Hi all, first post. I thought I would post my initial experience in MPCNC world. This started out as a long term project when I discovered V1 Engineering maybe 3-4 months ago. I build vintage race cars as a hobby and noticed people were cutting aluminum with this thing so I jumped on it. I am forever getting aluminum water jet cuts made at a supplier and thought this could be a good solution to bring it in house.
As a background, I am a Mechanical Engineer by degree, extensive background in manufacturing, and have been 3D printing complex shapes and materials for 2 years. Even played around with Marlin some. So although I needed to learn a few things along the way, most of this was intuitive to me.
First off, this is about the coolest thing I have played with. I cant sent enough gratitude to Ryan and this community for making this possible. The assembly was fairly straight forward. I bought 1" s/s tubing off Ebay along with a Rigid tubing cutter. Printed all the parts and assembled per instructions. The only thing that threw me off was trying to square the x and y gantry. I had a roughly 5 mm difference in the y axis when measuring distance from truck to foot. So I began adjusting every damn bearing on the thing trying to pull it in. I was able to take maybe 1mm out, but that was it. I realized I had to live with it unless I reset the entire machine. But the bigger problem was the bearing adjustments were all over the place now and the core had play in all directions. So I spent another few hours trying to locate the play and adjust bearing to eliminate it. I just kept twisting the core and adjusting bearings until it felt solid. Are some of the bearings too tight or too loose? I dont know, it works.
After getting the steppers going in the correct direction, I jumped right in. I did 1 pen drawing then went straight to wood. The machine worked great, but programming in Estlcam was and still is a little challenging.
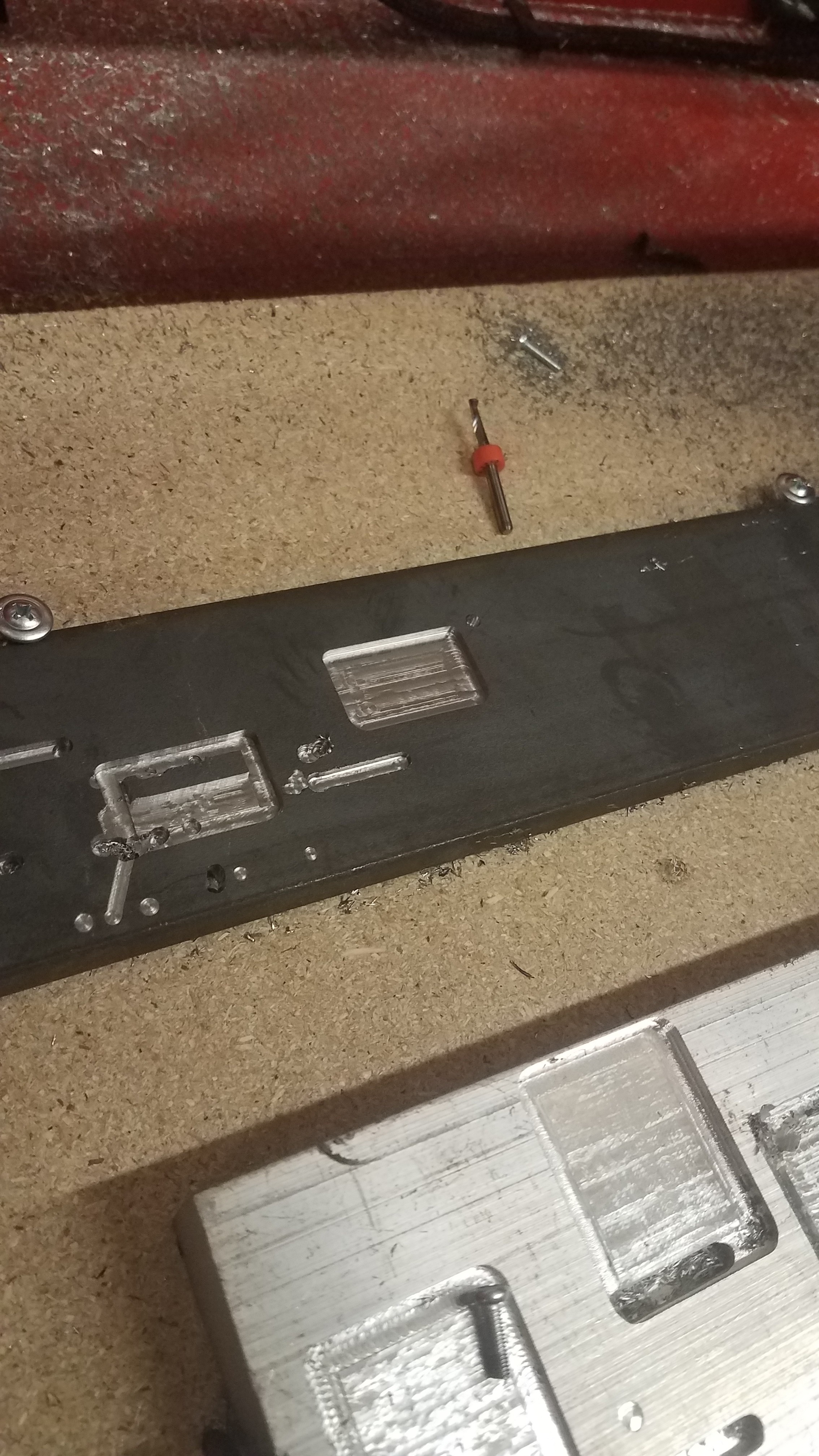
Since my ultimate goal here is cutting aluminum and mild steel, I went ahead and threw a block of aluminum in after 3 or 4 wood cuts. Why not? Set up Estlcam using settings I gathered from lionkev’s posts. Loaded a 1/8 single flute and let it RIP! It went through like butter! 3, 4, and 5mm depth cuts. Unbelievable. And I thought this was going to be difficult.
