Hi from Doncaster in the UK,
I decided to annoy my good lady by embarking on a new (2nd) hobby. I already have two Prusa Mk3S+ 3D printers, but really fancied having a play with a CNC machine. Ignoring the cheap Chinese machines, when I looked at various options on-line, I was looking at the best part of £1500-£2000 for a decent specification set-up. Then I found out about the MPCNC and the rest, as they say, is history.
I decided to go with a 610 mm x 460 mm x 81 mm (24" x 18") workspace and started collecting the necessary hardware. I had to buy the SKR PRO 1.2 and screen direct from Ryan, as I couldn’t find one anywhere in the UK (and I didn’t want to order from China).
I set my two Prusas to work, printing the all the parts, which turned out very nice indeed. The longest print was the core (with Ryan’s infill settings etc) which took just over 18 hours. I bought some 25.4 mm stainless steel tubing with a 1.5 mm thick wall. Although ordered at the required lengths, all the pieces were slightly too long by varying amounts (2 or 3 mm). Fortunately, my son’s father-in-law has a great DIY workshop, and we were able to grind them down to equal lengths and square the ends, as well as accurately drill the router mount holes.
I have made a purpose built table using recycled wood from our recently replaced bed base. I’ll not frighten any serious carpenters here by showing my handiwork, but it is stable and will easily support the MPCNC.
