the extruder carriage is centered on the bed in the on-shape model, then repositioned the X axis + and - 150 mm away from the location shown (in Y). The difference between the two perimeters is negligible.
Not sure if you can see the image- for some reason my browser isn’t showing it - but the difference between the two perimeters is 0.017 mm, so probably not worth the effort to move any pulleys.
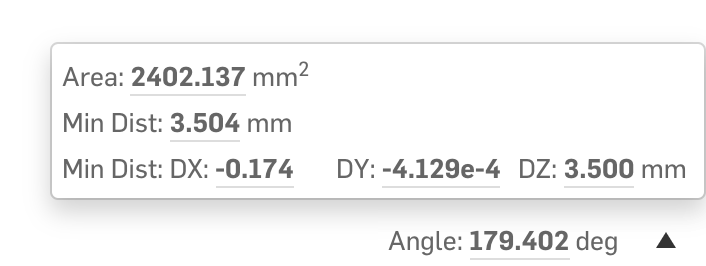
I recently updated this in the cad model. Will add another tiny nudge to make it exactly 180 degrees. If you select two planes, Onshape will calculate this for you. If you click the up arrow by the text, it offers more calculations.
I’m confused. 0.17 != 0.017. I think Mark is measuring the difference in belt length at each extreme. What is onshape measuring? The amount you’d need to move the belt?
It’s not a huge deal either way. I’m pretty sure I have made a few mistakes that are larger than 0.017mm. It seems pretty forgiving in general.
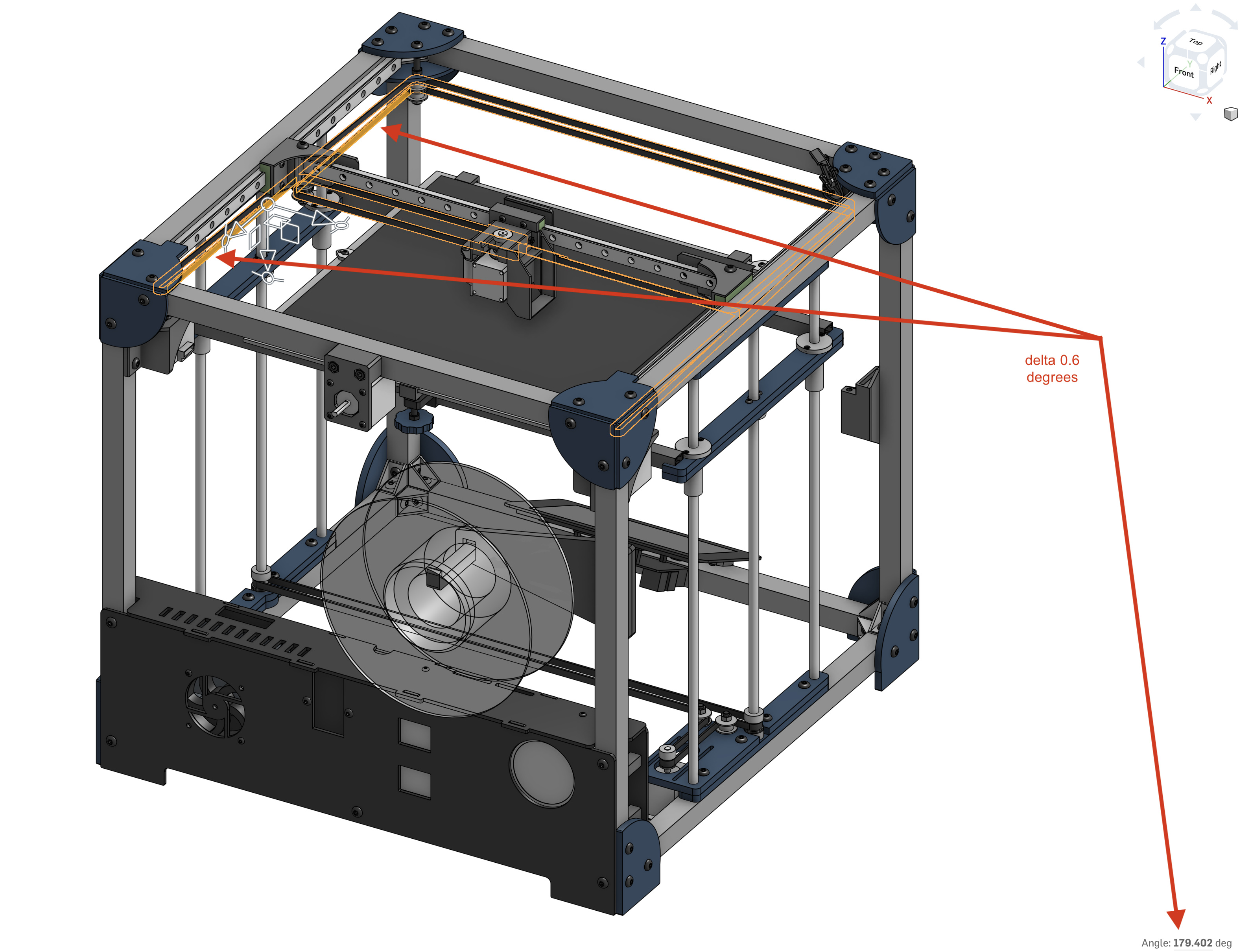
It means the max distance between the belt planes is 0.174mm and the angle between the planes is 0.598 degrees. This is the modified design you are not using, but can by reprinting the 4 corner pieces at the front of the Y axis that holds the idlers.