The secret sauce is basically trying to program Estlcam so the end mill is never more than 50% in the material. I can’t say I am very good at it, but I am learning. It is not the easiest software to work with, but there are ways to trick it. And I do need to do some minor G Code editing prior to cutting.
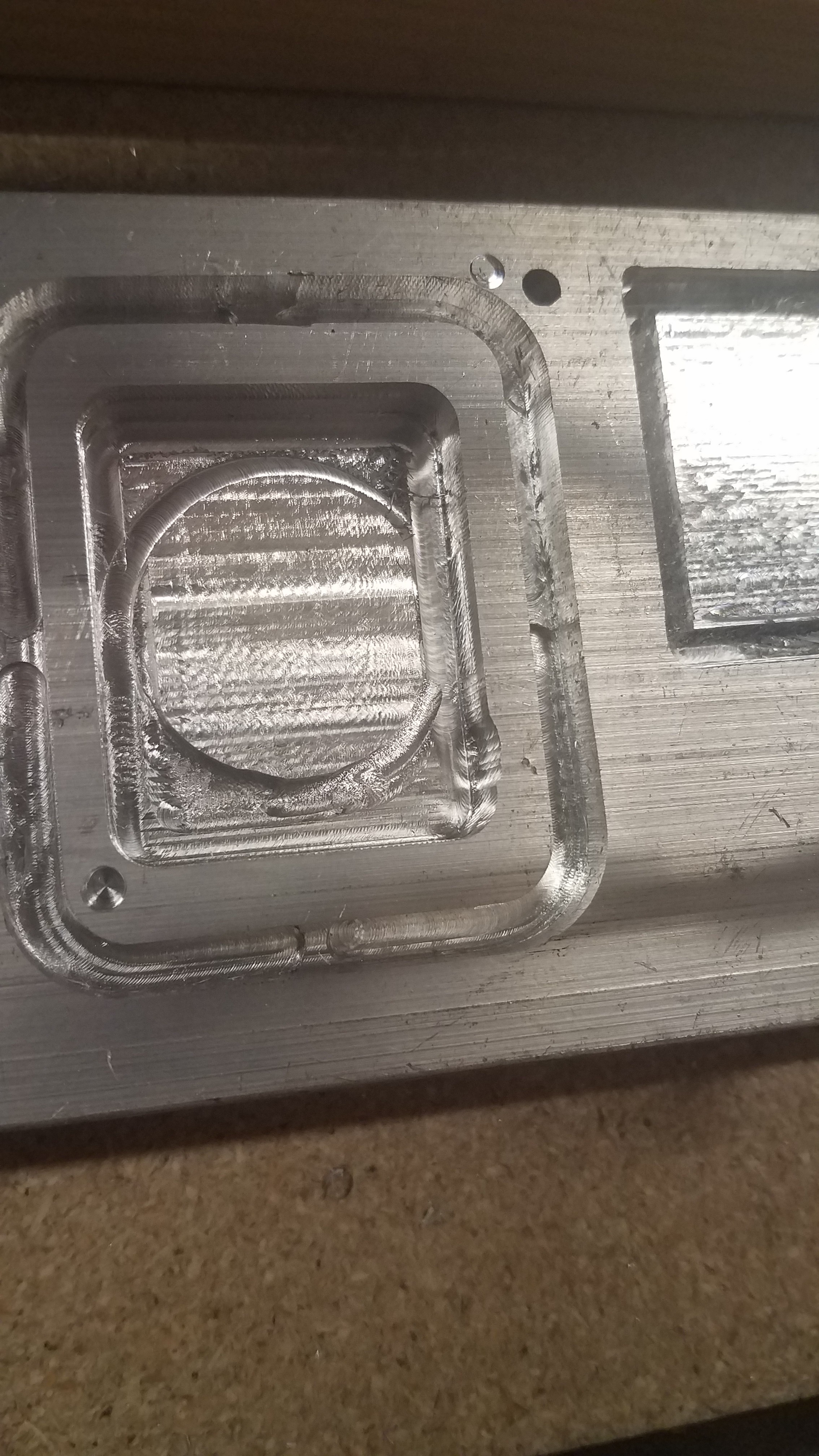
Anyway, the only problems I am having so far is a loss of communication with Repetier Host during deep cuts. It doesn’t happen with wood, but drops out when doing Toroidial cuts 4mm or deeper. I assume it is some kind of vibration or electric interference. I have not spent much time troubleshooting yet.
And for my contribution back to the community I found a nice trick to keep the cutting area clear of debris. I noticed the Dewalt 660 blows a tremendous amount of cooling air. I disassembled the head and ground out some cooling ports in the plastic bearing holder to allow the air to flow down through the collet hole. I then taped off the side cooling holes. Some of the air still escapes around the shaft lock button so I added a little tape there also but still allows the button to be pushed. The air blows around the bit keeping everything cool and clear. I shelved my plans for a air purge system.