Now to ask for some advice. I am using a sheet of 18 mm plywood as a base, with 2 strips of 18 mm either side to support the legs. I then plan to slide a sheet of 18 mm MDF for the spoil board between these support strips and lock it in place with some end stops blocks at the back and some turnbuckles at the front.
Is my idea a good one, or is there a better way I can do it? I did think of adding another layer of 18 mm plywood under the feet to lift them to 36 mm from the spoil board.
I also can’t decide whether to use M5 inserts or T-channels for clamping the stock pieces, or what spacing to use here.
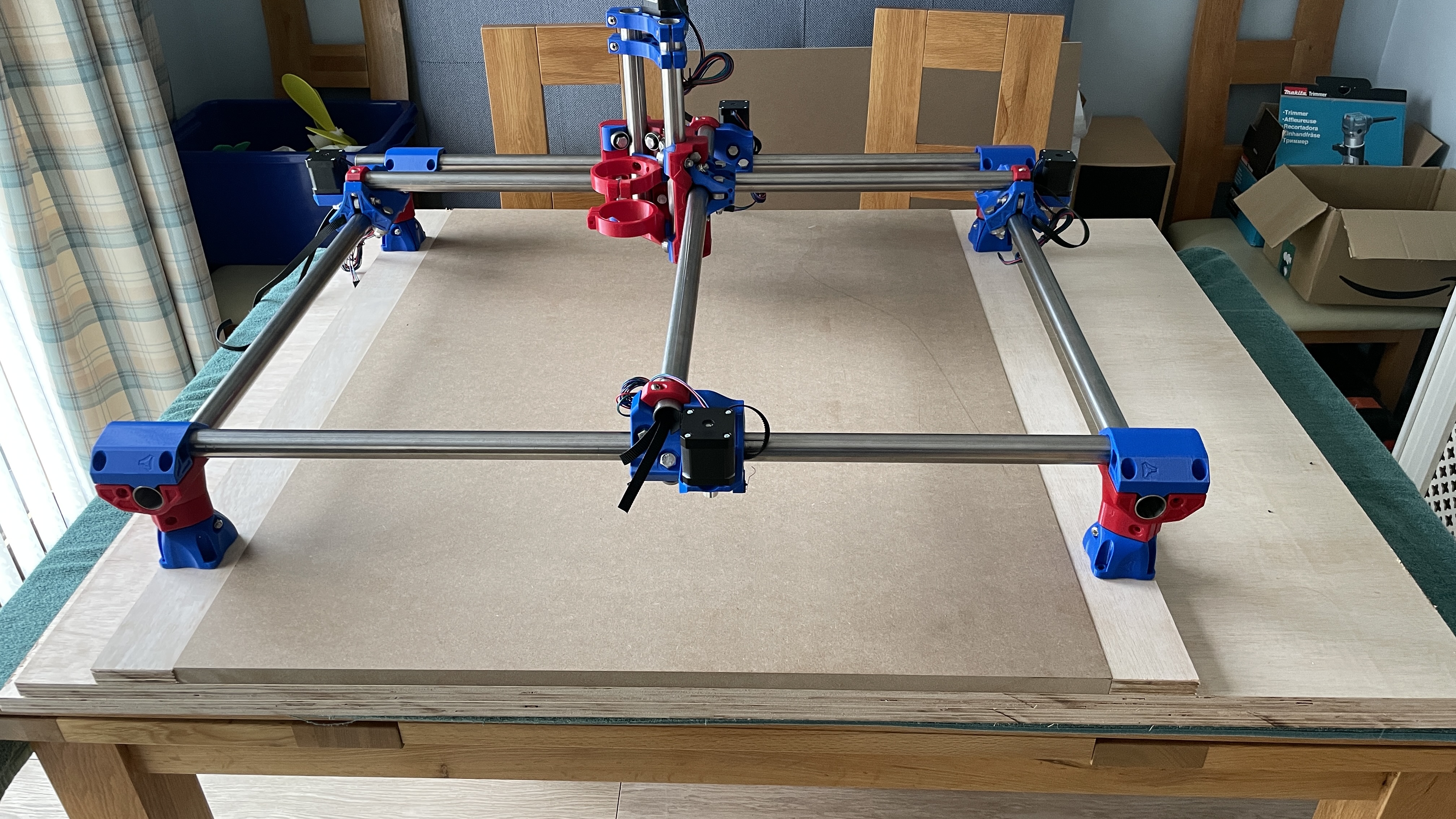
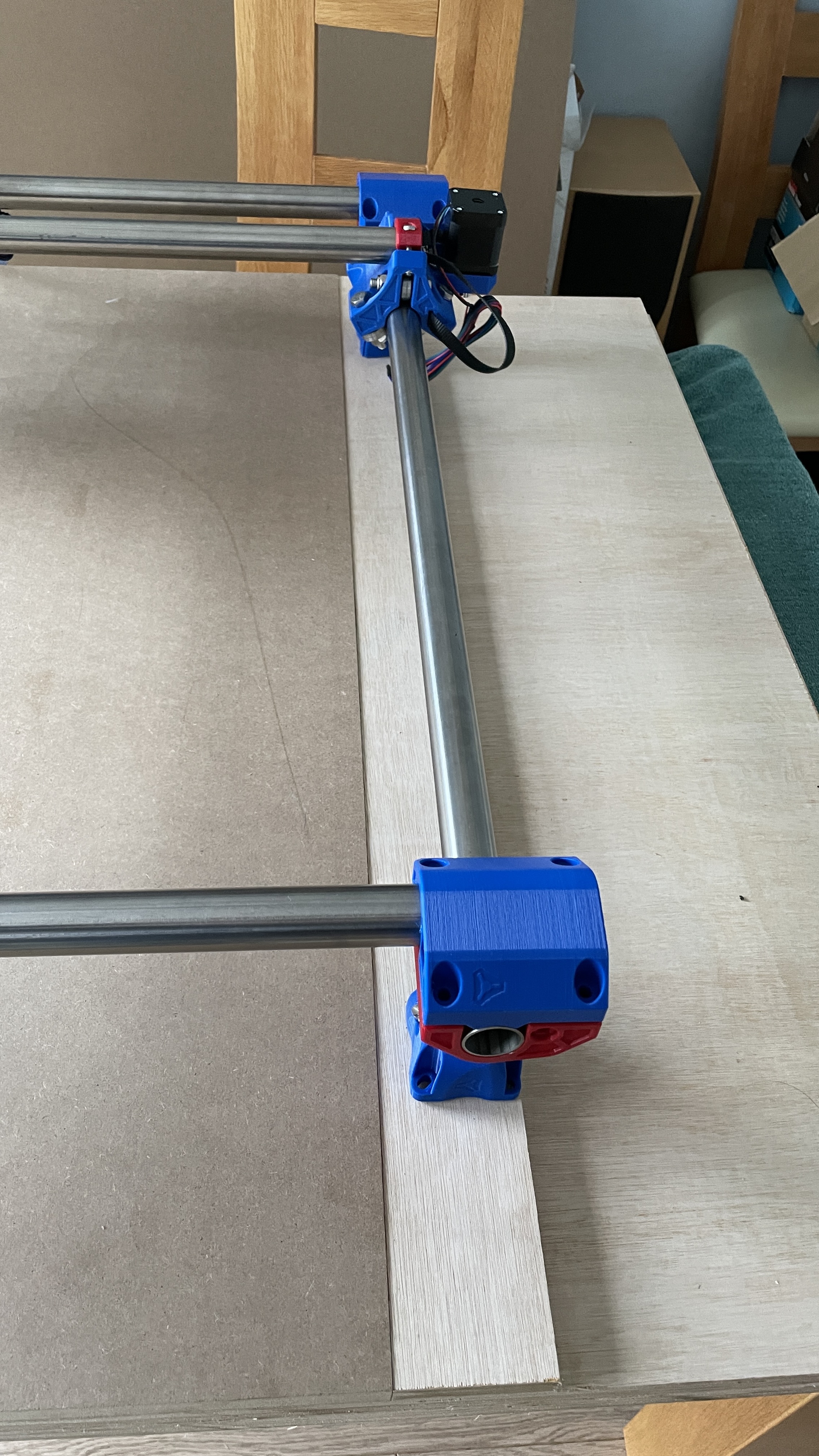
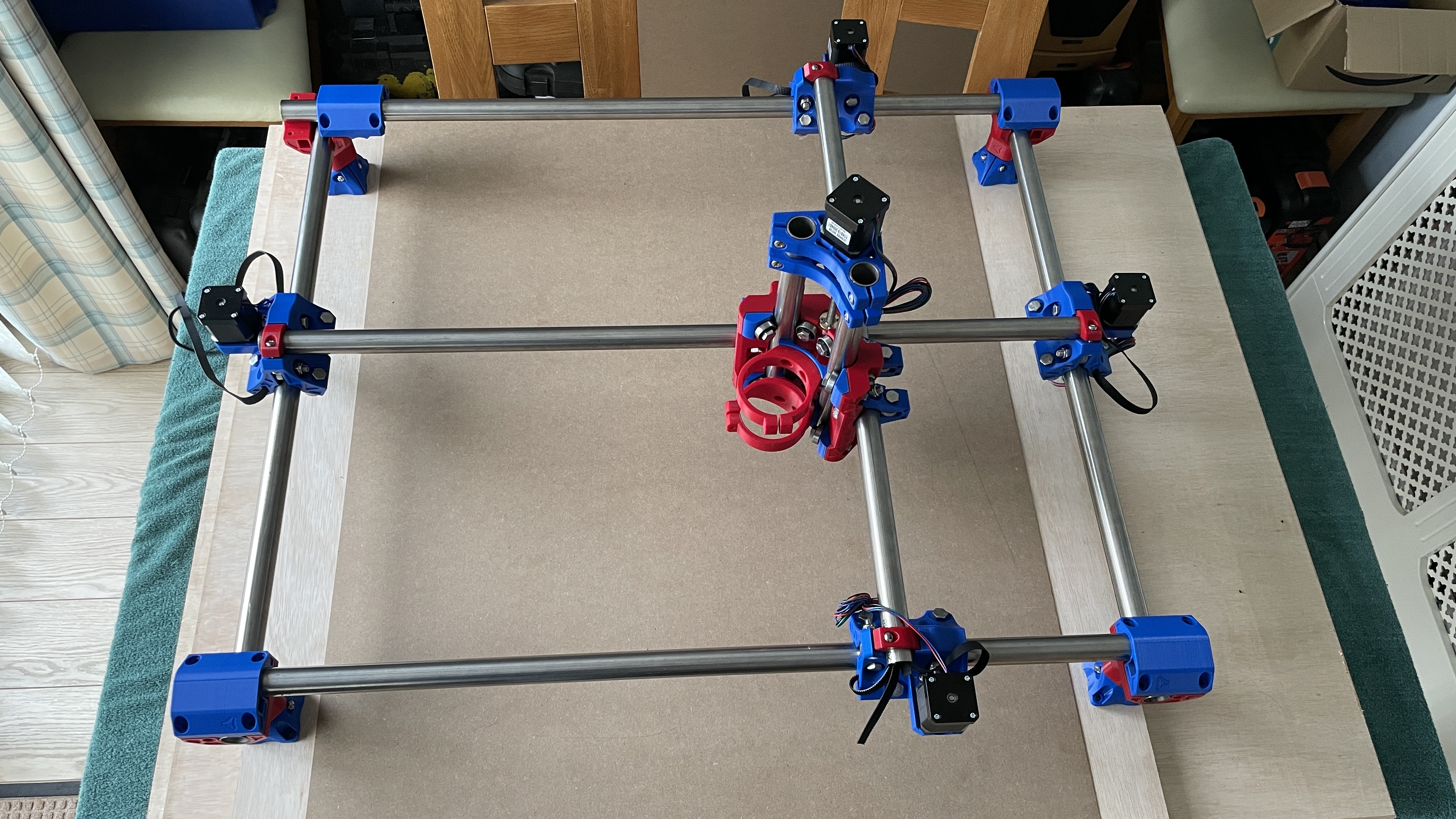
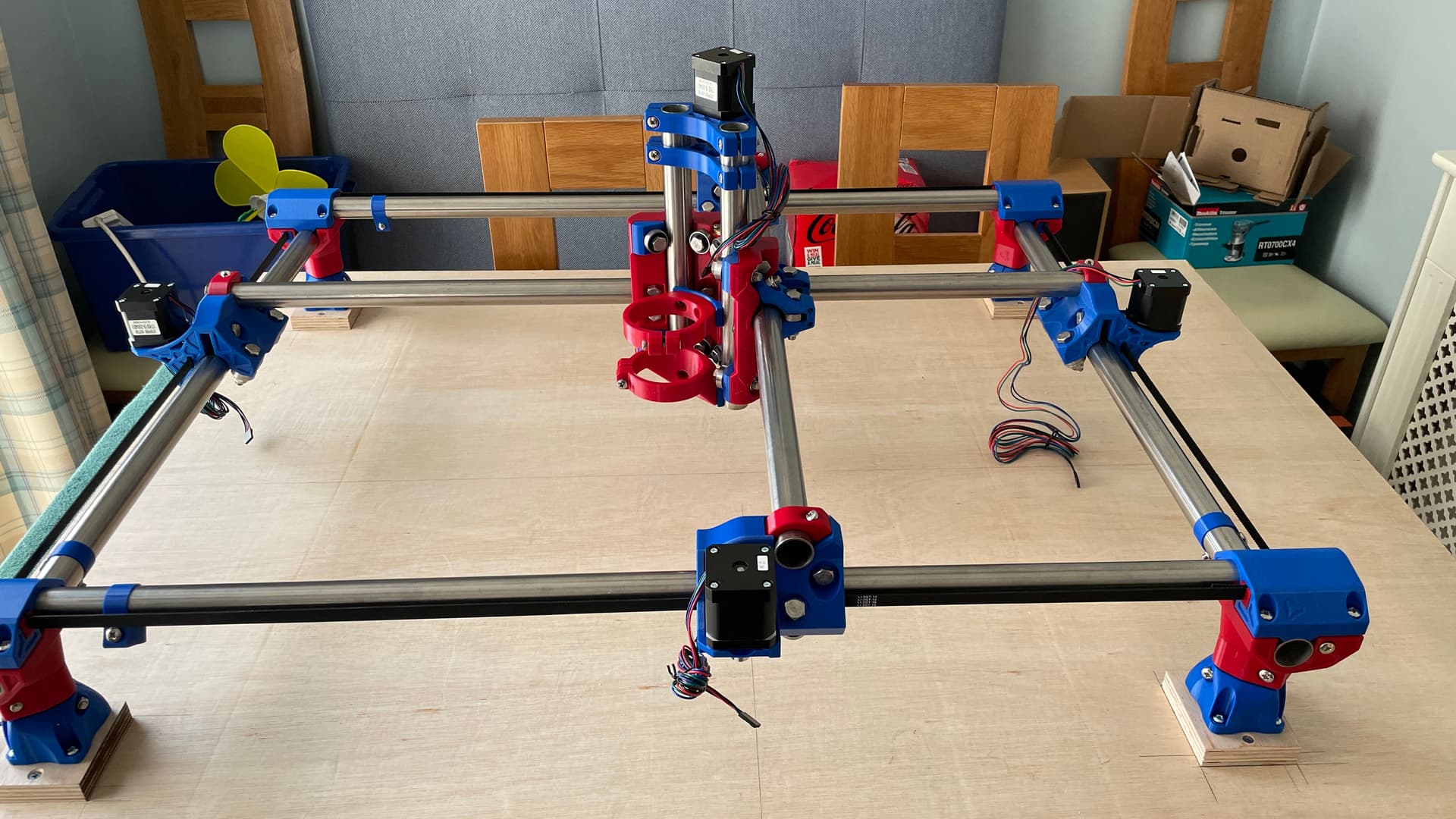
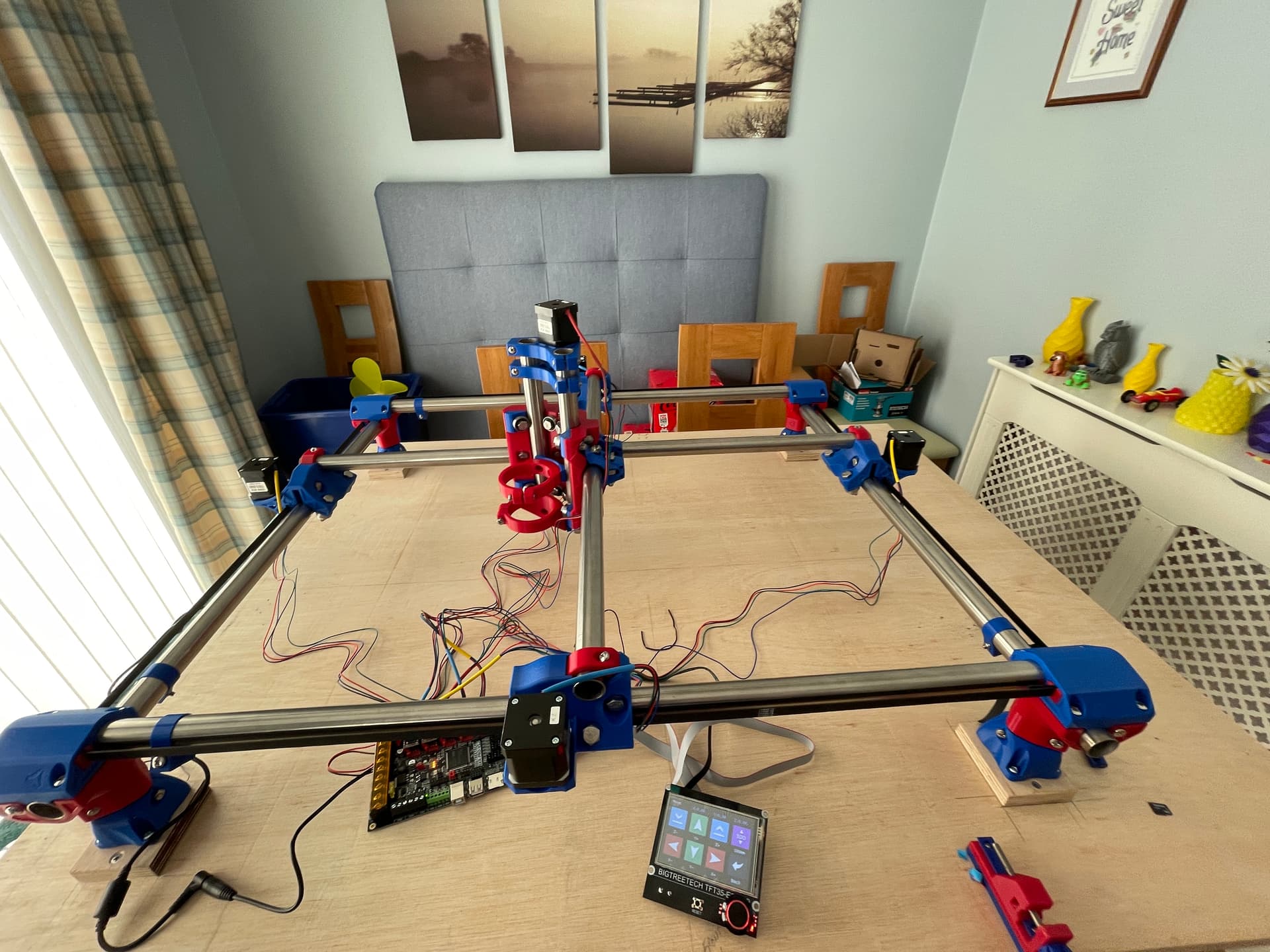
I have done a ‘dry’ build on the dining room table (yes, I have my wife’s permission) and everything seems to run smoothly, considering nothing is bolted down yet. Please note that there is a second sheet of plywood underneath, which is a spare for use elsewhere.