Mark’s number is different because his is the X delta between the tangents along the Y (I assume) and the 0.174 from Onshape is a max difference between the belt plane endpoints. They just happen to both have 17 in them when viewed in base 10
I think Mark traced out the path of that belt and measured its length. Then moved the gantry to the other extreme and measured again. Now that I’m looking at it though, the angled piece doesn’t seem to change length, so I’m not sure why that changes…
I am currently out of blue filament again. I have some more coming, but I was counting the loops on the spool to be able to print the pi brackets and the little bracket I’m adding to keep the cover closed.
I still need a spool holder. I am debating winging it until I get more or using the CF filament to make the spool holder.
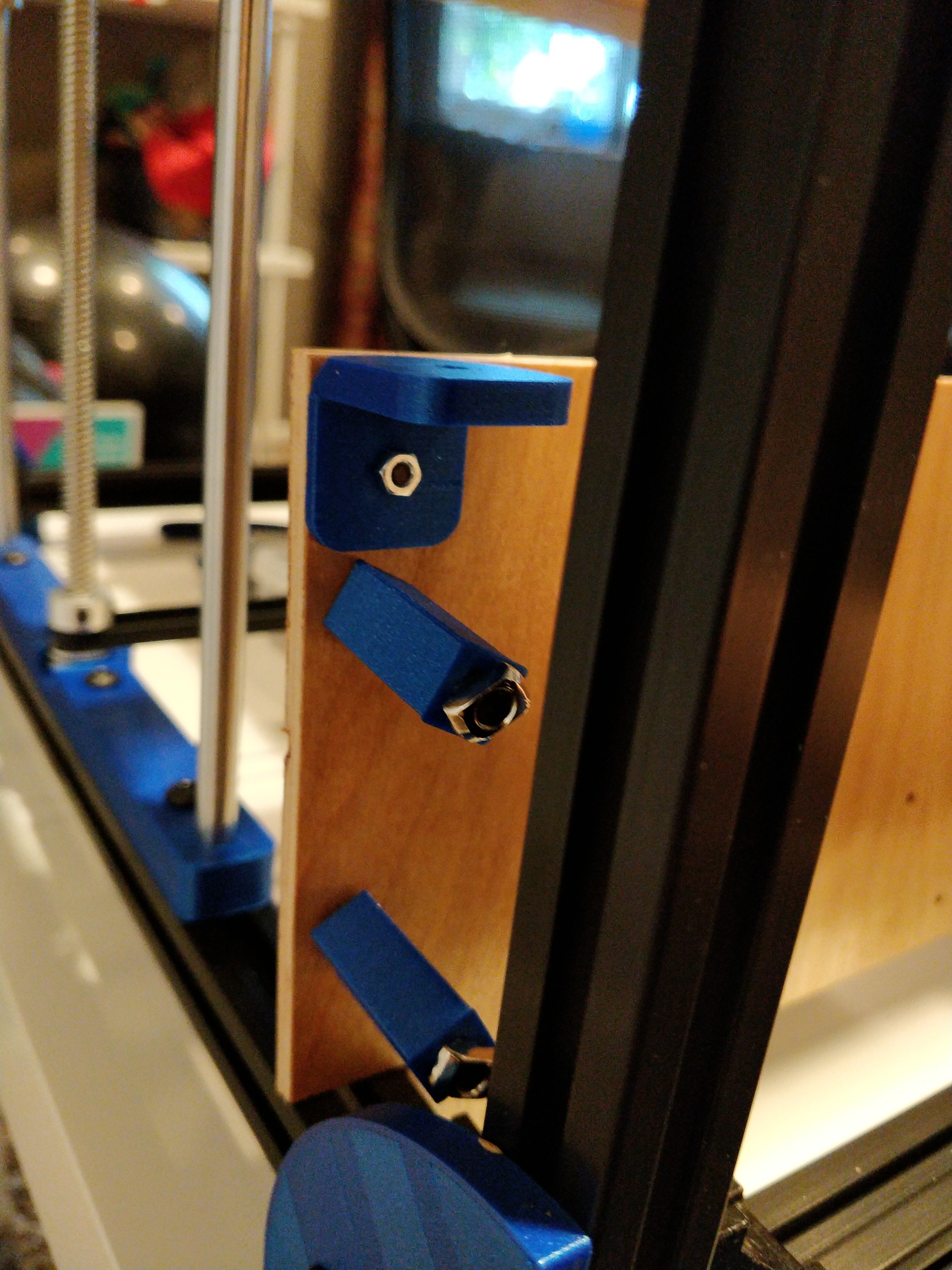
This is a picture of the corner piece I printed to hold this side of the cover down. It has a captured M4 nut but it is too loose to keep it there :). Oh well, it works and I hopefully won’t be removing it often.
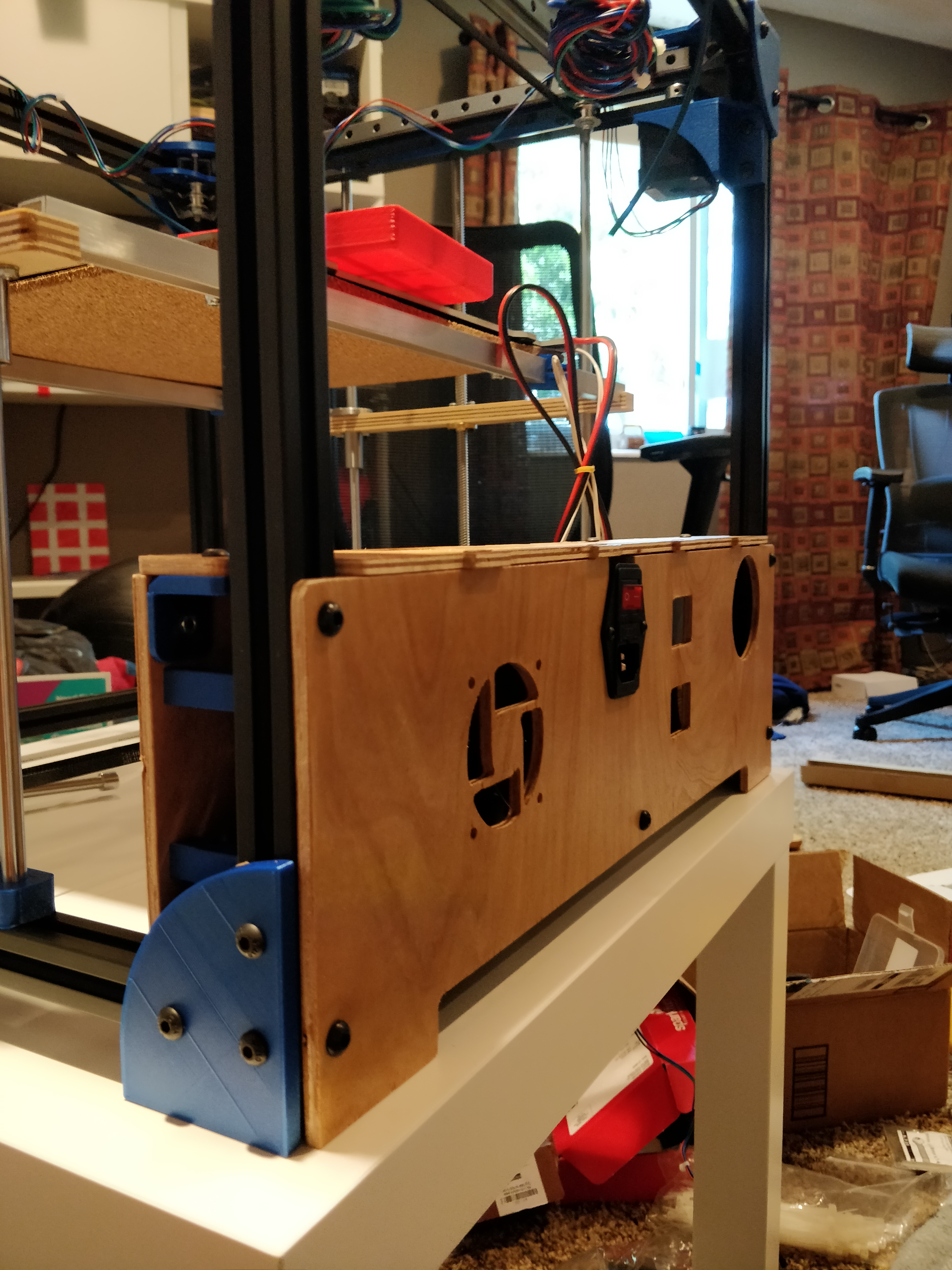
I finished the finish on these plywood pieces. They came out pretty good. I also had to take a minute to wrangle the screws. I am going to punt on the bed mosfet for now. I just don’t see the room in there with all the A/C wires behind the plug. Maybe I should print a popup panel for the AC to give me some more room behind it.
I have screws for the 60mm fan and the bltouch to mount and I then I won’t be able to avoid the wiring after that. I think I will drag it to the basement where I have my electronics bench to finish it up.
I have 2.0.5.3 Marlin on there and I checked the configs against the gridbot ones in your github. I am not finished, because I plan on tweaking a few things. Especially bed size, because I haven’t got my 300x300 bed plate yet, so I’ll use my 220 until then.
I did some xyz movememt (I haven’t wired the extruder or hotend yet). It was a bit loud. I haven’t greased the Z yet, and the grease on the linear rails was whatever came with it.
I did some sensorless homing. The gridbot sensitivity is set to 140. That was too sensitive. I was finding it only worked under about 90 on my machine. That, and the noise might mean I’ve got too much friction somewhere. @stewart and @barry99705, what should I check? The linear rail alignment? Reduce the belt tension? More grease? Grease the idlers?
The other thing I saw was that you were using UBL. I jave always used bilinear. UBL seems like it is more about keeping a level state or manually leveling. Does it work as just G28, G29, then it’s fine?
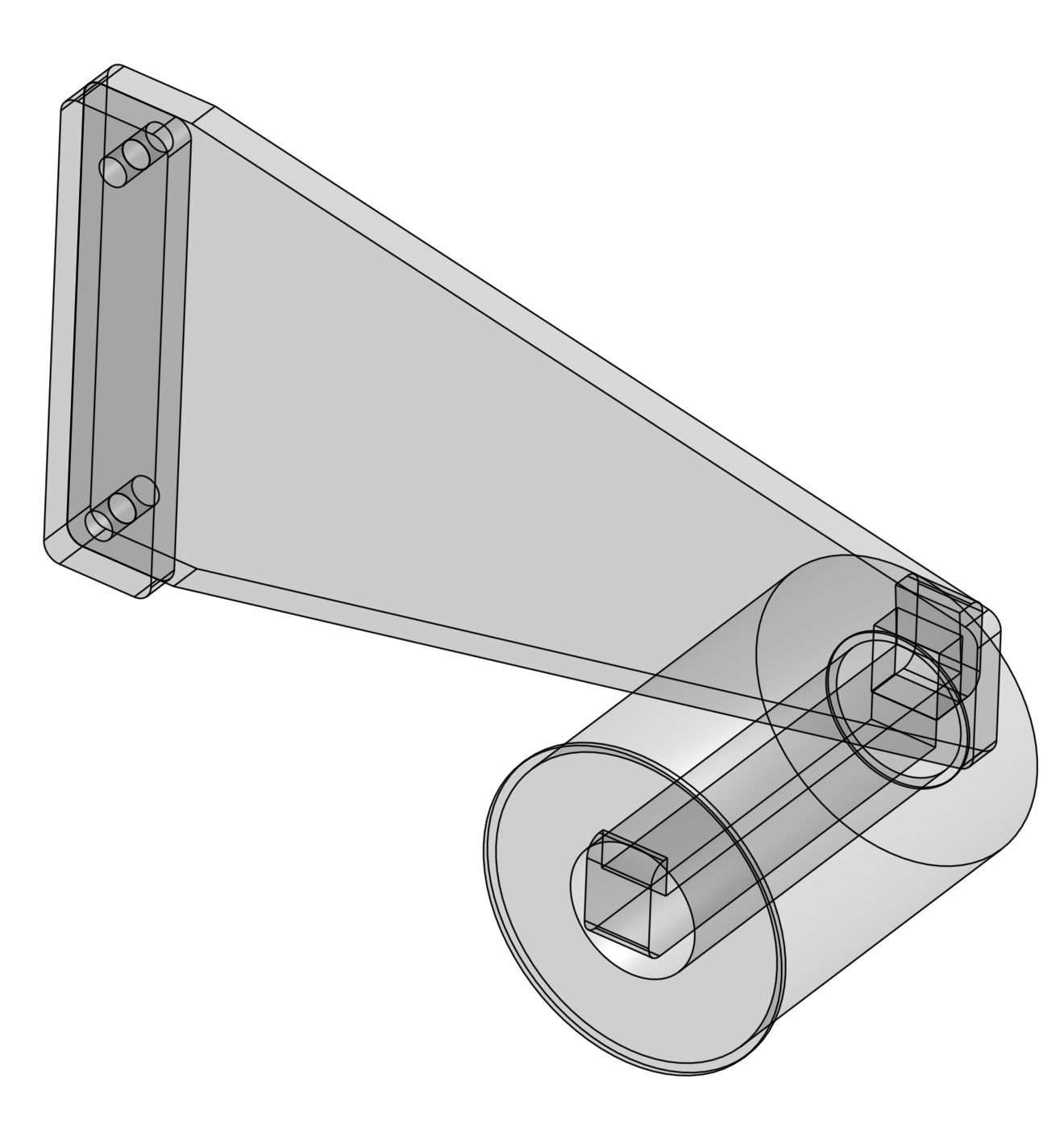
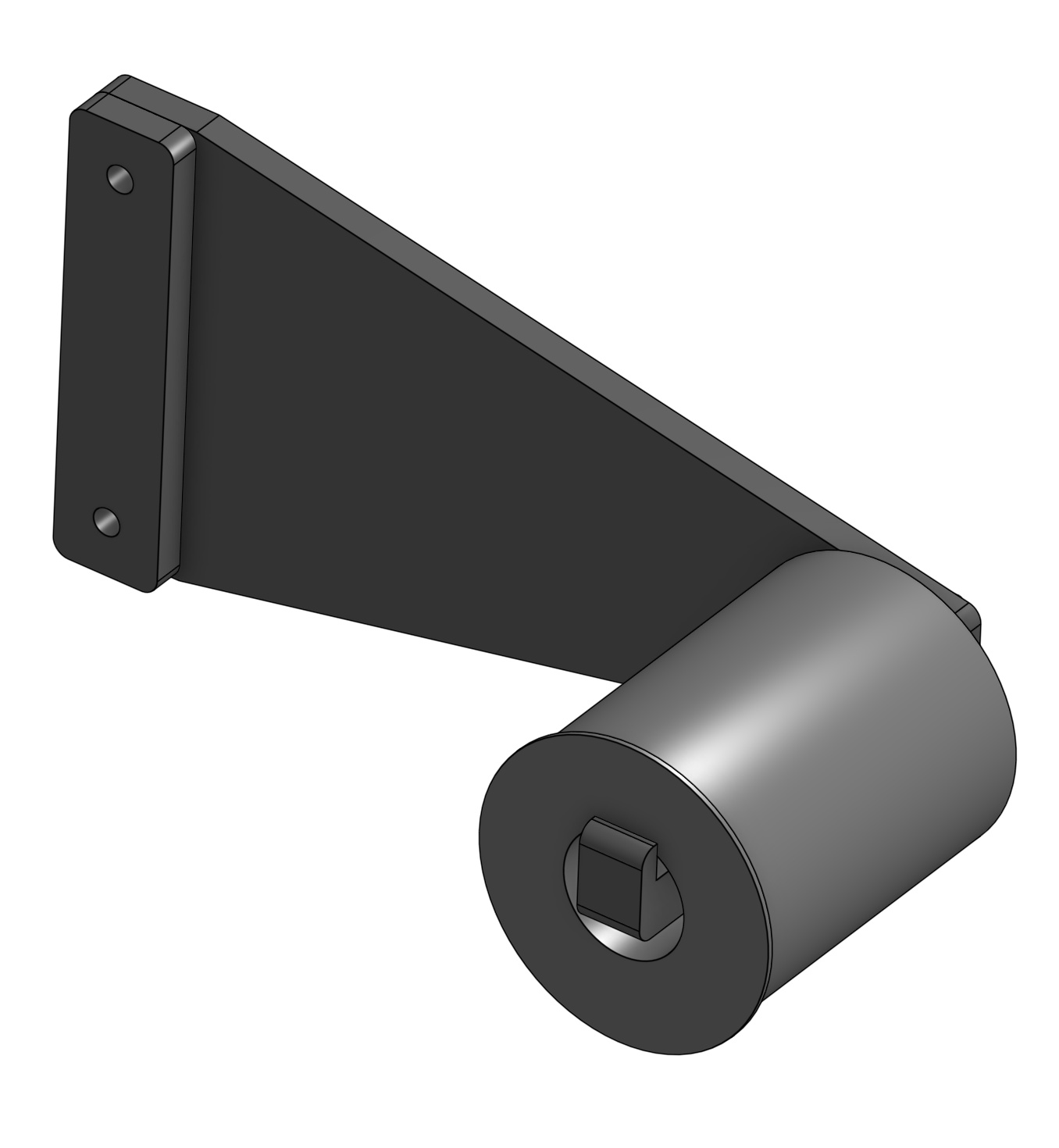
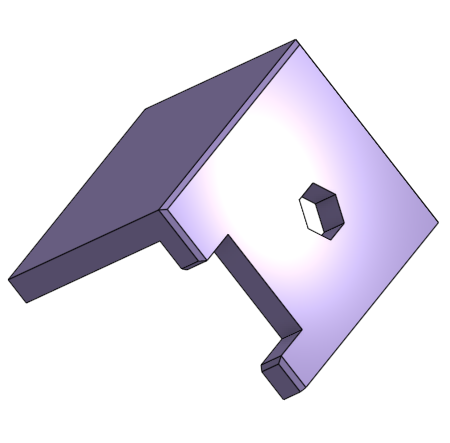
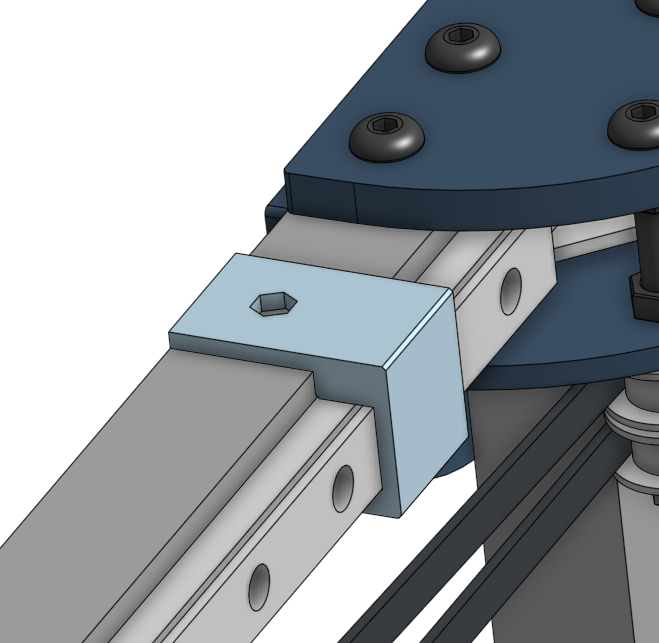
I see this part (or a version of it) is missing from the V2 cad model. I print two of these then use them to precisely align the X rail in the center of the extrusion. then I remove them once the x rail is bolted to the extrusion. actually I print this part and a mirror so both are offset from the same side of the extrusion.
i found sensorless homing to be a little unreliable because the sensitivity seemed to drift with the temperature of the steppers or drivers. I ended up at a sensitivity closer to 50 when my belts were tight.
Interesting. Where would I find that part? Is it in the cad now? Or maybe it was there, but not in the assembly?
I don’t mind the noise, and I don’t mind the sensitivity. I am hoping to get printing before I switch endstops. I was just worried I was causing excessive wear or causing myself pain by not knowing if it was moving as smoothly as it should.
you should not hear any grinding and it should not bind up near any of the extremes. I emailed you the part, but I will design another one in the CAD model that can be used at this point in your build. that one assumes you haven’t got it belted up.
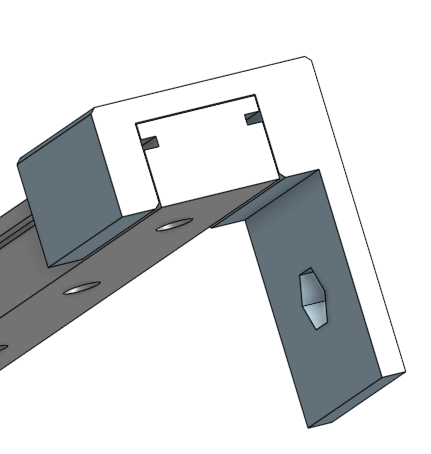
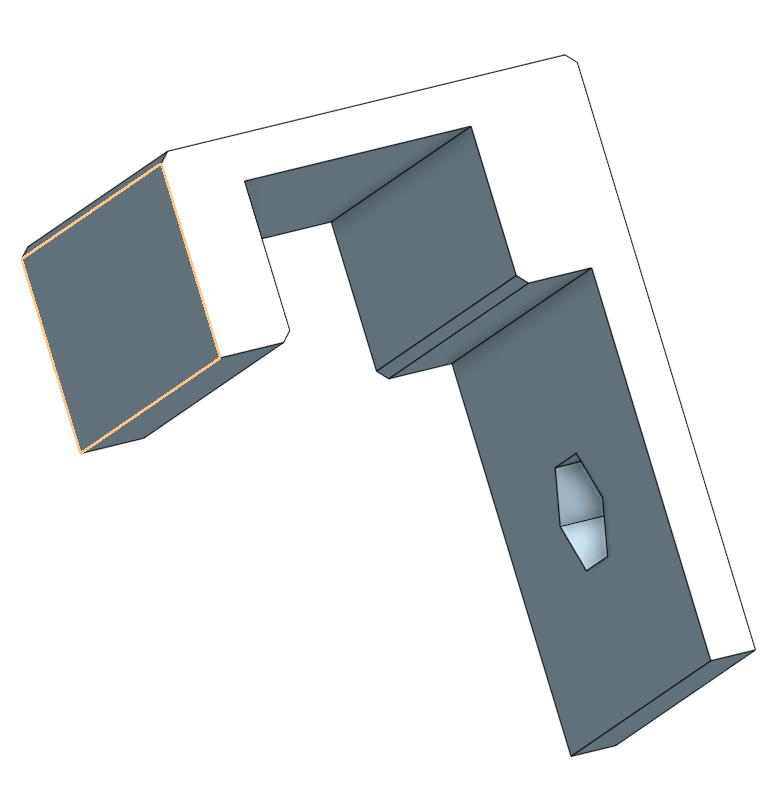
ok, I added a new part to the CAD model called “y rail aligner”… print two and call me in the morning. orientation of the print should have the part lie on the bed like an L for better dimensional accuracy.
And, how tight do you make the coreyx tension? Is it possible I have it too tight? It seems like most of the resistance is coming from the idlers, which were spinning freely when I didn’t have the belt attached.
I am going to see how it feels with a little less tension.
It took me a while to get sensorless homing working on my 3DR Frankenstein 3DP. It uses a duet 2 WiFi so the firmware is different but I learned a lot that should apply to marlin as well. Some key knowledge I gained:
motor and stepper driver temp causes variability in the sensitivity.
homing at higher speeds is more accurate/stable
lower motor current is better for homing
If you want I can share the GCode files I built for homing but they wouldn’t help in marlin. I could also share the online documents on the duet website that explain it all.
But here is the idea of what I did during homing
set motor current to 50% of normal
Set stall detection to more sensitivity than normal
crashed the x or Y into home position at a high speed 7000mm/m I think
disabled the slower rehoming bump
set motor current back to normal
set stall guard sensitivity back to normal
All of that was super easy to do on the duet. It’s just GCode in files named homeX.g , homeY.g, homeAll.g. Not sure if it translates into marlin as easily.
yes, it is possible to have it too tight. the M5 bolts that go through the corner plates and xy brackets should be tight when the belts are loose. If not, that’s another possible cause of problems since it let’s the idlers move off-axis in unhealthy ways.
Also, I use reversed lock-nuts on the bottoms of the M5 bolts that carry idlers. Why? because the inner diameter of the lock nut is small enough not to interfere with the idler. And because lock nuts.